W ilu wymiarach pracuje SPI?
| Energetab 2015 ArtykułyInspekcja pasty lutowniczej (SPI) 3D staje się coraz bardziej powszechna oraz nierzadko jest ostatnim etapem inspekcji poprawnego nałożenia pasty w czasie produkcji urządzeń elektronicznych. Niniejszy artykuł opisuje możliwości systemów opartych na technologii 3D i 2D, prezentuje ich atuty, ograniczenia oraz możliwości podnoszenia jakości produkcji.


Rys. 1. Typowe problemy w produkcji elektroniki
Nakładanie pasty lutowniczej jest pierwszym etapem w linii produkcyjnej. Mało kto jest świadomy jak wielki wpływ ma on na stabilność procesu oraz jakość końcowego produktu. Według przeprowadzonych badań wynika, że 71% końcowych wad gotowego produktu spowodowanych jest nieprawidłowościami nadruku pasty.
Pomimo to wielu kierowników działu jakości w produkcji urządzeń elektronicznych podważa wartość posiadania urządzenia SPI, z czego wynika pewnego rodzaju niechęć do wprowadzenia kontroli położenia pasty lutowniczej. Głównym problemem jest czas zwrotu inwestycji takiego urządzenia, a dodatkowym jest rozpatrywanie posiadania SPI tylko dla okresu wdrażania nowego projektu, nie rozważa się korzyści, jakie może ona przynieść przy dojrzałym oraz ustabilizowanym procesie.
Dla takich osób informacje dostarczone przez urządzenie SPI nie niosą wiedzy pozwalającej poprawić jakość produkcji albo co bardziej prawdopodobne, urządzenie nie przedstawia ich w sposób pozwalający wykonać działania korygujące. Niemniej jednak badania wykonane przez największych producentów elektroniki jasno pokazują, że jakość nakładania pasty lutowniczej to najistotniejszy czynnik jakości produkcji elektroniki.
Co więcej, można dowieść, że inwestycje w zaawansowaną kontrolę procesu produkcji odbywają się w znacznej mierze kosztem wydatków na serwis. Jest to szczególnie widoczne w dziale automotive, gdzie standardy nie pozwalają na zbyt wysoki współczynnik PPM. Typowe problemy drukowania pasty powodujące późniejsze defekty w gotowym wyrobie mogą być znalezione już na etapie SPI, co umożliwia działania mające na celu wzrost wydajności oraz obniżenie kosztów produkcji.
Technika 2D

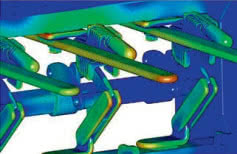
Rys. 2. Inspekcja pasty 5D
Pierwsza inspekcja pasty lutowniczej była wykonywana na konwencjonalnych urządzeniach AOI, które miały możliwość oceny poprawności nadruku. Specjalne algorytmy pozwalały na pomiar istotnych parametrów 2D, takich jak: pokrycie, offset, kształt, zabrudzenie i opadanie pasty, mostki na podstawie danych szablonu.
Później do dwuwymiarowej inspekcji SPI wprowadzono lepsze systemy wizyjne i algorytmy analizy obrazu. Wykorzystanie systemu oświetleniowego RGB i różnych kątów padania światła znacząco zwiększyło wiarygodność inspekcji poprzez odizolowanie nadrukowanej pasty od tła jakim jest płyta PCB.
Czynniki takie, jak kolor maski, materiał padu, przelotki czy ścieżki, mogą zakłócić poprawność detekcji. Po wydzieleniu obrazu pasty od reszty informacji inspekcja nabrała nowych możliwości. Technologia 2D jednak nadal nie pozwala na analizę dwóch parametrów: wysokości oraz objętości depozytu pasty. Taką funkcjonalność zapewniają urządzenia 3D.
Technika 3D

