
Produkcja elektroniki na zlecenie
Przerzucenie wybranych działań na podmioty zewnętrzne wiąże się z redukcją stałych kosztów funkcjonowania przedsiębiorstwa, takich jak np. utrzymanie infrastruktury oraz zatrudnienia, zamieniając je na koszty zmienne, zależne od liczby wyprodukowanych egzemplarzy produktu. Produkcja układów oraz urządzeń elektronicznych jest w dodatku dziedziną wymagającą olbrzymich inwestycji, co ma wpływ na końcową cenę pojedynczo wyprodukowanego egzemplarza. Ten jednostkowy koszt jest zatem ściśle powiązany z wolumenem produkcji – pojedynczemu OEM będzie bardzo trudno osiągnąć na tym polu wyniki porównywalne z dużym dostawcą usług EMS, mogącym realizować zlecenia od wielu różnych klientów. Korzystanie z usług EMS jest zatem często po prostu tańsze niż uruchomienie własnej produkcji, nie wymaga również olbrzymich początkowych nakładów, liczonych w kwotach nieosiągalnych lub bardzo trudno osiągalnych dla wielu przedsiębiorstw.
Wspomniana elastyczność finansowania (bezpośrednie powiązanie kosztów z wolumenem produkcji) oraz brak konieczności ponoszenia dużych nakładów inwestycyjnych przekłada się na obniżkę poziomu ryzyka dla danego przedsiębiorstwa, szczególnie w przypadku nowych produktów, dla których trudno przewidzieć sukces rynkowy oraz potencjalną wielkość sprzedaży.
Kolejna zaleta to czas wprowadzenia produktu na rynek. Niewątpliwie korzystanie z gotowej infrastruktury wraz z doświadczonym personelem skraca czas wdrożenia produktu. Ze względu na swoje doświadczenie oraz posiadaną wiedzę ekspercką dostawcy usług EMS gwarantują zazwyczaj wysoki poziom oferowanych przez siebie usług, co przekłada się pozytywnie na jakość produktu końcowego. Szeroki zakres świadczonych usług obejmuje często również rozbudowane oraz wieloetapowe mechanizmy kontroli jakości.
OEM, EMS, ODM, CEM…

Złożoność procesu produkcji elektroniki uwidacznia się już w samej sferze nazewnictwa poszczególnych typów podmiotów w nim uczestniczących. W powszechnym użyciu spotyka się anglojęzyczne określenia OEM, EMS, ODM oraz CEM, opisujące rolę oraz zakres kompetencji różnych przedsiębiorstw. Z uwagi na specyfikę branży oraz mnogość różnych możliwych rozwiązań i sposobów organizacji cyklu życia urządzenia, określenia te nie są zdefiniowane bardzo precyzyjnie, przez co granice między nimi mogą wydawać się niekiedy dość płynne.
Pojęcie OEM (Original Equipment Manufacturer) odnosi się do marek i przedsiębiorstw oferujących produkt końcowy, sprzedawany pod własnym logo. Podmioty typu OEM skupiają się zazwyczaj na rozwoju produktu, wprowadzaniu innowacji oraz nowych funkcjonalności, a także częściowo lub całkowicie na procesie jego projektowania. OEM może zlecać część lub całość czynności związanych z procesem wytwarzania podmiotom zewnętrznym, nadal pozostaje jednak właścicielem praw intelektualnych produktu końcowego. Jako OEM określać można w zasadzie wszystkie podmioty sprzedające urządzenia opatrzone własnym logo – przy czym odnosić się to może do całych urządzeń, jak i poszczególnych ich części (OEM może wytwarzać np. podzespoły z branży automotive czy karty graficzne do komputerów).
Pojęciem ODM (Original Design Manufacturer) określa się zazwyczaj podmioty oferujące gotowe układy lub urządzenia, które jednak nie są sprzedawane pod własną marką. ODM jest autorem projektu układu oraz posiadaczem związanych z tym praw intelektualnych. Tego typu przedsiębiorstwa specjalizują się zazwyczaj w produkcji specjalistycznych komponentów, wchodzących w skład bardziej złożonych urządzeń. Przykładem działalności typu ODM może być podmiot oferujący ładowarki telefoniczne oraz zasilacze komputerowe. Są to gotowe produkty, od początku do końca rozwijane oraz produkowane przez daną firmę, sprzedawane jednak jako część innego urządzenia, pod marką i logo jego producenta.
Usługi EMS (Electronic Manufacturing Service) to szerokie pojęcie opisujące w ogólności wszystkie czynności związane z kontraktową produkcją elektroniki na zlecenie innych podmiotów (np. OEM). Usługi te nie muszą ograniczać się do samego procesu produkcji, mogą również obejmować wsparcie posprzedażowe, serwis i naprawę, organizację procesu logistycznego, a także doradztwo projektowe. Przedsiębiorstwa EMS potrafią być naprawdę dużymi podmiotami, o obrotach dorównujących największym powszechnie znanym markom z branży elektronicznej. Cechą charakterystyczną podmiotów świadczących usługi EMS jest brak własności praw intelektualnych do wytwarzanych produktów.
O ile określenie EMS stosuje się zazwyczaj do podmiotów oferujących bardziej kompleksowy zakres usług, o tyle mniejsze i bardziej wyspecjalizowane przedsiębiorstwa opisuje się niekiedy terminem CEM (Contract Electronic Manufacturer) albo ECM (Electronic Contract Manufacturer). Dotyczy to przede wszystkim firm oferujących jeden typ usługi, np. produkcję płytek PCB czy montaż wiązek kablowych. Nie ma przy tym jednoznacznej granicy pomiędzy określeniami EMS oraz CEM, gdyż pojęcia te dotyczą w zasadzie tego samego typu działalności.
ZAKRES OFEROWANYCH USŁUG
Poszczególne przedsiębiorstwa typu EMS znacząco różnią się zakresem świadczonych usług. Duże firmy oferować mogą niekiedy komplekso we wsparcie od etapu projektowania przez cały cykl życia urządzenia, zaś mniejsze podmioty częściej skupiać się będą na poszczególnych odcinkach tego procesu. Do najpopularniejszych rodzajów usług świadczonych w ramach współpracy EMS zaliczyć można:
- wykonanie oraz montaż płytek drukowanych;
- produkcję wiązek kablowych; − montaż podzespołów elektromechanicznych;
- usługi projektowe (biura inżynierskie);
- produkcję elementów metodą druku 3D; − testowanie;
- prototypowanie;
- serwis posprzedażowy.
Wojciech Torczyński
|

