
Jakość montażu ręcznego jest zdeterminowana przez dwa czynniki - umiejętności pracownika i wydajność stacji lutowniczej. Z punktu widzenia niezawodności wszystkie połączenia lutowane powinny być wykonywane w tym samym czasie, podczas którego temperatura grotu powinna być utrzymywana na stałym poziomie.
W praktyce grot lutowniczy w zasadzie nie odzyskuje traconego w procesach lutowania ciepła dostatecznie szybko. Z tego powodu użytkownicy stacji lutowniczych stosują często wyższe nastawy temperatury, w niektórych przypadkach osiągające poziom 380°C-440°C. Temperatura procesu jest najczęściej przekraczana podczas lutowania bezołowiowego, stop bezołowiowy rozpływa się w temperaturze wyższej o 40°C w porównaniu ze stopami SnPb.
Kontrola temperatury w procesach lutowania bezołowiowego
Powszechnie uznawane za najsłabszy punkt montażu lutowanie ręczne w technologii bezołowiowej wymaga równoczesnego spełnienia rygorystycznych warunków związanych z wyższą temperaturą i węższym oknem procesowym. Niezbędne jest tu zapewnienie odpowiedniej stabilności warunków termicznych i powtarzalności. Zgodnie z wynikami badań prowadzonych przez firmy wprowadzające procesy lutowania bezołowiowego pod koniec 2004 roku, lutowanie ręczne okazało się znacznie bardziej kłopotliwe niż lutowanie na fali i lutowanie rozpływowe.
Słabo zwilżane i zimne luty pojawiły się w przypadkach, kiedy temperatura grotów lutowniczych nie była wystarczająco wysoka lub w przypadku niskiego stopnia aktywacji topników. Z kolei nadmierna temperatura grotów lutowniczych powodowała nieprawidłowe zwilżanie oraz defekty płytek drukowanych i elementów elektronicznych. Stosowanie odpowiedniej temperatury grota i zapewnienie odpowiedniego przepływu ciepła jest krytyczne z punktu widzenia niezawodności połączeń lutowanych.
Ważna rola personelu kierowniczego
Trzema podstawowymi czynnikami wpływającymi na jakość bezołowiowego lutowania ręcznego są: wybór stacji lutowniczej o odpowiedniej wydajności, odpowiednie przeszkolenie pracownika i nadzór doświadczonego personelu kierowniczego. Osoba pełniąca funkcję kierownika produkcji powinna być dobrze zaznajomiona ze wszystkimi etapami procesów montażowych.
Zazwyczaj kierownictwo zwraca uwagę głównie na sprawy dużych inwestycji (sitodrukarki, maszyny do układania elementów i lutowania automatycznego, urządzenia do inspekcji), spychając na dalszy plan sprawy związane z montażem ręcznym, wyposażeniem stanowisk i szkoleniem kadry niższego szczebla. Ponieważ kadra kierownicza nie może nadawać najwyższego priorytetu wszystkim zadaniom związanym ze zmianą technologii na bezołowiową, zmiany w wyposażeniu stanowisk do lutowania ręcznego i szkolenia pracowników są wdrażane i organizowane zazwyczaj na samym końcu.
Jakość lutowania ręcznego zależy od wiedzy pracowników, a źle wyposażeni i nieprzeszkoleni pracownicy nie mogą wykonywać prawidłowo stawianych im zadań. Szacuje się, że tylko około 10-25% pracodawców prowadzi certyfikowane szkolenia dotyczące nowoczesnych metod montażu ręcznego. W konsekwencji firmy specjalizujące się w naprawach uszkodzonych i nieprawidłowo zmontowanych modułów drukowanych odnotowały w ostatnim czasie wzrost zainteresowania świadczonymi usługami na rzecz firm, które wprowadziły montaż bezołowiowy do seryjnej produkcji.
Często producenci zlecają naprawę dużej liczby zmontowanych płytek drukowanych, pomijając identyfikację i usunięcie problemów będących przyczyną błędów na linii montażowej. Menedżerowie działów produkcyjnych zaczynają zwracać uwagę na sytuację dopiero w przypadku bardzo słabego uzysku związanego z montażem ręcznym, reagując na niezadowolenie klientów. W efekcie błędy montażowe zaczynają wpływać nie tylko na finanse firmy, ale także na jej ogólny obraz i relacje z odbiorcami.