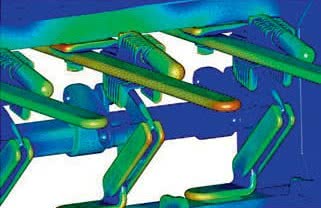
Rys. 3. Pomiar za pomocą prążków mory
Trójwymiarowa inspekcja pasty w zakresie pomiaru wysokości depozytu bazuje na laserowej triangulacji lub przesunięciu fazy prążków mory. Obie metody mają swoje mocne i słabe strony, ale wspólna cecha to pomiar tylko i wyłącznie wysokości depozytu (Z), podczas gdy informacje o wymiarach w osiach XY jest wyliczana.
W celu uzyskania dokładnego pomiaru wysokości depozytu, który zawiera się pomiędzy 50 a 300 µm dla standardowego procesu nadruku, istotne jest, aby pomiar był wykonywany od poprawnego punktu referencyjnego. Większość firm produkujących urządzenia SPI wykorzystuje jako takie odniesienie otoczenie padu, które służy dodatkowo do kompensacji nieuniknionego ugięcia płytki. Inne rozwiązania bazują na tzw. golden board dostarczającej informację o wartości offsetu dla każdego padu, co niweluje efekt pofalowania PCB.
Laserowa triangulacja jest najstarszą technologią pomiaru wysokości depozytu pasty lutowniczej. Technika ta polega na projekcji wiązki laserowej w liniach oraz na odczycie jej odbić. Głowica laserowa porusza się w zdefiniowanych skokach, tak aby pokryć cały badany obszar. Wysokość jest wyliczana z przesunięcia odbić zarejestrowanych przez detektor. Aby zapewnić większą dokładność i powtarzalność pomiaru, niekiedy są wykorzystane 2 lasery obrócone o 180o względem siebie. Wartość wysokości w tym wypadku jest uśredniania z obu pomiarów, aby zniwelować efekt cieniowania krawędzi.
Topografia Moire'a jest metodą opartą na cyfrowej projekcji światła. Odwzorowanie obiektu obliczane jest na podstawie zbieranej sekwencji prążków ugiętych na skanowanym obiekcie przez kamerę. Inspekcja dużych obszarów jest wykonywana tutaj poprzez scalanie wielu sekwencji skanów małych obszarów (z powodu ograniczonego pola widzenia sensora) i nakładanie wielu obrazów na siebie.
Pozwala to zredukować refleksy oraz zmiany koloru oświetlenia. Pomimo to zakres pomiaru wysokości jest tutaj niewielki i praktycznie niewystarczający do pomiarów wysokości poniżej 50 µm. Podczas scalania 2 obrazów tego samego pola widzenia (dla przykładu nadruk pod dużym układem BGA) różnice ogniskowej albo dystorsje optyczne, które są niemożliwe do całkowitego wyeliminowania, mogą znacząco wpływać na otrzymywaną informację.
To z kolei powoduje przesyłanie niezrozumiałych komunikatów o jakości naniesienia pasty i uniemożliwia skuteczną korekcję. Ugięcie lub zwichrowanie płytki może również skomplikować pomiary i zazwyczaj zmniejsza ich dokładność oraz powtarzalność.
Systemy SPI z podwójnym systemem pomiarów laserowych łączą korzyści systemu Moire’a oraz triangulacji laserowej. Zastosowanie dwóch laserów, generowanie linii o różnym kącie padania oraz o różnych kolorach zapewnia odporność na różne kolory maski oraz eliminuje efekt cieniowania. Jednoczesny pomiar tej samej wartości poprzez wiele niezależnych od siebie projekcji podnosi rozdzielczość, dokładność oraz powtarzalność, przy czym zmniejsza czas pomiaru wykonania skanu.
W efekcie tam, gdzie inspekcja 2D wykrywa niemal wszystkie możliwe wady, inspekcja 3D dostarcza dodatkowych informacji objętościowych. Te informacje mogą być użyte w procesie kontroli w celu adiustacji parametrów druku, zanim jeszcze wystąpi błąd.
SPI w 5D

Rys. 4. Liczba defektów w produkcji w funkcji wykorzystywanych systemów SPI
Technika pomiarów 3D nie jest w stanie wiarygodnie odwzorować depozytów pasty mniejszych niż 50 µm i tym sposobem bardzo istotna informacja o procesie jest pomijana. Co więcej, informacja o kształcie depozytu poniżej tej wartości granicznej jest symulowana, co nierzadko daje wyniki mające niewiele wspólnego z prawdą.
Stąd nierzadko lepszym rozwiązaniem jest pomiar wszystkich obszarowych cech technologią 2D, gdyż prawdopodobnie największą zaletą zapewnianą przez obrazowanie 2D jest znaczna poprawa wyznaczania płaszczyzny referencyjnej. Gwarantuje to prawidłową detekcję kształtu, wyliczenie prawidłowego środka położenia pasty.
Zestawienie tych informacji z położeniem padu pozwala na wyznaczenie offsetu położenia pasty z wysoką dokładnością. Taka właśnie kombinacja pomiarów 2D oraz 3D, przy wykorzystaniu różnych technologii, gwarantuje mniejsze możliwości przepuszczenia błędu, węższe tolerancje oraz ciągłą poprawę procesu technologicznego.
Systemy oparte tylko na pomiarze 3D, ze względu na brak możliwości analizy powierzchni maski lutowniczej oraz trudności, jakie sprawia im pomiar niskich wysokości, nie są w stanie dostatecznie dokładnie wyznaczyć poziomu "zero" okalającego pad. Różnice wysokości w tym samym obszarze mogą w znacznym stopniu różnić się w zależności od tego, jak skonstruowana jest płytka PCB - dodatkowe przelotki, maska, konstrukcja padów, ale też na skutek indywidualnych różnic wykonania PCB pomiędzy partiami.
Systemy "tylko 3D" przyjmują ten poziom odniesienia na podstawie uśrednienia wysokości obszaru wokół padu poprzez skan płyty wzorcowej "golden board". W system 5D, korzystając z siły kolorowej inspekcji 2D, wystarczają 3 punkty referencyjne, aby uzyskać odporność na wszystkie możliwe różnice wysokości pomiędzy płytą referencyjną a kolejnymi w dalszej produkcji.
Podsumowanie
Przedstawiona koncepcja inspekcji SPI 5D pozwala na wiarygodne pomiary oraz identyfikację wszystkich rodzajów błędów procesu nadrukowania pasty lutowniczej. Dwa podstawowe wymiary (X, Y) wymagane są do wykrycie defektów obszarowych takich jak offset, rozmazanie i mostkowanie. Trzecia oś (Z) jest wymagana do identyfikacji błędów powiązanych z wysokością oraz objętością depozytu.
Połączenie najlepszych technik wykrywania błędów charakterystycznych dla każdej osi pozwala na szybszy zwrot poniesionej inwestycji przy zakupie SPI. Takim urządzeniem jest Marantz PowerSpector S1, który wykorzystuje nową technologie "5D" w celu umożliwienia prawdziwych pomiarów kształtu, offsetu i objętości depozytu pasty w jednym momencie.
Ten szybki system inspekcji pasty lutowniczej zawiera opatentowany system wizyjny, który łączy obrazowanie 2D i 3D, i zwiększa możliwości wykrycia błędów nadruku oraz kontroli procesu. Zaawansowana kontrola procesu umożliwia poprzez technologię 5D bezbłędne wykrycie potrzeby zmian ustawień drukarki albo problemy z pastą, zanim wpłynie na działanie całej linii produkcyjnej.
Jakub Karpowicz
PB Technik Sp. z o.o.
www.pbtechnik.com.pl