MONTAŻ PCBA
Produkcja i montaż są zapewne jednymi z kluczowych obszarów świadczenia usług EMS. Jakość tego procesu ma krytyczny wpływ na funkcjonowanie całego urządzenia oraz bezpieczeństwo jego użytkowników. Już na etapie projektowania warto konsultować się z późniejszym wykonawcą płytki, ponieważ może to pozwolić na wyeliminowanie potencjalnych błędów oraz słabych punktów projektu. Większość wykonawców oferuje możliwość wieloetapowego testowania gotowych podzespołów, zarówno za pomocą testów wizualnych, badania poprawności połączeń elektrycznych, jak i testów funkcjonalnych.
PRODUKCJA WIĄZEK KABLOWYCH
W bardziej rozbudowanych systemach, składających się z wielu podzespołów oraz modułów umieszczonych na osobnych płytkach drukowanych, niemal nieuniknione jest stosowanie wiązek kablowych. Ich produkcja to dość specyficzna dziedzina, którą zajmują się wyspecjalizowane podmioty – na polskim rynku bez problemu znaleźć można przynajmniej kilkadziesiąt przedsiębiorstw działających w tej branży. W przeciwieństwie do większości innych procesów technologicznych z zakresu elektroniki, produkcja wiązek kablowych nadal odbywa się w dużej części manualnie, zaś poszczególne jej elementy automatyzują się raczej powoli i w sposób dość kosztowny. Sama wiązka jest elementem elektromechanicznym, dlatego przy ocenie końcowej jakości tego produktu należy zwracać uwagę nie tylko na jego właściwości elektryczne, ale również (a może nawet przede wszystkim) na mechaniczne, takie jak wytrzymałość czy odporność na zrywanie.
MONTAŻ ELEMENTÓW ELEKTROMECHANICZNYCH ORAZ OBUDOWY
Usługi polegające na montażu elementów mechanicznych, elektromechanicznych czy też kompletnym montażu obudowy określane są często angielskojęzycznym zwrotem box builds. W tego typu pracach stosuje się najczęściej takie materiały jak stal, aluminium czy plastik. Usługa ta obejmować może dodatkowo testowanie produktu, pakowanie oraz przygotowanie do wysyłki, jak również wszystkie czynności związane z tematem obudowy – od jej zaprojektowania, przez wykonanie do finalnego złożenia. W przypadku złożonych systemów i urządzeń cały proces przebiega zazwyczaj wieloetapowo – od montażu elementów elektromechanicznych, złączy, wiązek kablowych, przez połączenie poszczególnych podzespołów, aż do umieszczenia całości w obudowie końcowej i ewentualnego zapakowania, zabezpieczenia oraz przygotowania do transportu.
PROJEKTOWANIE
Postępujący rozwój elektroniki wymusza coraz większą specjalizację wśród osób zawodowo się nią zajmujących. Większość projektów, szczególnie tych bardziej złożonych, wymaga współpracy całych zespołów składających się z ekspertów o różnych specjalizacjach oraz doświadczeniu. Zajmując się elektroniką profesjonalną, bardzo trudno jest zachować ogólną specjalizację, zaś niemal każdy nowy projekt wymaga pogłębiania wiedzy przez wszystkich członków zespołu. W takiej sytuacji w wielu przypadkach rozsądna może się okazać decyzja o szukaniu możliwości konstrukcyjnych poza firmą, czyli zaangażowaniu eksperta lub grupy ekspertów do zajęcia się określonym zagadnieniem będącym częścią projektu.
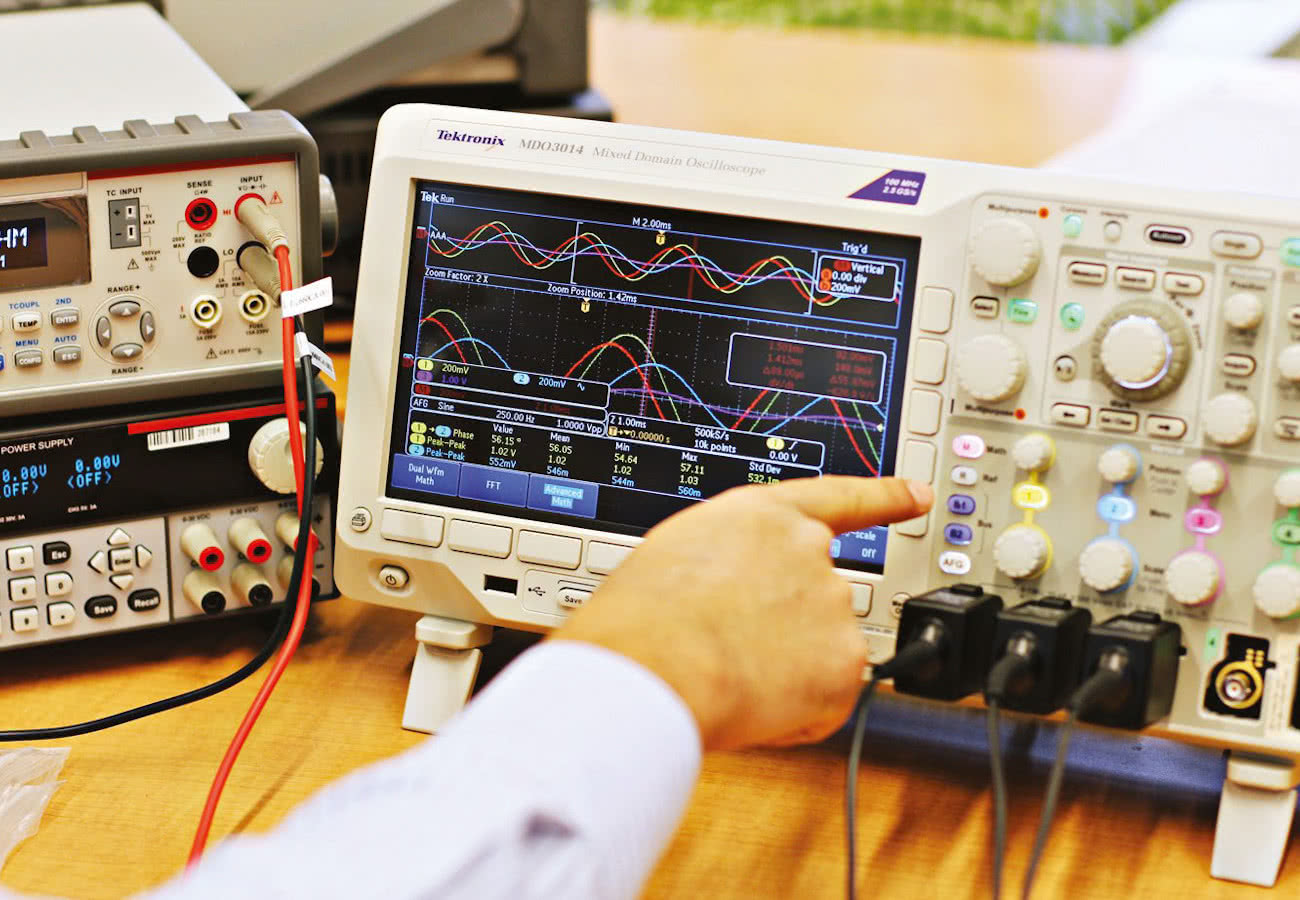
Projektowanie to ponadto nie tylko człowiek ze swoją wiedzą i doświadczeniem, ale również aparatura pomiarowa, narzędzia deweloperskie oraz specjalistyczne oprogramowanie. Zakup odpowiedniego wyposażenia może okazać się zagadnieniem bardzo kosztownym i nie do końca uzasadnionym ekonomicznie, szczególnie w przypadku rzadkich i jednorazowych potrzeb. W takich sytuacjach z pomocą przyjść mogą biura inżynierskie, oferujące kompleksowe usługi związane z projektowaniem urządzeń elektronicznych, często poszerzane o dodatkową tematykę, mogącą dotyczyć m.in. tworzenia oprogramowania, konstrukcji mechanicznej, projektu obudowy, systemów chłodzenia, właściwego poziomu ochrony elektromagnetycznej i środowiskowej, jak również wzornictwa i projektu plastycznego. Pomoc ekspertów z zewnątrz może być szczególnie przydatna w obszarach wymagających dużej wiedzy specjalistycznej, jak np. szybkie układy analogowe, przetwarzanie sygnałów cyfrowych, technika mikrofalowa, komunikacja radiowa czy zagadnienia antenowe. Próg wejścia do każdej z tych dziedzin jest bardzo wysoki, zaś czas zawsze pozostaje jednym z najcenniejszych i najbardziej deficytowych zasobów każdego zespołu projektowego.
USŁUG DRUKU 3D
Jedną z najnowszych innowacji w dziedzinie EMS jest usługa druku 3D, ciesząca się obecnie coraz większą popularnością. Technologię 3D wykorzystać można do wykonywania obudów i części produkowanych w małej liczbie egzemplarzy, dla których zastosowanie tradycyjnych metod jest zbyt kosztowne lub w ogóle niemożliwe, a także przy prototypowaniu i wizualizacji produktu. Pozwala również na odtworzenie uszkodzonych elementów w przypadku prac serwisowych wartościowych urządzeń.
Samodzielna realizacja tej czynności nie zawsze jest opłacalna z ekonomicznego punktu widzenia, przede wszystkim z powodu wymaganych dużych nakładów finansowych związanych z zakupem sprzętu, zatem często bardziej sensowne jest skorzystanie z usług firm zewnętrznych.
TESTOWANIE
Nieodłącznym elementem każdego procesu produkcyjnego jest testowanie oraz kontrola jakości. Rezygnacja lub nieodpowiednia realizacja tego zagadnienia nie tylko nie przyniesie raczej dodatkowych oszczędności, ale w ostatecznym rozrachunku najprawdopodobniej wygeneruje jeszcze dodatkowe koszty, związanie z koniecznością prowadzenia wymian i napraw gwarancyjnych, przyczyniając się przy tym do obniżenia reputacji i prestiżu produktu oraz całej marki.
Testowanie świadczone jest zazwyczaj przez dostawcę usług EMS jako czynność dodatkowa, np. po zakończeniu procesu montażu urządzenia. Zakres możliwych do wykonania testów rozciąga się od sprawdzeń wizualnych, przez testy poprawności parametrów elektrycznych do badań funkcjonalnych, kontrolujących całość pracy urządzenia. Testowanie może ponadto (i bezwzględnie powinno) obejmować sprawdzenie oprogramowania, zarówno pod kątem jego funkcjonalności, jak i ewentualnych dziur w zakresie bezpieczeństwa. Sprawdzenie bezpieczeństwa oprogramowania może być szczególnie ważne w przypadku urządzeń planowanych do podłączenia do sieci oraz realizujących zadania o krytycznym zdarzeniu (np. urządzenia medyczne) – warto wtedy rozważyć możliwość przeprowadzenia testów penetracyjnych, mających sprawdzić odporność produktu na potencjalne ataki. Testy takie realizowane są zazwyczaj przez wyspecjalizowane podmioty zewnętrzne.
PROTOTYPOWANIE
Przedsiębiorstwa oferujące w ramach modelu EMS usługi prototypowania świadczą w zasadzie kompleksową pomoc będącą kombinacją części lub wszystkich z wymienionych już wcześniejszej czynności – od etapu biura projektowego, przez montaż, programowanie oraz dobór odpowiedniej obudowy. Zleceniodawcami tego typu zadań mogą być nie tylko przedsiębiorstwa działające w branży, ale również (a może nawet przede wszystkim) podmioty niezajmujące się na co dzień elektroniką lub zajmujące się nią dodatkowo, jako jednym z wielu elementów funkcjonowania firmy. Podmioty te nie zawsze posiadają odpowiednie zaplecze konstruktorskie oraz wyposażenie, pozwalające na szybką oraz skuteczną realizację planowanych projektów. Skorzystanie z usług zewnętrznego dostawcy jest dla nich zdecydowanie szybszą oraz bardziej efektywną ekonomicznie metodą niż budowa i późniejsze utrzymanie własnego zespołu konstruktorskiego.
USŁUGI POSPRZEDAŻOWE
Oferta wielu dostawców świadczeń EMS obejmuje cały cykl życia produktu, w tym również czynności i usługi posprzedażowe. Można do nich zaliczyć m.in. prowadzenie napraw serwisowych, modernizację produktu, dostarczanie i zarządzanie częściami zamiennymi, usługi magazynowe oraz wycofanie produktu z użycia (recykling). W skład oferty wchodzą również czynności analityczne, jak np. detekcja najczęstszych przyczyn błędów i uszkodzeń, a także związane z obsługą klientów – serwis telefoniczny czy usługi sprzedażowe i marketingowe.
EKSPORT USŁUG ROŚNIE
Nietrudno zauważyć, że z roku na rok liczba firm zajmujących się usługami EMS się zwiększa. Nawet jeśli proces ten nie ma już takiej dynamiki jak kiedyś, to nadal pojawiają się nowi gracze. Nawet przy rosnącym rynku krajowym, powstających nowych firmach i wszystkich trendach, które sprzyjają oddawaniu produkcji do kooperantów, na rynku lokalnym robi się coraz ciaśniej. Sytuację ratują zlecenia z zagranicy, które uważane są za bardziej opłacalne, lepiej przygotowane, a więc niewymagające dużego wkładu pracy w przygotowanie produkcji i jej uruchomienie.