Stabilność termiczna
Powtarzalny, stabilny proces zależy od trzech czynników: czasu, temperatury i techniki lutowania. Szybkość i technika montażu są zależne od umiejętności i przeszkolenia pracownika. Temperatura lutowania, która wynika z aktualnej temperatury grotów lutowniczych podczas procesu, zależy całkowicie od konstrukcji urządzeń lutowniczych.
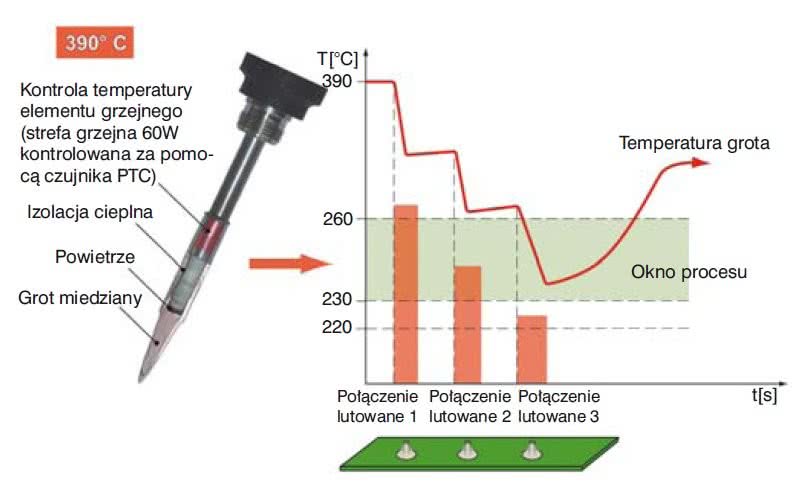 |
| Rys. 2. Dynamika zmian temperatury w lutownicach konwencjonalnych |
Temperatura punktu lutowniczego zależy w rzeczywistych warunkach od szybkości odzyskiwania ciepła przez grot lutowniczy i czasu kontaktu grota z lutowaną powierzchnią. Lutownice o dużej bezwładności cieplnej nie zapewniają często wymaganej temperatury punktu lutowniczego (rys. 2). Starsze lutownice zawierają czujniki temperatury umieszczone daleko od grota, co przekłada się bezpośrednio na niską jakość połączeń lutowanych.
Grot traci temperaturę w kontakcie z punktem lutowniczym i nie nagrzewa się do temperatury nominalnej przy kontakcie z kolejnym polem. W takiej sytuacji każdy kolejny punkt jest lutowany w niższej temperaturze. Producenci stacji lutowniczych opracowali urządzenia o lepszych parametrach, wykorzystując często pełną integrację grota lutowniczego z elementem grzejnym i czujnikiem temperatury. Jednak groty lutownicze mogą ulegać przegrzaniu, a koszty wymiany grota w pełni zintegrowanego są bardzo wysokie.
Rozwiązania tego typu zmuszają producentów do kosztownej wymiany ciągle dobrze funkcjonujących elementów grzejnych z powodu uszkodzeń miedzianych grotów lutowniczych. Problem nabiera jeszcze większego znaczenia w technologii bezołowiowej, w której zużycie grotów jest mimo wszystko większe. Nowoczesne stacje lutownicze i-Con firmy Ersa są wyposażone w opatentowany mikroelement grzejny o mocy 150W (i-Tool), który zapewnia podobną wydajność jak lutownice wyposażone w drogie, zintegrowane elementy grzejne.