Po zlecenia zagraniczne sięga coraz więcej firm, często jest to dla nich kolejny krok w rozwoju, gdy rosnący potencjał, większe doświadczenie, park maszynowy pozwala sprostać wymaganiom tamtejszych klientów. Pomaga w tym procesie to, że producenci z Europy Zachodniej i Skandynawii szukają partnerów na naszym rynku i są zainteresowani współpracą. Europa Środkowo-Wschodnia stała się dla nich atrakcyjnym regionem do transferu produkcji: kompetentnym, tańszym i bliskim, a także stabilnym i przewidywalnym, jeśli chodzi o biznes.
Udział zleceń eksportowych waha się w bardzo szerokich granicach, od pojedynczych projektów po znaczącą większość. Dla wybranych firm EMS praca na rzecz klientów z zagranicy stała się w biznesie specjalizacją.
CAŁY CZAS BARDZIEJ KOMPLEKS
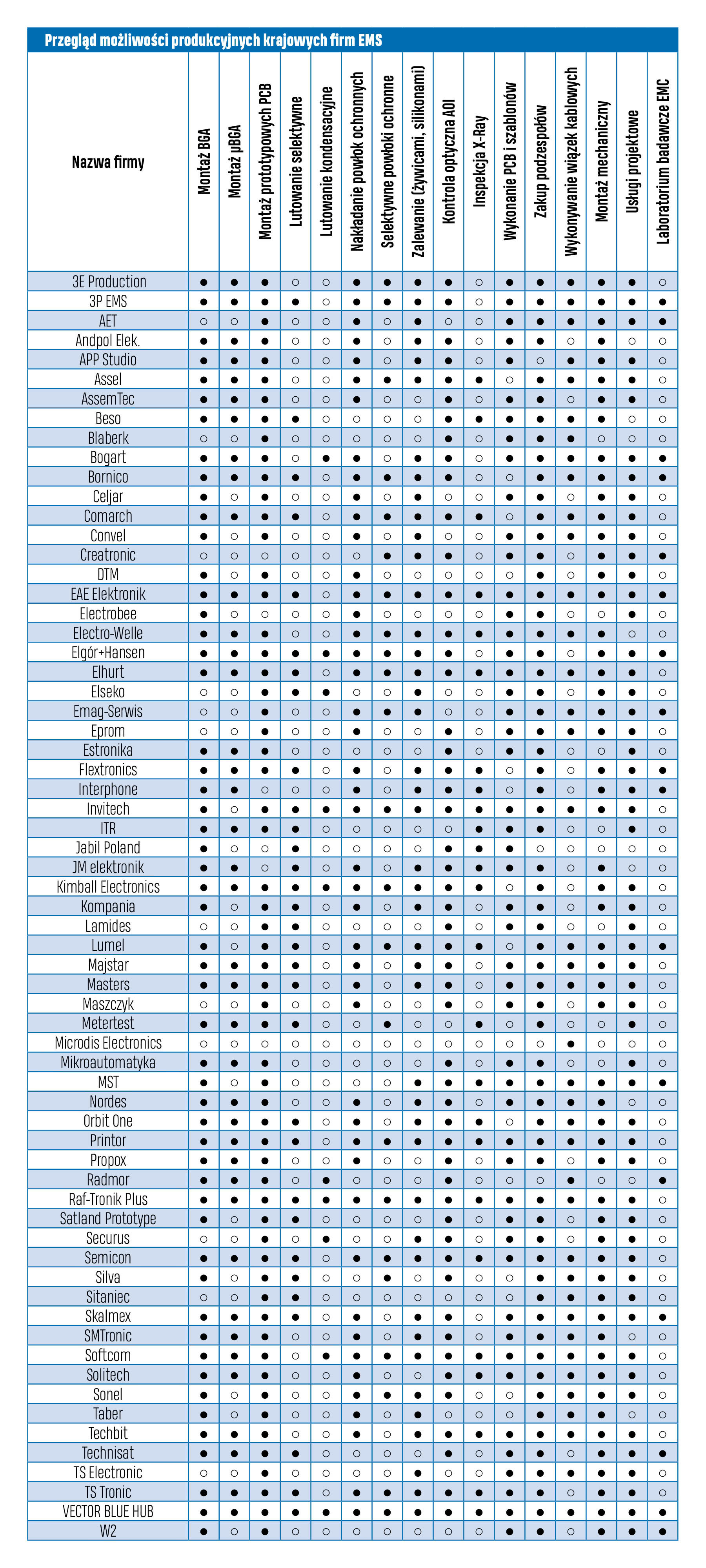
Montaż komponentów na płytce jest niezmiennie najważniejszą częścią procesu produkcji urządzeń elektronicznych, ale z roku na rok do tej operacji dochodzą kolejne procesy składające się na kompleksową usługę produkcyjną. Wachlarz usług rozszerza się w obu kierunkach od momentu układania elementów, a więc na kontrolę procesu za pomocą AOI i rentgena, lakierowanie, zalewanie, montaż mechaniczny, po pakowanie i wysyłkę do klienta końcowego. W drugą stronę kompleksowość to dostawa płytek drukowanych, szablonów i podzespołów do produkcji. Taki podstawowy zestaw usług, który można spotkać już u wielu przedsiębiorstw tego typu, uzupełnia jeszcze często wykonywanie wiązek kablowych.
Dalsze pogłębianie kompleksowości jest już trudniejsze, ale nadal jest to proces, który zmienia branżę. W tym obszarze można wymienić projektowanie obwodów drukowanych, pisanie oprogramowania, badania inżynierskie w zakresie kompatybilnośc elektromagnetycznej, bezpieczeństwa użytkowania i narażeń klimatycznych. To także optymalizacja konstrukcyjna produktów pod kątem produkcji i technologicznej łatwości, serwis gwarancyjny i podobne zagadnienia.
Branża EMS bezsprzecznie zmienia się w tym kierunku i wydaje się, że w najbliżej przyszłości na znaczeniu będą zyskiwać zagadnienia związane z projektowaniem elektroniki. Powodem jest wysoki koszt pracy inżynierskiej, ograniczona dostępność doświadczonych specjalistów i złożoność zagadnień projektowych. Wiele firm działających w mniejszej skali nie dysponuje takimi projektantami, nie ma na to środków albo nie jest w stanie zapewnić im zajęcia na cały etat. Producentowi EMS łatwiej spełnić te warunki, bo ma wielu klientów i zna się na technologii produkcji.
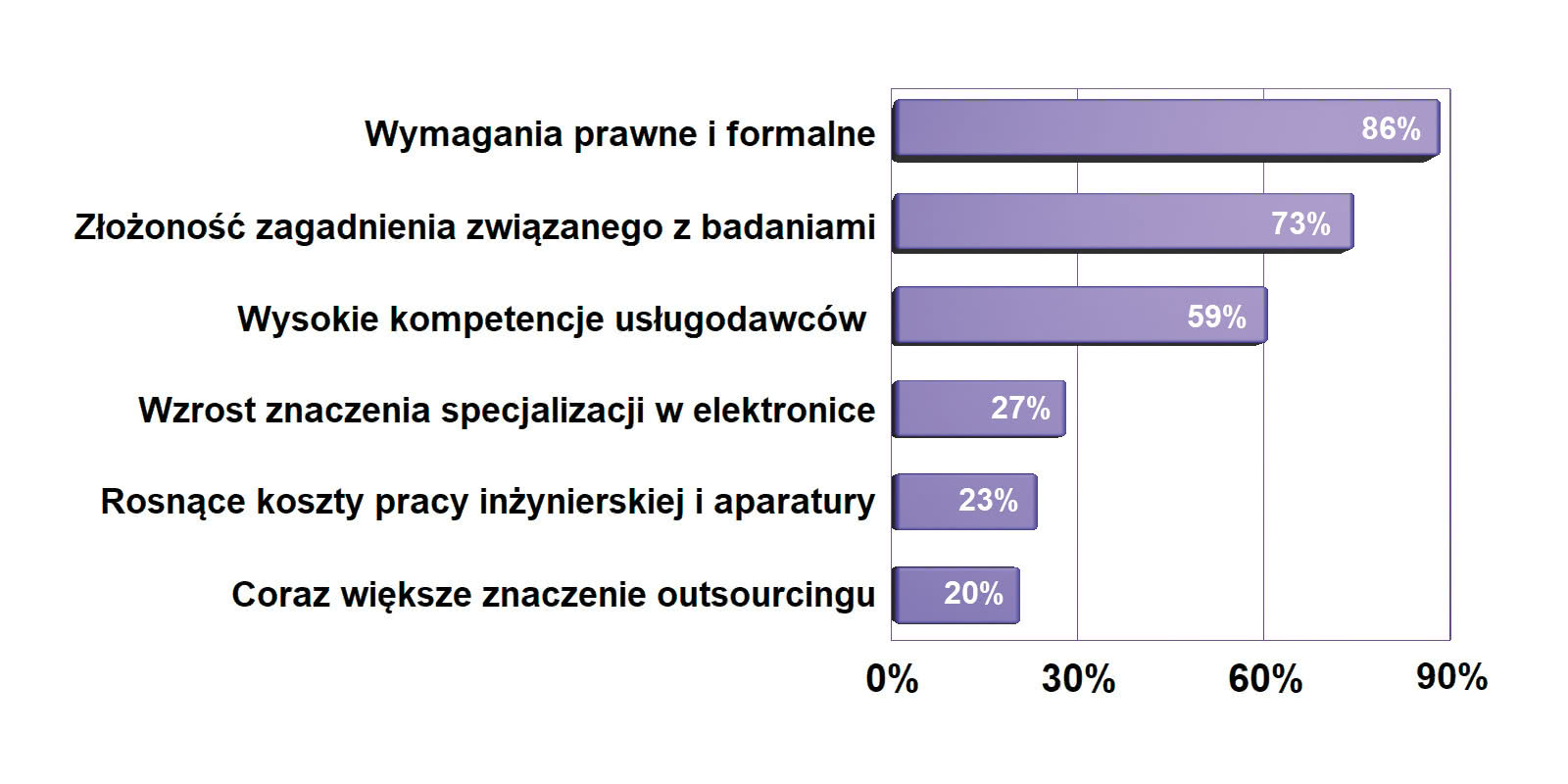
WIELE CZYNNIKÓW SPRZYJA ROZWOJOWI BRANŻY EMS
Szybki rozwój branży EMS wynika w dużej mierze z tego, że usługi te doskonale wpisują się w aktualne potrzeby rynku oraz można wyróżnić wiele czynników pozytywnie stymulujących ten rynek. Początkowo paliwem napędowym były niższe koszty, bo kooperacja jest sposobem na to, aby nie musieć utrzymywać własnego parku maszynowego, magazynu, logistyki i tym samym zapewnić sobie lepszą konkurencyjność na rynku w warunkach sezonowości, ograniczonego budżetu itd.
Drugi czynnik to dostęp do nowoczesnej technologii. Bez względu na wielkość firmy i jej potencjał, produkcja wymaga sięgania po nowoczesne rozwiązania w tym najbardziej te zapewniające miniaturyzację lub takie, które sprawdzą się w trudnych warunkach środowiskowych. Wytwarzanie wymaga użycia drogich maszyn, które w wielu przypadkach są poza zasięgiem producentów, zwłaszcza tych mniejszych, nie mówiąc o startupach. Inwestycja we własny park maszynowy i budowanie organizacji produkcyjnej nie tylko wymaga kapitału, ale również kompetencji i wiedzy organizacyjnej, planistycznej oraz inżynieryjnej. Bardzo często takie firmy nie będą w stanie wykorzystać w pełni mocy produkcyjnej, a koszty inwestycji, budynku oraz zatrudnienia trzeba pokryć, nawet jeśli zamówień nie ma.
Po trzecie, elastyczność, czyli możliwość wytwarzania krótkich serii w różnych technologiach, wariantach, a więc bez ograniczeń brzegowych wynikających z własnego parku maszynowego. Elastyczność techniczna i terminowa jest jednym z ważniejszych powodów, dla których z producentami EMS współpracują też firmy posiadające własne linie produkcyjne, bo dzięki kooperacji likwidują zatory terminowe i mają dostęp do innych technologii.
Po czwarte, usługi EMS pozwalają skupić się firmie na rozwoju produktu, a więc głównej wartości firmy. Przy dzisiejszym poziomie innowacyjności i rozwoju technologicznym cały wysiłek powinien być poświęcony na produkt, bez tracenia energii i kosztów na zarządzanie produkcją.
To oczywiście tylko te najważniejsze przykłady. Analizy przygotowane przez firmy EMS skrupulatnie wymieniają wiele innych korzyści związanych z jakością, terminami, zaangażowaniem kapitałów, ryzykiem biznesowym, odpowiedzialnością za błędy i podobnymi czynnikami. Pozytywnie na rynek oddziałuje także wzrost znaczenia kooperacji w produkcji elektroniki na całym świecie, będący wynikiem rosnącego znaczenia specjalizacji i wzrostu stopnia skomplikowania.
WIĘCEJ FIRM, LEPSZA OFERTA
W miarę upływu lat firm EMS jest coraz więcej i poszerzają się ich możliwości technologiczne. Ten drugi kierunek rozwoju rynku pozwala oderwać się firmom od konkurowania ceną i poszerza krąg odbiorców o firmy mające specyficzne wymagania techniczne, np. w zakresie obsługi długich płytek drukowanych, laminatów z rdzeniem metalowym, podłoży elastycznych i przejść między płytką sztywną a elastyczną, montażu typu PoP i podobnych.
Krajowym firmom udaje się także zapewnić stałe unowocześnianie parku maszynowego, bo rozwój technologii elektroniki stanowi czynnik wymuszający takie zmiany. Ale z drugiej strony w kraju zamawiane są głównie małe serie wyrobów, gdzie nakład pracy do zysków nie jest wcale taki duży. Z czasem może to powodować problemy z tym, aby firmy mogły finansować rozwój z dochodów z montażu
KOMPETENCJE POTWIERDZONE CERTYFIKATAMI
Kompetencje krajowej branży EMS z roku na rok rosną i dobrym miernikiem tego procesu mogą być coraz liczniejsze certyfikaty IPC, jakie pojawiają się na witrynach internetowych usługodawców. Aby mówić o jakości, poprawiać i doskonalić procesy technologiczne i aby mieć wspólną i jednoznacznie opisaną płaszczyznę wymagań co do montażu, trzeba wzorce do porównań i punktów odniesień. Tę funkcję pełnią od lat normy IPC, np. IPC-A610G i należy się cieszyć, że są one cenione i pożądane przez specjalistów oraz że nie ma problemów ze zdobyciem takich certyfikatów.
O jakości wiele się mówi we współczesnej technice, niemniej jest to pojęcie bardzo nieostre, czyli takie, które może być różnie interpretowane, przez co to, co dla jednego jest satysfakcjonujące, innemu wydaje się nieodpowiednie. Normy IPC jakość definiują na tyle jednoznacznie w obszarze montażu płytek drukowanych i zapewne dlatego branża jest zainteresowana tym, aby "być zgodnym". Jakość montażu według standardu IPC stała się normą, a obecnie widać też wzrost zainteresowania klasą 2, czyli procesem, gdzie dopuszczalne odchyłki od ideału są mniejsze.
Laboratoria badania urządzeń elektronicznych

Badania urządzeń elektronicznych pod kątem kompatybilności elektromagnetycznej, odporności na wpływ środowiska oraz na narażenia mechaniczne stały się w ostatnich latach częścią zapewnienia wysokiej jakości w elektronice oraz istotnym elementem procesu projektowania. Badania i pomiary w laboratoriach tworzą więc w pracy inżynierskiej niezbędne sprzężenie zwrotne, praktycznie weryfikujące zastosowane rozwiązania układowe i jakość wybranych komponentów. Dlatego ich znaczenie rynkowe będzie cały czas rosło, a zakres realizowanych badań będzie się nieustannie poszerzał
Nietrudno dostrzec, że takich norm definiujących wymagania techniczne dla urządzeń, warunki pomiarów parametrów i testowania funkcjonalności przybywa, gdyż z jednej strony, jak wspomniano, nasycenie elektroniką stale rośnie i tym samym ryzyko wzajemnych interakcji, a z drugiej strony sprzęt pełni coraz bardziej odpowiedzianą funkcję w naszym życiu. Bierze się to także ze stale rosnącego stopnia skomplikowania urządzeń oraz z tego, że ewolucja techniczna jest coraz szybsza. Normy muszą być tym samym stale aktualizowane, rozszerzane, pojawiają się nowe regulacje po to, aby objąć kontrolą nowy obszar rynku. Przykładem z ostatnich lat mogą być stacje ładowania samochodów elektrycznych i ogólnie zagadnienia związane z elektryczną motoryzacją, gdzie zachodzi konieczność sprawdzania punktów ładowania pod kątem bezpieczeństwa, współpracy z siecią energetyczną oraz oczywiście także EMC.
Odpowiedzialne zadania oznaczają to, że bardzo często awaria lub zakłócenie działania wiąże się z dużym ryzykiem finansowym i zagrożeniem dla zdrowia, dlatego normy tworzą granice wyznaczające, co jest akceptowalne, a co nie. Porażenie prądem elektrycznym, zagrożenie pożarem są najbardziej wymownymi przykładami takich obszarów, gdzie regulacje wynikają z ograniczania zagrożeń dla życia ludzkiego, ale poza tymi najbardziej wymownymi jest ich więcej.
Normy, dyrektywy i przepisy są potrzebne, gdyż bez jasnych wskazówek rynek nie doszedłby do konsensusu w zakresie wymagań. Nawet przy szczegółowych normach zawsze ktoś znajdzie jakiś wyjątek, jak żarówka wolframowa "do celów technicznych", zasilacz dwuwyjściowy lub jeszcze coś innego na wymiganie się od obowiązków. Dobrym przykładem rynkowego klinczu są zwykłe konsumenckie baterie jednorazowe, na których próżno szukać informacji o pojemności, co pozwoliłoby na ich porównywanie. Producenci jej nie podają, bo nie ma jednoznacznych norm pomiaru ich pojemności, np. przez wykazanie dopuszczalnych końcowych napięć rozładowania, prądu, temperatury itp. Efekt jest taki, że producenci publikują jedynie ogólne krzywe rozładowania i nie podają liczbowo wartości pojemności po to, aby uniknąć porównań.
W dalszej kolejności takie akty prawne wymuszają zmiany na rynku elektroniki w sposób celowy i są tym samym częścią polityki państw lub wspólnot związanych z ochroną klimatu i środowiska. Przykładem mogą być wymagania dyrektyw RoHS i WEEE w zakresie ochrony środowiska, wymagania Ekoprojektu związane ze sprawnością energetyczną zasilaczy. Normy i przepisy definiują też pośrednio jakość, bo umożliwiają porównanie urządzeń różnych producentów, tworząc jednakowe warunki kontrolne.
OCENA ZGODNOŚCI, CZYLI JAKOŚCI

Badania urządzeń elektronicznych w coraz większym stopniu kojarzą się z wysoką jakością produktów, a klienci coraz bardziej zwracają uwagę na dokumenty i certyfikaty potwierdzające zgodność z wymaganiami. Być może jest to trochę spowodowane dużą liczbą nadużyć, jakie dawniej towarzyszyły procesowi oceny zgodności, a więc temu, że dawniej dokumenty nie miały pokrycia w rzeczywistości. Dokumenty z badań wystawione przez akredytowaną placówkę będącą tzw. zaufaną stroną mają obecnie na rynku realną wartość. Widać też powiększające się zainteresowanie dodatkowymi badaniami, a więc tymi niewymaganymi przepisami. To także znak, że w branży docenia się starania producenta w zakresie potwierdzenia jakości. Jest to naturalna przeciwwaga dla potencjału zalewającej rynek tysiącami sztuk tandety.

NIE TYLKO KOMPATYBILNOŚĆ
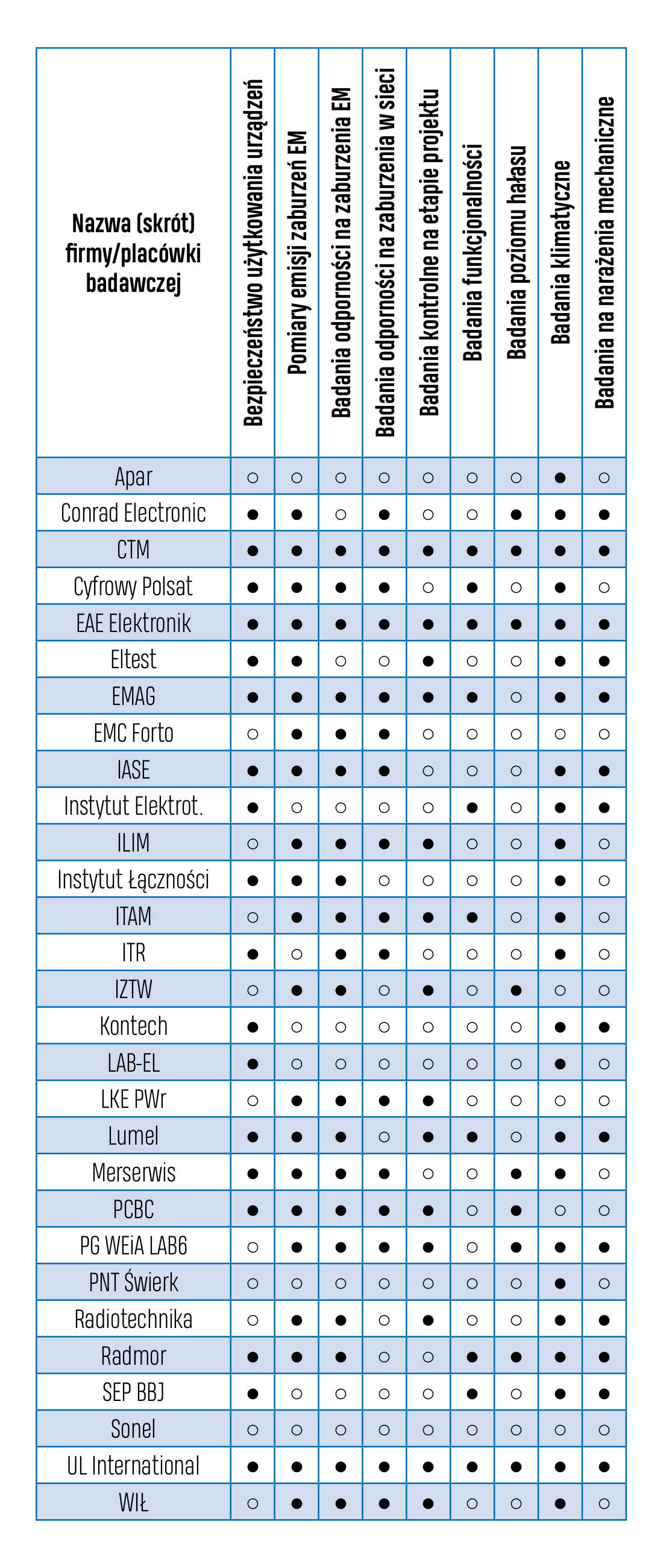
Pełne spektrum badań urządzeń elektronicznych to obszerny katalog testów obejmujący badania związane z kompatybilnością elektromagnetyczną, bezpieczeństwem użytkowania, a w dalszej kolejności klimatyczne, mechaniczne i funkcjonalne (m.in. poziomu hałasu).
Takie specjalistyczne obszary to także badania odporności na impulsy HPEM (dużej mocy), badania odporności urządzeń na anomalie występujące w sieciach energetycznych m.in. zmiany częstotliwości sieci zasilającej, wahania napięcia, zniekształcenia przebiegu napięcia itp., badania zaburzeń od urządzeń PLC pracujących w liniach niskiego napięcia. Jeszcze bardziej specjalistycznie wyglądają badania fotobiologiczne, temperatury barwowej i wskaźnika oddawania barw, a także oddziaływania fal elektromagnetycznych na organizm ludzki.
Częścią oferty usług badawczych są także okresowe badania aparatury pomiarowej. Takie usługi są niezbędne w stosunku do mierników wykorzystywanych do wymaganych prawnie kontroli instalacji związanych z bezpieczeństwem pracy (BHP), okresową kontrolą instalacji elektrycznych, kontrolą mierników do badań klimatu itd. Aparatura w takich działaniach musi zapewniać bezdyskusyjny poziom jakości metrologicznej, co oznacza jej okresową kalibrację. Te usługi bardzo często świadczą producenci aparatury pomiarowej, bo oni i tak muszą mieć kalibratory do celów realizowanej produkcji, więc na ich bazie mogą świadczyć usługi, a poza tym są najlepiej przygotowani merytorycznie do takich działań. Kalibracja aparatury pomiarowej jest też częścią usług posprzedażnych, a więc takich, jak serserwis gwarancyjny i pogwarancyjny dla dystrybutorów aparatury pomiarowej, którzy traktują ją jako element kompleksowej obsługi klienta.
Firm niezależnych zajmujących się kalibracją mierników raczej nie ma, bo rynek jest niewielki, a dodatkowo bliska współpraca z producentem, czyli możliwość uzyskania dokumentacji, jest w tej pracy kluczowa.
Grzegorz Modrykamień
|

BADANIA I KONTROLE PODCZAS PROJEKTOWANIA

Projektowanie nie może być dzisiaj oderwane od tych wymagań i najlepiej, gdy konstruktorzy cały czas się nimi kierują. Inaczej osiągnięcie zgodności staje się trudne, kosztowe lub nawet niemożliwe, dlatego wiele większych firm rozbudowuje swój potencjał aparaturowy pod kątem prowadzenia samodzielnego badań kontrolnych, a na pozostałych czeka oferta placówek badawczych. Praktycznie wszystkie umożliwiają prowadzenie badań cząstkowych (inżynierskich, pre-compliance) po to, aby tworzone urządzenie na koniec przeszło przez weryfikację formalną i uzyskało dokumenty w placówce akredytowanej.
Większość placówek badawczych, które nie mają akredytacji, a więc formalnego potwierdzenia kompetencji przez PCBC, skupia się właśnie na niesieniu takiej pomocy. Placówki akredytowane także realizują badania inżynierskie, traktując je jako element kompleksowej usługi, w której dokument potwierdzający zgodność jest po prostu ostatnim etapem tej pracy.
Jarosław Kwiatkowski
|

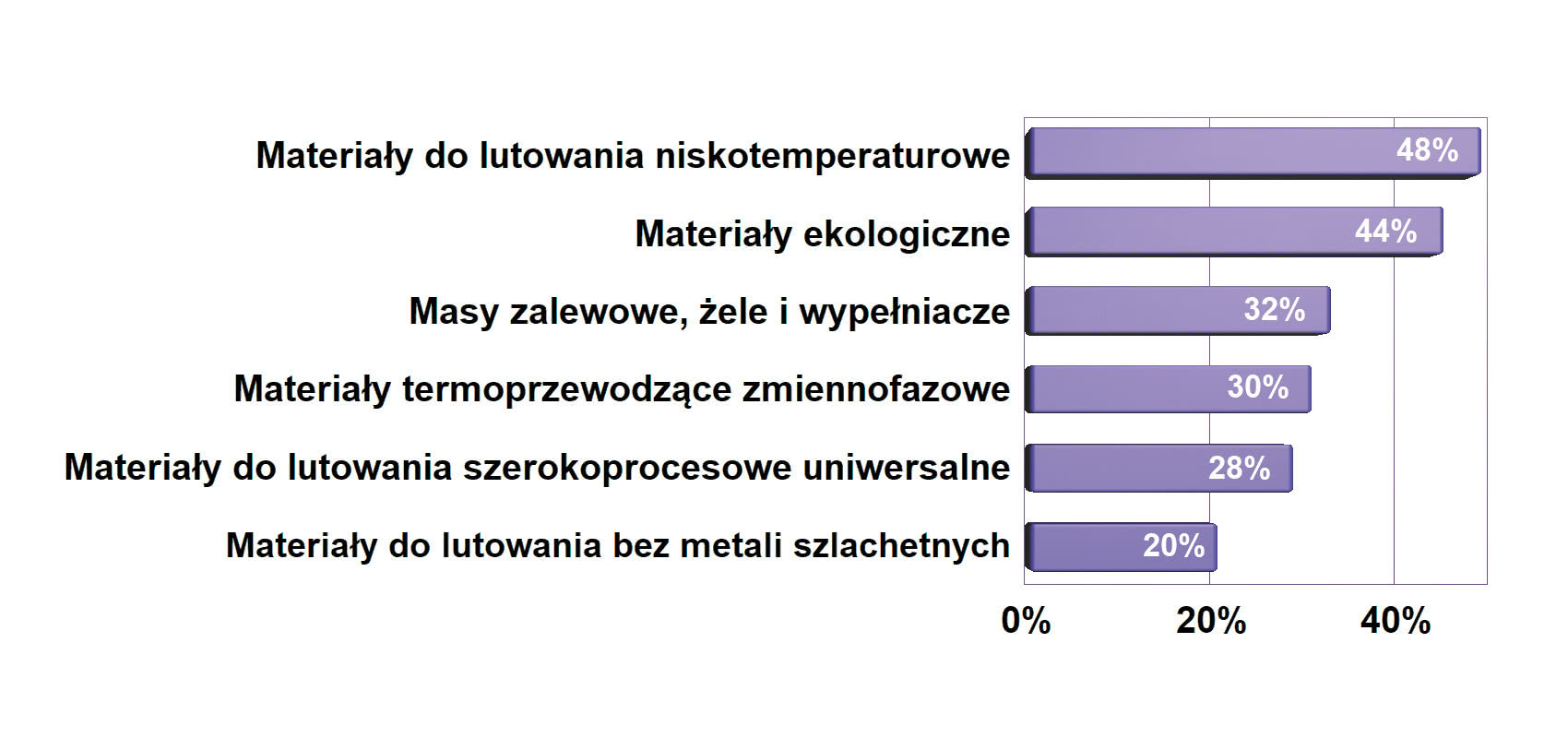
Materiały do produkcji elektroniki
Asortyment materiałów przeznaczonych do produkcji jest bardzo szeroki, ale można wydzielić w nim kilka grup produktowych o dużym potencjale. Pierwszy to materiały do lutowania, czyli stopy lutownicze w formie drutów do prac ręcznych oraz jako sztaby będące wsadem do automatów. Do lutowania są niezbędne także topniki, sprzedawane jako oddzielne produkty, które wykorzystuje się do przygotowania powierzchni PCB przed wejściem w falę lub jako składnik ukryty wewnątrz metalu. Gros rynku stanowią materiały bezołowiowe bazujące na cynie oraz dodatkach (SAC). Poza tymi najpopularniejszymi jest wiele produktów specjalistycznych, np. do napraw produkcyjnych (tzw. rework) i serwisu oraz lutowania ręcznego itd. Topniki różnią się bazą (alkoholowe lub wodne), stopniem aktywności lub tym, czy trzeba myć z nich płytki po lutowaniu.
Materiały lutownicze to oczywiście także pasty, będące mieszaniną rozdrobnionego stopu lutowniczego i topnika. Całość ma gęstą konsystencję umożliwiającą nakładanie na płytkę przez metalowy szablon. W porównaniu do stopów lutowniczych będących po prostu mieszaniną metali w odpowiednich proporcjach pasty są produktem o wiele bardziej złożonym od strony technologii produkcji i właściwości. Produkcja past wymaga opanowania wytwarzania proszku lutowniczego, czyli sproszkowanego stopu i połączenia go razem z topnikiem w masę o zestandaryzowanych parametrach, takich jak wielkość ziaren, lepkość, aktywność przed i po lutowaniu.
Warto zauważyć, że pasty mają bardzo krótki okres przydatności do użycia, zatem wymagają rozważnych zakupów, a dostawca musi umieć sprawnie zarządzać logistyką i stanami magazynowymi.
Portfolio produktowe w opisanym obszarze jest zwielokrotnione na skutek konieczności zapewnienia opakowań o różnej wielkości. Druty lutownicze mają średnicę od ok. 0,2 do 2 mm, opakowania od 100 g do kilograma, co już tworzy ok. 50 produktów dla jednego stopu. Wiele wielkości opakowań mają też topniki i pasty, co z punktu widzenia klientów jest bardzo pożądane, bo ogranicza straty i pozwala posługiwać się szerszym spektrum produktów. Materiały lutownicze nie są tanie, bo ogólnie metale kolorowe są kosztowne, a pasty lutownicze to skomplikowany technologicznie produkt. Nawet niewielkie resztki są w tym obszarze kosztowną stratą.
Łukasz Kozieł
|

Większość producentów elektroniki rozumie zależności między ceną a jakością i nie podejmuje ryzyka zakupów z niepewnych źródeł, bo oszczędności są iluzoryczne. Mniejsze i średnie firmy dbające o jakość współpracują zwykle z jedną lub dwoma firmami i kupują od nich równoważne pod względem technicznym materiały. Jest to skuteczny sposób zbalansowania ryzyka zaopatrzenia przy jednocześnie zapewnieniu sobie konkurencyjnych cen.