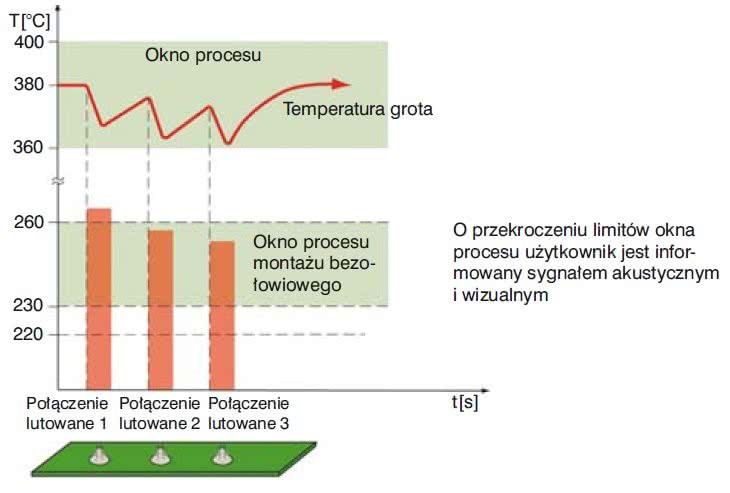 |
| Rys. 3. Poprawiona stabilność i powtarzalność procesu |
Zastosowanie nowoczesnej technologii elementów grzejnych pozwala na użycie standardowych, tanich grotów lutowniczych, które mogą być zastąpione bez potrzeby wymiany elementów grzejnych. Opisywana technologia zapewnia krótki czas nagrzewania lutownicy od temperatury pokojowej do 350°C, wynoszący około 9s. W trybie oczekiwania czas ten można skrócić nawet do 3s.
Lutownica i-Con jest wyposażona w elektroniczny czujnik ruchu, który rozpoznaje i monitoruje proces lutowania. Przy braku aktywności automatycznie przechodzi do trybu oczekiwania, obniżając swoją temperaturę. Czujnik ruchu zapobiega nadmiernemu zużywaniu się grotów lutowniczych w porównaniu ze stacjami wyposażonymi w mechaniczne mikroprzełączniki umieszczane w podstawce.
Alarmy dźwiękowe i wizualne ostrzegają użytkownika w przypadku, gdy grot jest za gorący lub za zimny. Zastosowana technologia pozwala na utrzymanie przez cały czas założonego okna procesu i wykonywanie należytej jakości połączeń lutowanych. Ciepło jest odzyskiwane szybko i wszystkie połączenia mogą być wykonywane w zasadzie w tej samej temperaturze.
Temperatura jest mierzona za pomocą czujnika, który jest umieszczony w bezpośrednim sąsiedztwie grota lutowniczego. Mikroprocesor przechowujący dane kalibracyjne jest umieszczony na płytce drukowanej znajdującej się w rączce lutownicy, umożliwiając indywidualną kalibrację każdej lutownicy do stacji lutowniczej. Wspólna, jednakowa kalibracja wszystkich lutownic na linii produkcyjnej jest procesem łatwiejszym i wymaga mniejszych nakładów czasowych.
Przegrzewanie grotów lutowniczych
Podczas każdego kontaktu grota z punktem lutowniczym ciepło jest przewodzone w kierunku lutowanego elementu i tracone na podgrzanie elementu i podłoża, co wymaga z kolei dynamicznego odzysku ciepła przez lutownicę. Po odsunięciu lutownicy od punktu lutowniczego energia cieplna jest przez moment oddawana w taki sposób, jak gdyby masa lutowanego pola nie ulegała zmianie.
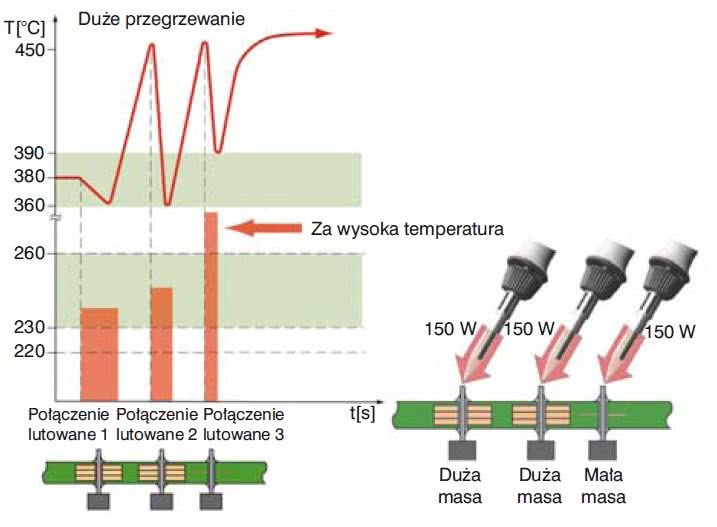 |
| Rys. 4. Przegrzewanie grota charakterystyczne dla lutownic konwencjonalnych |
Lutownice konwencjonalne ze zintegrowanym elementem grzejnym mogą w tym momencie osiągać temperaturę o 80°C-100°C wyższą niż wartość założona (rysunek 4). Dla wielu czułych elementów ze specyfikacją MIL i elementów wykorzystywanych w urządzeniach medycznych opisywany efekt jest nie do zaakceptowania, ponieważ może prowadzić do uszkodzeń.
Dla odmiany, elementy stosowane w montażu przewlekanym o dużej masie, lutowane na płytkach wielowarstwowych lub elementy metalowe o dużej powierzchni (elementy chłodzenia, radiatory) wymagają maksymalnej temperatury i maksymalnego przepływu ciepła ze strony elementu grzejnego.
Konwencjonalne lutownice charakteryzują się gwałtownym nagrzewaniem podczas lutowania elementów o dużej masie, w szczególności miedzianych, ale przegrzewanie może z kolei doprowadzić do zniszczenia czułych elementów. Dla porównania nowoczesne stacje lutownicze pozwalają na zrównoważenie mocy i kontroli dzięki trzem różnym ustawieniom charakterystyk termicznych.
Przy najwyższym poziomie mocy (150W) system dostarcza maksymalną ilość ciepła, co zapewnia prawidłowy montaż elementów o dużej masie. Przy niskim poziomie mocy transport ciepła jest ograniczony, co eliminuje efekt przegrzewania. Tryb pracy przy niskiej mocy został opracowany do ręcznego montażu wrażliwych elementów. Średni poziom mocy jest kompromisem pomiędzy dwoma skrajnymi trybami pracy.
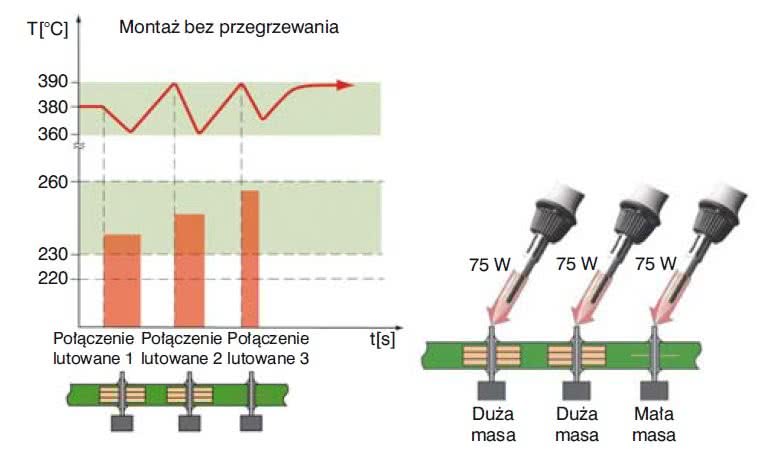 |
| Rys. 5. Kontrola temperatury grota przy ograniczonej mocy |
Zadaniem użytkownika jest dobór odpowiedniego poziomu mocy do konkretnej aplikacji. Regulacja mocy zapobiega efektowi przegrzewania grota podczas lutowania elementów o małej masie (rys. 5).
Koszty operacyjne
Większość wydatków związanych z lutowaniem ręcznym w technologii bezołowiowej wiąże się z wymianą zużytych grotów lutowniczych. Większość stopów bezołowiowych charakteryzuje się większą zawartością cyny w stosunku do tradycyjnych stopów SnPb, co w wysokich temperaturach powoduje przyspieszoną erozję grota. Po jakimś czasie erozja ogranicza nominalną wydajność termiczną grota i ogranicza przepływ ciepła.