MATERIAŁY CHEMICZNE
Materiały chemiczne dla elektroniki to obszar produktowy, w którym można obserwować bardzo szybkie powiększanie się asortymentu. Wystarczy wziąć za przykład spraye serwisowe, których dzisiaj jest minimum kilkadziesiąt typów, a nie tylko jeden środek do czyszczenia styków w potencjometrach. Podobnie jest w materiałach do lutowania, topnikach, materiałach termoprzewodzących, lakierach i wszystkich innych grupach takich towarów. Producenci prześcigają się w innowacjach recepturowych, rozwiązaniach specjalnych, a także w opakowaniach zapewniających wygodę aplikacji, np. z wbudowaną szczoteczką, butelką z pędzelkiem.
Elektronika w tym zakresie korzysta głównie ze środków do mycia płytek po lutowaniu (automatycznym i ręcznym) na bazie wody i alkoholu, będących wsadem do myjek ultradźwiękowych. To także rozpuszczalniki terpentynowe i acetonowe do zmywania napisów, oznaczeń i etykiet.

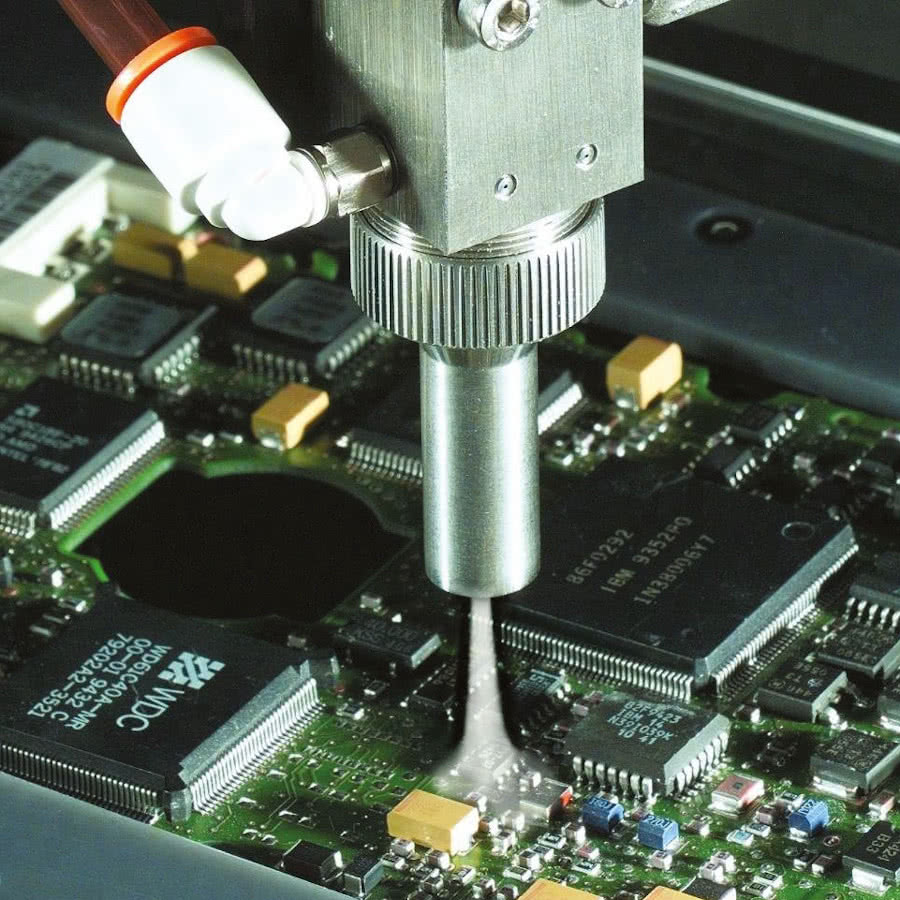
Drugą grupę tworzą lakiery akrylowe i uretanowe do zabezpieczania PCB przed środowiskiem, izolowania napięciowego i stabilizacji mechanicznej uzwojeń. Trzecią, kleje do zabezpieczania dużych i ciężkich elementów przed drganiami, łączenia elementów i poprawy mocowania. Ostatnia grupa to zalewy do wypełniania przestrzeni w obudowach, ochrony płytek przed wpływem otoczenia.
Zalewy to produkt, który w ostatnich latach szybko zyskuje na znaczeniu za sprawą dobrych właściwości użytkowych związanych z zapewnieniem izolacji elektrycznej, dużego stopnia ochrony przed kurzem i wodą oraz odprowadzania ciepła (np. w oświetleniu LED). Zalewy wzmacniają też odporność mechaniczną urządzeń, co jest istotne w zastosowaniach transportowych.

Oddzielną kategorię materiałów chemicznych tworzą produkty serwisowe. Ich cechą są mniejsze opakowania niż produkcyjne, dozowanie w formie sprayu i ukierunkowanie na regenerację i przywracanie działania urządzeń, a więc czyszczenie powierzchni, płytek i styków, lakierowanie, zamrażanie, wydmuchiwanie kurzu, a także naprawę płaskich połączeń elektrycznych lakierami grafitowymi i przewodzącymi na bazie srebra. W takim obszarze zadania, jakie stawia się przed preparatami, są prostsze, bo najczęściej chodzi o czyszczenie lub naprawy lutownicze. Poza tym w zastosowaniach serwisowych nie kontroluje się tak bardzo jakości, nie ma też jasno sprecyzowanych wskazań przez producenta urządzenia, jaka marka chemii ma być użyta. Najczęściej dobór aerozoli technicznych wynika z preferencji kupującego, a ponieważ duża część materiałów jest dla siebie alternatywą, wybór sprowadza się do ceny i dostępności.
Ostatni segment łączy preparaty ogólnego przeznaczenia, a więc bez jasno wskazanego miejsca aplikacji lub też o szerokim spektrum zastosowań. W grupie tej mieszczą się wszystkie kleje, smary i oleje, żywice i żele do zalewania wnętrza obudów, lakiery i podobne. Podobnie jak poprzednio ten ogólny opis rozszerza się na wiele typów i wersji. Samych smarów jest minimum dziesięć, a żywic minimum dwa razy tyle.
Miniaturowa i nowoczesna elektronika wymaga też odejścia od klasycznego montażu za pomocą skręcania, nitowania i podobnych operacji. Zamiast tego dzisiaj się przykleja, zalewa, owija taśmą, bo jest to sposób lepszy, szybszy i tańszy oraz, co jest coraz ważniejsze – dający się automatyzować. Najlepszym przykładem aplikacji, które korzystają z takich nowoczesnych metod montażu i integracji komponentów, jest oświetlenie ledowe.
MATERIAŁY TERMOPRZEWODZĄCE

Materiały termoprzewodzące mają małą rezystancję termiczną i umożliwiają sprawne odprowadzanie ciepła z elementów elektronicznych. Ich znaczenie na rynku stale rośnie, bo mają one z każdą generacją coraz lepsze parametry, a wraz z kolejnym zdobytym przyczółkiem w zakresie minimalizacji poboru mocy zakres ich zastosowań się poszerza.
Wykorzystaniu materiałów termoprzewodzących sprzyja miniaturyzacja, bo w wielu urządzeniach nie ma obecnie miejsca na klasyczne radiatory. Sprzęt mobilny ma z reguły
szczelną obudowę, która doskonale chroni go przez wpływem otoczenia, ale jednocześnie nie pozwala na zastosowanie tradycyjnych rozwiązań rozpraszania ciepła. Zalanie wnętrza materiałem termoprzewodzącym pozwala wykorzystać do chodzenia całą powierzchnię obudowy, folie dają możliwość realizacji połączenia cieplnego oraz izolacji elektrycznej, a kleje dodatkowo zapewniają stabilizację mechaniczną.
Są to przede wszystkim pasty, podkładki, zalewy i kleje, a także wypełniacze szczelin. Nowością w tym obszarze są materiały zmiennofazowe, które są w stanie absorbować i oddawać dużą ilość energii dzięki przemianie fazowej (ciało stałe–ciecz). W każdej z tych kategorii dostępnych jest wiele wersji o różnej przewodności cieplnej, zakresie temperaturowym pracy, sposobie nakładania, gęstości lub grubości i innych szczegółowych parametrach.
Warto zauważyć, że w wielu urządzeniach nie ma już typowej sytuacji jak dawniej, że jest jeden gorący element, taki jak tranzystor mocy, a cała reszta jest znacznie chłodniejsza. Dążenie do coraz większej sprawności energetycznej wyrównuje rozkład ciepła w obudowie. W przypadku zasilacza straty w transformatorze, dławikach mocy, kondensatorach, diodach prostowniczych stają się porównywalne do tego, ile ciepła generują przełączniki mocy. Z punktu widzenia chłodzenia takie zjawisko wymusza inne podejście konstrukcyjne, także rozproszone, a nie punktowe, w czym materiały termoprzewodzące mogą istotnie pomóc.
OCHRONA ANTYSTATYCZNA
Materiały do ochrony antystatycznej możemy podzielić na trzy grupy. Pierwsza to środki ochronne dla pracowników, a więc odzież, obuwie, rękawiczki, opaski, maski. Druga grupa to środki chroniące proces produkcyjny przed wyładowaniami, czyli meble, maty, podłogi, sprzęt kontrolny, elementy wyposażenia stanowisk pracy. Trzecia grupa to z kolei produkty do ochrony produktów, a więc opakowania takie jak folie, torebki strunowe, pianki, pudełka itd.
W tym obszarze zmagania kupujących dotyczą zapewnienia balansu między ceną a jakością. Niestety jakość materiałów antystatycznych jest niełatwa do zweryfikowania, zwłaszcza w długim czasie. Pomiary parametrów wymagają posiadania specjalistycznej aparatury, zaplecza badawczego i wiedzy, co w wielu firmach nie jest możliwe do przeprowadzenia. Typowo dokonuje się prostej kontroli skuteczności ochrony za pomocą testerów, a drobiazgowe badania zostawia producentom. Używanie pewnych jakościowo materiałów i przestrzeganie zaleceń w zakresie czasu używania, harmonogramu wymian, a w przypadku odzieży stosowanie się do zaleceń w zakresie jej konserwacji jest słusznym balansem między zachowaniem skuteczności ochrony a ponoszonymi wydatkami. Jest to z pewnością kompromis opierający się na zaufaniu między producentem, dystrybutorem i klientem, co niestety prowadzi do kłopotów w przypadku nieuczciwości którejkolwiek ze stron.
Na rynek krajowy trafiają materiały o miernych parametrach, deklarowane parametry są naciągane, nie mają pokrycia w rzeczywistości albo własności ochronne szybko się degradują. Na dodatek produkty te nierzadko nie są znakowane, przez co rozwikłanie zależności w łańcuchu dostaw jest bardzo problematyczne. Tanie azjatyckie źródła zaopatrzenia najczęściej opierają się na sieci pośredników i agencji handlowych o szerokim spektrum aktywności i każdy z takich elementów łańcucha dostaw sprzedaje praktycznie cały asortyment. Skutkiem jest to, że jakość dostaw może się znacznie wahać w kolejnych partiach.