W celu przedłużenia żywotności grotów producenci zwiększają grubość pokrycia, co wiąże się z cynowaniem odpowiednim stopem bezołowiowym. Ponowne cynowanie grotów jest szczególnie ważne w technologii bezołowiowej ze względu na procesy erozji i powinno być przeprowadzane regularnie, zgodnie z zaleceniami producentów. Zwiększenie żywotności przy użyciu grubszych pokryć zawsze obniża sprawność oddawania ciepła przez grot lutowniczy.
Z tego powodu coraz większego znaczenia nabiera wydajność elementu grzewczego. Lutownice z konwencjonalnym systemem grzewczym są wystarczająco wydajne, ale zwiększają koszty produkcji z powodu krótszego czasu życia grotów i droższych zintegrowanych elementów grzejnych, które trzeba wymieniać każdorazowo łącznie ze zużytym grotem.
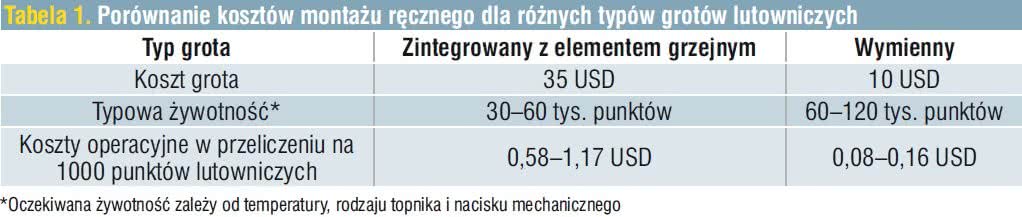
Lutownice tego typu wymagają częstszych przeglądów z uwagi na cienkie pokrycie grota i mimo wszystko mniej wydajny system grzewczy. Lutownice, w których istnieje możliwość wymiany jedynie grota, zawierają groty o grubszym pokryciu, wydajniejsze systemy grzewcze i docelowo są tańsze w użytkowaniu (tab. 1). Koszty użytkowania lutownicy z wymiennymi grotami w porównaniu z lutownicą tradycyjną mogą być nawet 7-krotnie niższe. Inną przyczyną nadmiernego zużywania się grotów jest często większy nacisk wywierany przez operatora na punkt lutowniczy.
 |
Część użytkowników jest przekonana, że zwiększa w ten sposób przepływ ciepła. Tego typu praktyki nie mają wpływu na transport ciepła, a z pewnością powodują mechaniczne uszkodzenia pokrycia grota, szybszą degradację materiału, a po odsłonięciu miedzianego rdzenia prowadzą do szybkiej utraty wydajności grota i skrócenia jego żywotności.
Wnioski
Przy odpowiednim podejściu kadry kierowniczej do wymiany sprzętu istnieje duża szansa na ograniczenie kosztów montażu ręcznego w technologii bezołowiowej. Zapewnienie odpowiedniej niezawodności montażu przy przejściu do technologii bezołowiowej stanowi też każdorazowo pewne wyzwanie.
Aby wprowadzić z sukcesem technologię bezołowiowego montażu ręcznego, zagadnienie musi być rozpatrywane na różnych poziomach, biorąc pod uwagę zarówno umiejętności pracowników, jak i wyposażenie warsztatowe. Należy rozważyć problemy kontroli i jakości, stabilności termicznej i powtarzalności procesów oraz koszty długoterminowe. Decyzje związane z zakupem stacji lutowniczych powinny gwarantować wysoką stabilność procesu przy małych kosztach rozruchowych.
W wielu firmach, posiadających małe doświadczenie we wprowadzaniu montażu bezołowiowego, groty lutownicze rzadko wytrzymują więcej niż pojedynczy dzień pracy, a koszty produkcji znacząco rosną. Zastosowanie rozwiązania firmy Ersa z wymiennymi grotami lutowniczymi przynosi wymierne korzyści i w poważny sposób ogranicza koszty.
Mark Cannon, Bob Klenke, Phil Zarrow, tłumaczenie Jan Tomaszewski, Jarosław Węgrodzki - PB Technik