Na koniec warto zauważyć, że materiały antystatyczne często są sprzedawane przez firmy bez kompetencji z tego obszaru, a celem jest kupić popularne produkty po atrakcyjnych cenach, upchnąć je na naszym rynku i zniknąć, zanim pojawią się kłopoty.
ROZWÓJ TECHNOLOGII NAKRĘCA POPYT

Użycie preparatów chemicznych staje się konieczne, bo maleją odległości między elementami i przerwy izolacyjne. Drobne zanieczyszczenia lub pozostałości po lutowaniu są w stanie wpłynąć na jakość produktu i tym samym trzeba je usuwać. Zainteresowanie materiałami chemicznymi i ich coraz większe użycie w procesie produkcji to także wynik tego, że proces montażu powierzchniowego staje się na skutek miniaturyzacji coraz bardziej złożony i podatny nawet na drobne zaburzenia. Panowanie nad procesem wymaga preparatów chemicznych do przygotowania powierzchni, a potem topników, past, zmywaczy, masek itd. Co więcej, poza materiałami chemicznymi niezbędnymi do stworzenia produktu, jest jeszcze cała spora grupa wyrobów do utrzymania w dobrej kondycji linii produkcyjnej, np. do mycia szablonów.
Na skutek dużego upakowania komponentów staje się też konieczne odprowadzanie ciepła za pomocą materiałów termoprzewodzących, a wrażliwe na uszkodzenia mechaniczne podzespoły trzeba czasem przykleić do płytki lub chassis. Inaczej nie daje się zapewnić wystarczającej jakości lub też za pomocą nowoczesnych preparatów chemicznych można to zrobić najłatwiej i najtaniej. Preparaty chemiczne są też narzędziem pozwalającym usunąć zanieczyszczenia, resztki topników, zabezpieczyć wrażliwe elementy przed uszkodzeniem w czasie procesu lutowania, przed wnikaniem wilgoci, kurzu i innym zagrożeniem.
Paweł Rachel
|

EKOLOGIA I BEZPIECZEŃSTWO
Ekologiczność materiałów do produkcji to cecha coraz bardziej pożądana i poszukiwana przez klientów. Ma ona wymiar ekonomiczny i praktyczny, bo chęć do bycia ekologicznym bez względu na rachunek ekonomiczny niestety jest w zdecydowanej mniejszości. Dlatego w aspekcie produkcji elektroniki oznacza ona mniej resztek i pozostałości wymagających czyszczenia. To także brak konieczności specjalistycznej utylizacji, mniejsze zużycie materiału w przeliczeniu na jednostkę produkcyjną. Ekologia w materiałach to także mniejsza zawartość substancji szkodliwych, np. lotnych związków organicznych, a przez to prowadzi do mniej restrykcyjnych wymagań w zakresie zapewnienia wentylacji, krótszy czas suszenia lub brak wymogu stosowania silnych środków ochrony osobistej u pracowników.
Po stronie ekonomicznej ekologia to np. niższa temperatura procesu technologicznego (np. dla stopów lutowniczych z indem), co prowadzi do mniejszego zużycia energii, brak wykorzystywania szkodliwych dla środowiska składników oraz rezygnacja z dodatków takich jak np. metale ziem rzadkich lub te, które są wydobywane na świecie w strefach, gdzie nie przestrzega się praw ludzi i ochrony środowiska (mineral conflicts). W ofertach.

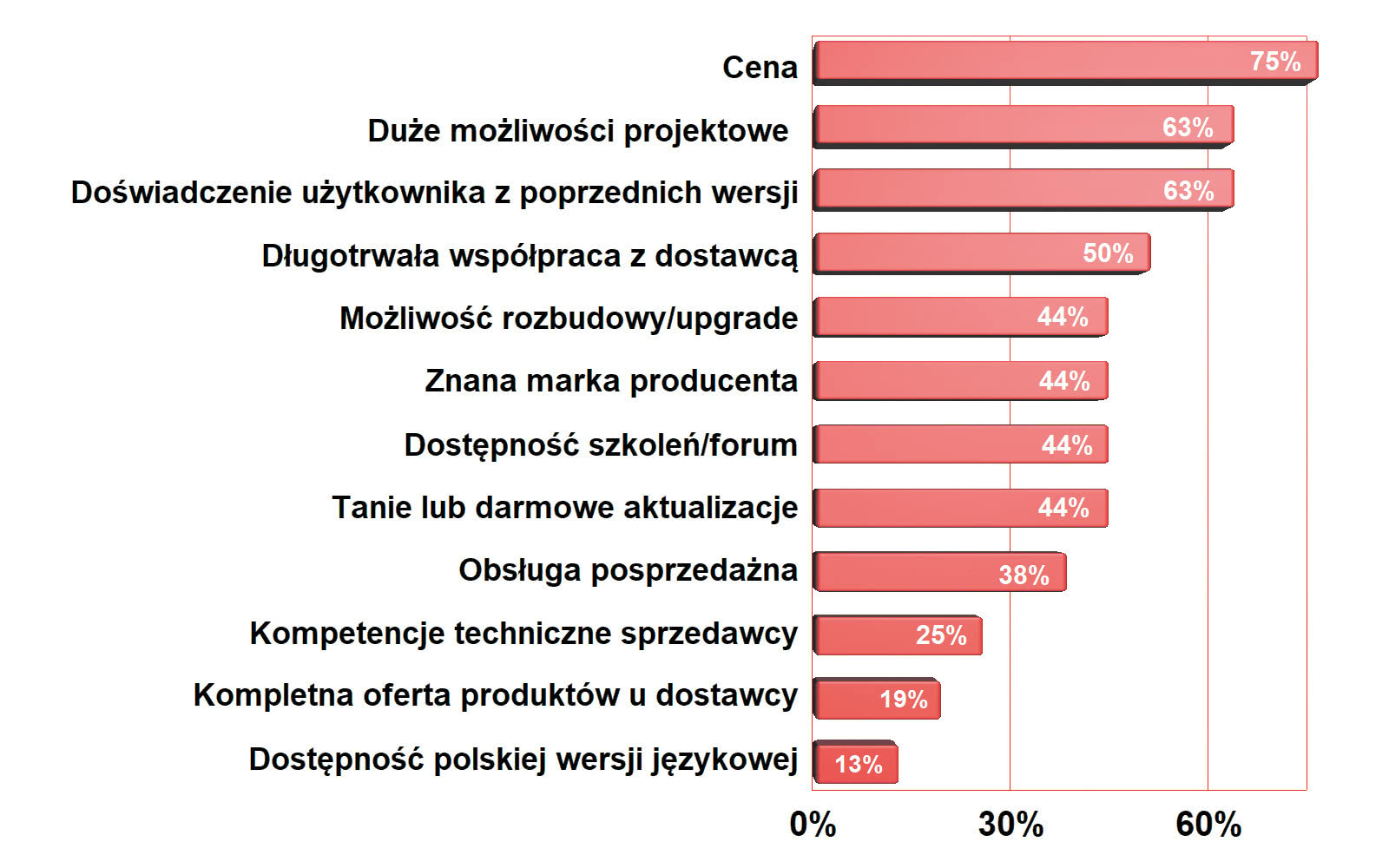
Narzędzia projektowe i zestawy ewaluacyjne

Z roku na rok coraz większa część procesu projektowania jest wykonywana za pomocą komputera. Etap, kiedy myśl techniczna musi zostać sprawdzona w środowisku rzeczywistym, stale przesuwa się w czasie na później, a liczba prototypowych wersji, które trzeba przygotować, nieustannie się zmniejsza. To dobra wiadomość, bo znaczy to, że dostępne na rynku narzędzia projektowe mają coraz większe możliwości. Urządzenia elektroniczne stają się coraz bardziej skomplikowane i zagadnień, nad którymi trzeba utrzymać kontrolę w projekcie, jest coraz więcej.
Najlepszym przykładem jest zachowanie zasad projektowania w zakresie kompatybilności elektromagnetycznej. Łatwo można się pomylić, czegoś nie dopilnować lub o czymś zapomnieć. Dopóki projekt jest "w komputerze", pomyłkę łatwo można skorygować, potem jest to już poważny problem. Dzisiaj regułą jest także, że inżynierowie realizują kilka projektów jednocześnie i każdy z nich jest na innym stopniu zaawansowania, przez co panowanie nad szczegółami nie jest łatwym zadaniem i wymaga podzielności uwagi. Oczywiście czasu w pracy stale brakuje, stąd bierze się coraz większa presja na możliwości projektowe, bo gdy są one duże, umożliwiają dotrzymanie terminów.
Podstawowe dla elektroników oprogramowanie EDA, a więc służące do rysowania schematów i projektowania płytek, jest niezbędne, ale już dawno niewystarczające. Płytka musi zostać zamknięta w obudowie, stąd firmy elektroniczne sięgają też po narzędzia do projektowania mechaniki, np. Solidworks, narzędzia CAD do projektowania połączeń elektrycznych i wiązek między blokami funkcjonalnymi w obudowie, takimi jak zasilacz, komputer, element wykonawczy. Im bardziej skomplikowane urządzenie, a więc więcej płytek, złączy i komponentów składających się na całość, tym znaczenie posiadania oprogramowania projektowego do projektowania takich "dodatków" staje się oczywiście większe.
Tworzenie projektu to także symulacje i weryfikacje poprawności wykonywane na poziomie schematu (poprawność połączeń, weryfikacja koncepcji układowych), płytki drukowanej (m.in. integralność sygnałowa), a dla wszystkich komponentów są to symulacje w zakresie kompatybilności elektromagnetycznej oraz badania termiczne. Możliwość wizualizacji płytki w trzech wymiarach ułatwia nie tylko spasowanie z obudową, ale także planowanie dróg wentylacji. Oczywiście, im więcej symulacji, tym oczywiście mniejsze ryzyko, że wykonany na koniec prototyp nie spełni założeń i będzie wymagać poprawek.
Możliwości zapewniane przez oprogramowanie symulacyjne są ogromne i bez problemu można uzyskać dużą moc obliczeniową niezbędną do szybkich obliczeń. Mamy przetwarzanie w chmurze obliczeniowej, farmy serwerów, które można wynająć i zlecić obliczenia. Pecety też są znacznie wydajniejsze, co nierzadko daje spore możliwości symulacyjne zwykłym komputerom biurowym. Rozwój oprogramowania symulacyjnego przyspieszył w ostatnich latach, bo okazało się, że symulacje pozwalają przygotować projekt szybciej i taniej, niż tradycyjnie było to realizowane przez szereg kolejnych iteracji z doskonaleniem prototypów. Najbardziej znaczący postęp dotyczy EMC, gdzie symulacja przynosi bardzo spektakularne efekty.
Na koniec zostaje to, na co często nie starcza czasu, a więc wykonanie dokumentacji. Wiele realizowanych obecnie projektów urządzeń ma charakter specjalistyczny, a więc jest tworzonych na zamówienie i produkowanych w krótkich seriach. Takie produkty są też dopasowywane do wymagań za pomocą mniejszych lub większych modyfikacji wersji seryjnych lub też wersji bazowej o ogólnym przeznaczeniu. W ten sposób charakteryzują się w jakiejś mierze unikatowością, a wykonane zmiany wymagają udokumentowania dla potrzeb przyszłej obsługi posprzedażnej lub na żądanie zamawiającego. Tworzenie dokumentacji w przypadku, gdy proces projektowania jest realizowany w spójnym środowisku komputerowym zapewniającym wymianę danych między używanym oprogramowaniem, jest podstawą do tego, aby dokumentacja nie była problemem. Z tych przyczyn wiele dzisiaj się mówi o współpracy różnych klas oprogramowania ze sobą, a przynajmniej o wymianie danych między światem elektrycznym i mechanicznym.
Grzegorz Witek
|

NOWE FIRMY A RYNEK NARZĘDZI
Nadeszły takie czasy, że zaprojektowanie urządzenia oraz jego wyprodukowanie jest łatwiejsze do zrealizowania, niż wymyślenie jego funkcjonalności i zastosowania. Skoro mamy duże zaplecze firm EMS, produkcja nie stanowi problemu. W zakresie projektowania także można sobie pomóc i skorzystać z usług biur inżynierskich. W obszarze zbliżonym do IoT wiele produktów daje się zrobić przy minimalnym nakładzie pracy z użyciem narzędzi online i specjalistycznego oprogramowania, które sprowadza się do wykorzystania gotowych platform sprzętowych oraz oprogramowania tworzonego za pomocą przeciągania elementów graficznych. Takie możliwości zapewniają znane z rynku IT firmy, które zainwestowały w biznes IoT, np. Microsoft i Azure IoT Hub. Podobne możliwości dają liczne rozwiązania platform sprzętowych open source, dla których wspólnym mianownikiem są smart things, czyli proste koncepcyjnie urządzenia czujnik-komunikacja-chmura-aplikacja.
Ta łatwość rozpoczęcia jest prawdopodobnie jedną z istotniejszych przyczyn, dla których na rynku pojawia się wiele nowych firm aktywnych w obszarze IoT. Biznes zaczyna się tutaj od pomysłu i entuzjazmu założycieli, ale z czasem rośnie skala działalności i zapotrzebowanie na narzędzia projektowe.
Obszar IoT jest pośrednim dowodem, że dla omawianego sektora rynku produkty darmowe lub dotowane nie są konkurencją, ale wprost przeciwnie – poszerzają one rynek o nowych uczestników, obniżając tzw. próg wejścia.
PLATFORMY SPRZĘTOWE A CHINY
Typowe rozwiązania sprzętowe do celów projektowania i platformy open source, w tym programatory, interfejsy, moduły komunikacyjne Arduino, ESP, zestawy startowe dla popularnych mikrokontrolerów i dziesiątki innych układów tego typu, są wytwarzane przez firmy chińskie i dostępne za pośrednictwem wielu tamtejszych platform internetowych sprzedaży. W zakresie rozwiązań otwartych ich ceny są bardzo konkurencyjne, a na skutek mnóstwa problemów na naszej granicy wiele z nich trafia na rynek krajowy bez opłacania cła i podatku VAT i na dodatek w ramach darmowej przesyłki. Tamtejsze firmy dość swobodnie podchodzą do praw autorskich i wiele opinii wskazuje, że sporo płytek firmowych jest podróbkami, niemniej nie wydaje się, aby to komuś z kupujących przeszkadzało.
Oznacza to, że dystrybucja narzędzi projektowych jest od strony biznesowej trudna z uwagi na tę konkurencję. Wydaje się, że w mniejszym stopniu przeszkadza ona dużym firmom dystrybucyjnym w tym dostawcom katalogowym, a najbardziej przedsiębiorstwom ze środka, dla których prywatni importerzy i sprzedaż przez portale aukcyjne i sklepy internetowe, jak chociażby Aliexpress stanowią poważną konkurencję.

Równowagę rynku zapewnia jedynie to, że rozwój rynku w zakresie płytek rozwojowych jest na tyle szybki, że starsze rozwiązania po krótkim czasie wypadają na margines. Czas życia układów, rozwiązań, technologii i standardów nieustannie się skraca, przez co w pracach projektowych nierzadko trzeba sięgać po to, co dopiero wejdzie na rynek lub właśnie się pojawiło. W ten sposób producenci są w stanie konkurować z wykorzystaniem tzw. ucieczki do przodu.
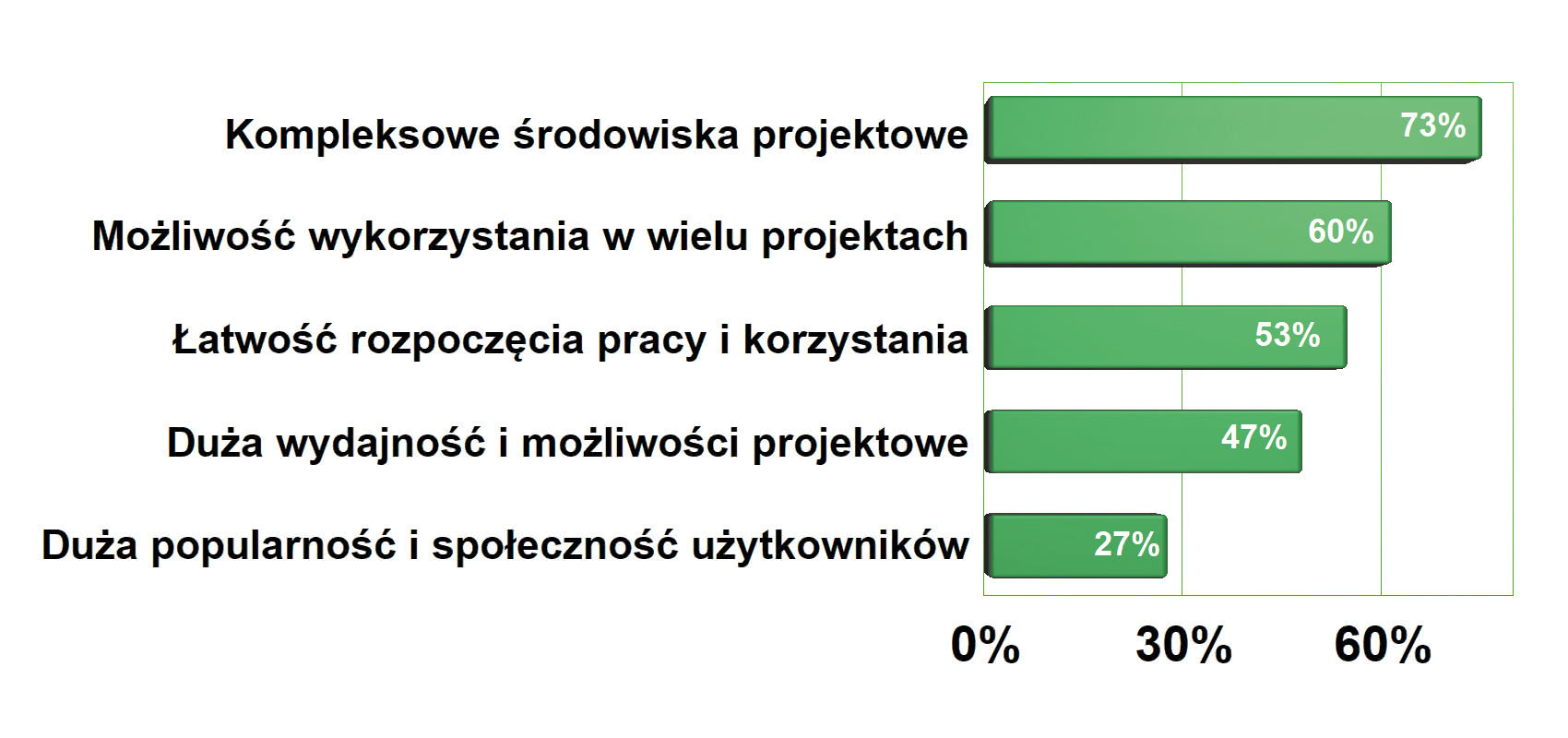
NOWOCZESNE CHIPY I ICH OBUDOWY
Wiele współczesnych aplikacji w praktyce bazuje na jednym chipie systemowym lub zawiera kluczowy komponent tego typu determinujący funkcjonalność aplikacji. Element taki jest przez producenta wprowadzany na rynek nie tylko jako obudowana krzemowa struktura, ale jako całe środowisko techniczne (w języku angielskim określane jest to terminem ekosystem). Składa się na niego chip, dokumentacja, projekty referencyjne (aplikacyjne), oprogramowanie firmware, konfiguratory oraz narzędzia online, a także płytki projektowe o różnej funkcjonalności i stopniu zaawansowania. Poza tymi elementami częścią środowiska technicznego są też społeczności użytkowników skupione na oficjalnych forach dyskusyjnych prowadzonych przez producentów oraz tych niepowiązanych formalnie, czyli niezależnych. Oficjalne fora dyskusyjne są wspierane przez ekspertów producenta, bo z reguły personel techniczny czyta posty i reaguje na nie, świadcząc w ten sposób wsparcie.
Dla projektantów elektroniki takie środowiska projektowe mają dużą wartość, bo ograniczają ryzyko błędu i oszczędzają czas. W ten sposób płytka dostarczona przez producenta aspiruje do roli pierwszego prototypu, takiego, gdzie testuje się koncepcję lub sprawdza algorytmy. Oszczędność czasu bywa jeszcze większa, jeśli kilka etapów składających się na projektowanie da się prowadzić dzięki niej równolegle.
Wiadomo, że czas to pieniądz i skrócenie czasu przygotowywania projektu ma coraz większy wymiar finansowy, ale dodatkowo wiele z płytek projektowych jest bardzo tanich w stosunku do tego, co zawierają i ich funkcjonalności. Jest to przykład różnic między tradycyjnym marketingiem a jego technicznym odpowiednikiem. Dobrze wyposażony zestaw startowy ze skomplikowanym chipem systemowym, takim jak np. FPGA, jest często oferowany po bardzo atrakcyjnej cenie sugerującej dotowanie przez producenta, a więc sprzedaż poniżej kosztów. Płytka jest reklamą produktu i nioskie ceny wielu zestawów to potwierdzają. Jednocześnie dotacje wybijają z głowy pomysły o tym, aby coś robić samodzielnie, bo się to nie opłaca. W warunkach polskich zjawisko, aby możliwie jak najwięcej robić we własnym zakresie, zawsze było wyraźnie zarysowane. Teraz, przy rosnących kosztach pracy, dużej konkurencji oraz presji rynku na szybkość, odchodzi już szybkim krokiem w przeszłość.
Niska cena, a często nawet możliwość otrzymania bezpłatnie wartościowego zestawu od dystrybutora jako próbki, liczne akcje zniżkowe kierowane do uczestników seminariów i szkoleń, są już stałym elementem marketingu technicznego i wyraźną zachętą do tego, aby przekonać się samodzielnie, czy dane rozwiązanie się sprawdzi. Jest to też skuteczna metoda, aby przyciągnąć na spotkanie firmowe wielu gości. Nawet, jeśli sporo z przekazanych na takich spotkaniach zestawów trafifinalnie na półkę, dalej jest to warte zachodu. W dzisiejszych czasach decyzje strategiczne na temat inwestycji w konkretną architekturę mikrokontrolerów wypracowywane są w długim czasie, stąd przekona konstruktora wymaga wysiłku, czasu i cierpliwości. Rzeczywisty układ elektroniczny przemawia do inżynierów znacznie silniej niż najlepsza prezentacja, dlatego zestawy deweloperskie w ostatnich latach stały się silnym orężem w walce o uwagę i zainteresowanie kadry inżynierskiej.
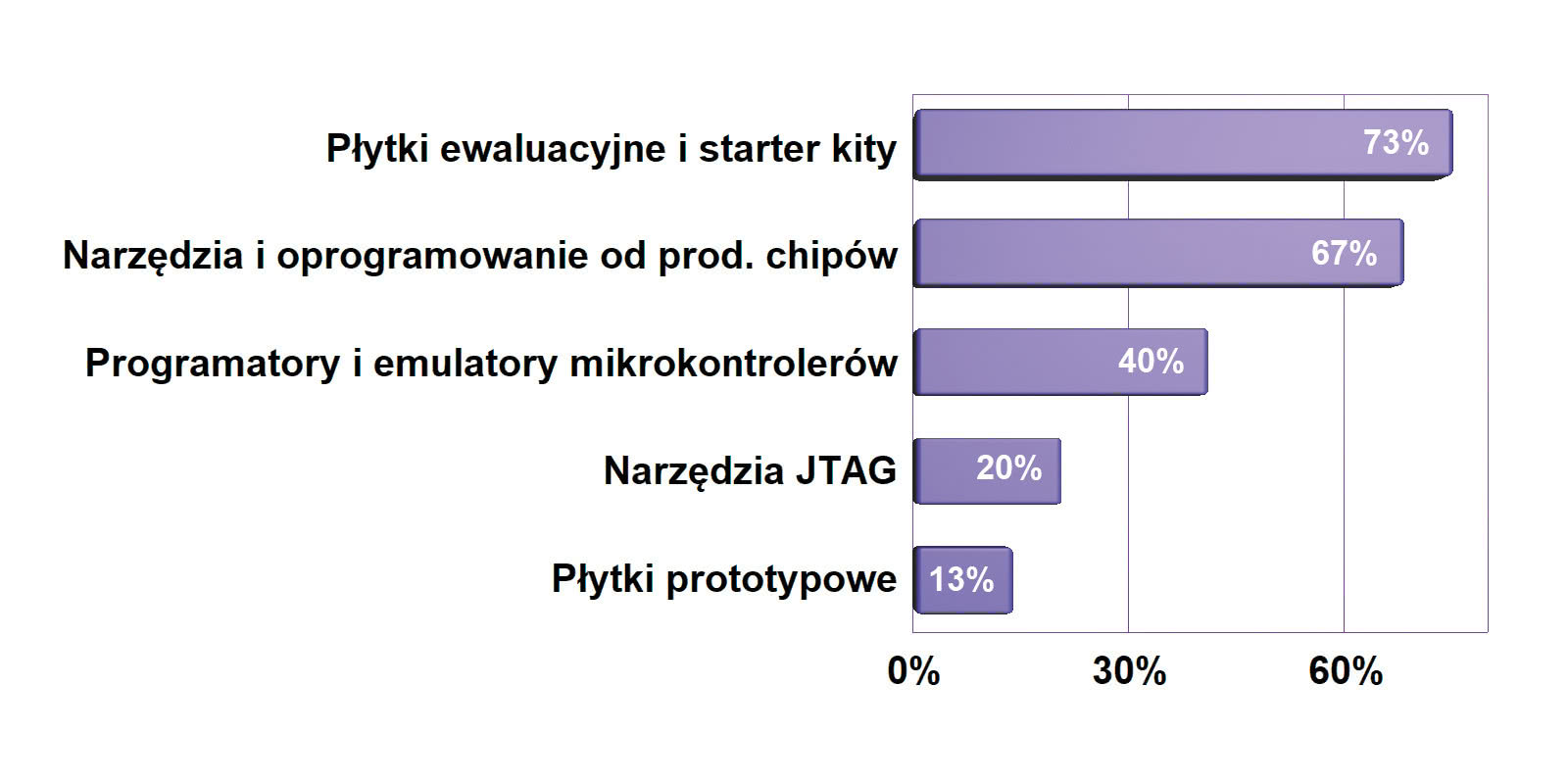
CO JEST DOSTĘPNE NA RYNKU?
Ostatnie lata przyniosły ogromną ekspansję mikrokontrolerów, które stały się najważniejszym podzespołem w wielu aplikacjach i tworzą większą część platformy sprzętowej. Mikrokontrolery stały się na tyle dobre i tanie, że ich użycie jest wskazane nawet w najprostszych aplikacjach, gdzie kiedyś wystarczyłyby 1‒2 układy standardowe. Oferta rynku jest też tak szeroka, że można dobierać optymalne jednostki pod względem zasobów, obudów i innych kryteriów. Nic więc dziwnego, że rynek półprzewodników kręci się wokół mikrokontrolerów i to o nich najwięcej się mówi, poświęca im najwięcej uwagi i dla nich jest na rynku najwięcej narzędzi, zarówno sprzętowych, jak i oprogramowania.
Najważniejszą funkcję na rynku pełnią emulatory i zintegrowane środowiska projektowe (IDE), które dostarczają czołowi producenci mikrokontrolerów, jak ST Microelectronics, Microchip, Renesas lub NXP. Spora część z nich to pakiety bardzo zaawansowane. Poza nimi są też komercyjne pakiety IDE firm, jak IAR, Keil, Atollic, CooCox, Hitex, GreenHills, Raisonance i inne. Oferta rynku jest dość szeroka, także w przypadku wersji płatnych, co jest konsekwencją ogromnej popularności procesorów ARM Cortex. Podobne rozwiązania dostępne są dla układów CPLD, FPGA oraz DSP firm Intel- Altera, Lattice Semiconductor, Xilinx, Cypress Semiconductor, Analog Devices.
Poza nimi funkcjonują programy narzędziowe, takie jak kompilatory, symulatory i debuggery oraz programy związane z interfejsem JTAG. Są też gotowe do użycia biblioteki programowe, RTOS-y, stosy do komunikacji bezprzewodowej. Są także biblioteki pomiarowe i pakiety wizualizacyjne (do interfejsu GUI).
Osobną kategorię stanowią pakiety oprogramowania EDA, a więc przede wszystkim Altium Designer, PADS (należy do Siemensa), oraz OrCAD i Eagle (teraz należący do firmy Autodesk). W tym obszarze też można znaleźć sporo darmowych pozycji np. KiCAD.
Piotr Zbysiński
|

NARZĘDZIA ONLINE DLA IOT
W obszarze IoT potrzeba posiadania i pracy w oparciu na oprogramowaniu platform rozwojowych jest bardzo wyraźnie zarysowana. Wiele aplikacji IoT to od strony sprzętowej maleństwa o wysokiej skali integracji i złożone konstrukcje zawierające procesor aplikacyjny, pamięć i układy peryferyjne, dające możliwość programowania. Do ich obsługi potrzebne są narzędzia programowe i sprzętowe, podobne jak dla mikrokontrolerów. Duża część z nich jest dostępna jako narzędzia online. Ten segment rynku rozwija się w ostatnich latach dynamicznie, bo sam rynek jest specyficzny pod tym kątem.
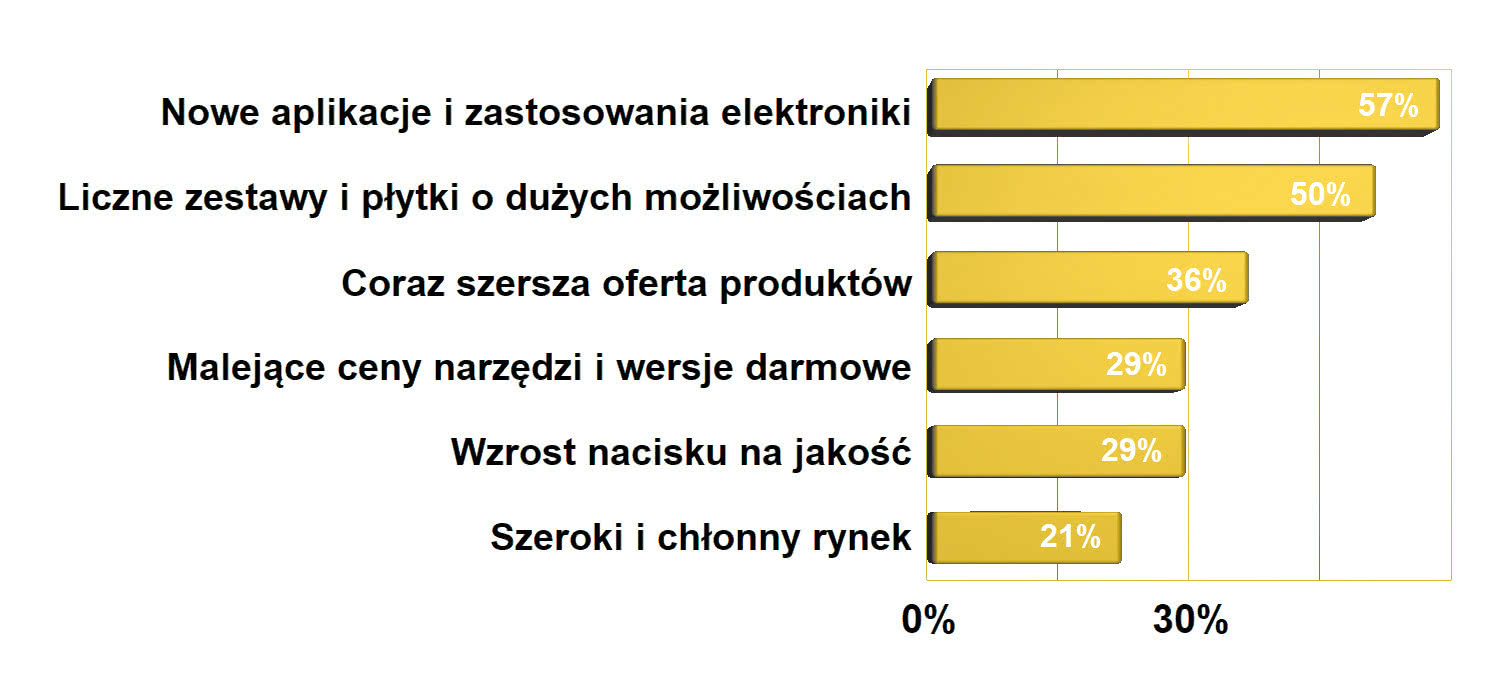
Obwody drukowane dla elektroniki
Rosnące wymagania odnośnie do gęstości mocy, ciągły rozwój systemów mobilnych i postępujące upowszechnienie różnych sposobów komunikacji to tylko niektóre z czynników wpływających na zmianę trendów i wymagań dla rynku płytek PCB. Branża projektowania i produkcji obwodów drukowanych podlega nieustannej zmianie i ewolucji w reakcji na rosnące oczekiwania użytkowników PCB. Zmiany te w znacznej części kształtowane są przez opracowywanie nowych technologii produkcji, jak również czynniki rynkowe, jak np. ograniczenia w wydobyciu i dostawach surowców.
Urządzenia elektryczne oraz elektroniczne znajdują zastosowanie w coraz nowych dziedzinach, co przekłada się na stawianie płytkom PCB dodatkowych wymagań, dotyczących m.in. ich rozmiaru, niezawodności, wytrzymałości czy efektywności termicznej. Wysoka dynamika i szybki rozwój branży utrudniają przewidywanie przyszłych trendów w elektronice oraz dziedzinach jej pokrewnych, z dużym prawdopodobieństwem wytypować można jednak kilka tendencji mających duży wpływ na przyszły kształt procesu projektowania i produkcji obwodów drukowanych.
PCB DUŻEJ MOCY
Od pewnego czasu zaobserwować można rosnące zapotrzebowanie na obwody drukowane zawierające urządzenia oraz sygnały dużej mocy, o napięciach rzędu kilkudziesięciu czy kilkaset woltów. Częściowo jest to związane z rozwojem rynku pojazdów autonomicznych oraz odnawialnych źródeł energii. Nominalne napięcie na zaciskach zespołu akumulatorów autonomicznego samochodu wynosi typowo od 400 do 800 V – wyższe napięcie pozwala na transfer tej samej ilości energii przy mniejszych stratach przesyłu (ten sam fakt wykorzystuje się w liniach transmisyjnych sieci energetycznej). Kolejnym z powodów zwiększania możliwości mocowych płytek PCB jest chęć rozmieszczenia na nich większej liczby komponentów.
Zwiększanie mocy znacząco utrudniane jest przez inny powszechny trend, czyli miniaturyzację obwodów drukowanych, wymuszaną często przez oczekiwania użytkowników lub specyfikę urządzenia. Obwody dużej mocy wytwarzają zaś wielkie ilości ciepła, które musi zostać w bezpieczny sposób odprowadzone z układu. To z kolei wymusza staranną optymalizację obwodu pod względem termicznym, bardzo często wymagającą korzystania z zaawansowanych narzędzi symulacyjnych oraz stosowania dodatkowych systemów chłodzenia.

PCB DLA IOT
Niemal każda gałąź przemysłu w jakiś sposób adaptuje się do wymagań i możliwości dostarczanych przez koncepcję Internetu Rzeczy (IoT, Internet of Things), przy czym produkcja obwodów drukowanych nie jest tutaj wyjątkiem.
Urządzenia IoT charakteryzują się dużą funkcjonalnością przy jednoczesnych niewielkich rozmiarach. Silnie wpływa to na sposób projektowania przeznaczonych dla nich płytek PCB, gdyż nierzadko konieczne jest operowanie na granicy oferowanych przez producentów możliwości technologicznych. Dotyczy to m.in. zagadnień związanych z komunikacją (w tym techniką antenową), przetwarzaniem sygnałów wysokiej częstotliwości, bezpieczeństwem, to wszystko zaś próbuje się rozwiązać w sposób możliwie najbardziej energooszczędny. Bezpieczeństwo oznacza przy tym zarówno komfort użytkownika (szczególnie w przypadku elektroniki noszonej), ale też poufność transmitowanych danych.
Obwody drukowane dla systemów IoT muszą też zazwyczaj spełniać określone standardy i zalecenia definiowane przez instytucje certyfikujące tego typu produkty. Dotyczą one m.in. wymagań odnośnie do kompatybilności elektromagnetycznej oraz wspomnianego bezpieczeństwa.
WZROST POPULARNOŚCI ELASTYCZNYCH PCB

Od pewnego czasu zaobserwować można postępujący wzrost popularności zarówno elastycznych (flex), jak i sztywno-elastycznych (rigid-flex) obwodów drukowanych. Choć nie jest to całkowicie nowa technologia (jej początki datuje się na lata 60. XX wieku, w związku z programem lotów kosmicznych), przez wiele lat nie udało się jej uzyskać znaczącej popularności.
Obecny wzrost zainteresowania zawdzięcza m.in. postępującej miniaturyzacji oraz dynamicznemu rozwojowi rynku urządzeń mobilnych i IoT. Rozwiązania elastyczne pozwalają znacząco ułatwić konstruowanie niewielkich oraz lekkich urządzeń o często nietypowych kształtach. Elastyczne obwody drukowane są ponadto bardziej odporne na wysokie temperatury, wstrząsy oraz wibracje od ich klasycznych odpowiedników.
Płytki sztywno-elastyczne stanowią połączenie tradycyjnych sztywnych płytek oraz obwodów umieszczonych na podłożu elastycznym. Tego typu rozwiązanie stosuje się zazwyczaj jako alternatywę pozwalającą wyeliminować złącza i przewody łączące poszczególne płytki oraz zwiększyć gęstość upakowania modułów w obudowie urządzenia, co przekłada się na jego mniejsze rozmiary oraz masę. Na podłożu elastycznym, oprócz prowadzenia ścieżek, dopuszczalne jest również rozmieszczanie komponentów, choć wymaga to dużej ostrożności w wyborze lokalizacji.
Obie z wymienionych technologii znaleźć można w ofercie coraz większej grupy krajowych wytwórni płytek, maleje również koszt takich rozwiązań – przykładowo, dla większych serii rozwiązania sztywno-elastyczne mogą być czasami nawet bardziej opłacalne od tradycyjnych płytek, łączonych za pomocą przewodów oraz złączy, głównie z powodu uproszczenia etapu montażu oraz skrócenia łańcucha dostaw. Konstrukcje te wciąż pozostają jednak produktami znacznie bardziej złożonymi od klasycznych PCB, ich prawidłowe wykonanie wymaga zatem ścisłej współpracy pomiędzy projektantem a zakładem produkcyjnym.
Alexander Grigoriew
|

ŚCISŁA KONTROLA ŁAŃCUCHA DOSTAW
Cyberbezpieczeństwo jest obecnie bardzo popularnym terminem, wielokrotnie powtarzanym w przekazach medialnych oraz oficjalnych wystąpieniach. Stanowi ono jednak wyzwanie nie tylko dla producentów oprogramowania, ale również projektantów i konstruktorów sprzętu. Jednym z wciąż narastających problemów jest możliwość przeprowadzania ataków na systemy i elementy infrastruktury o krytycznym znaczeniu poprzez odpowiednio zmodyfikowane podzespoły elektroniczne. Rewolucja cyfrowa wprowadza urządzenia elektroniczne do coraz to nowych obszarów życia społecznego i gospodarczego, wszystkie z nich wymagają zaś obwodów drukowanych wraz z umieszczonymi na nich komponentami.
Dalszy rozwój tej sytuacji nie jest możliwy do zatrzymania, zaś wraz z nim pojawiać się będzie coraz więcej możliwości wykonywania ataków wymierzonych w bezpieczeństwo sieci, urządzeń oraz ich użytkowników. Rynek producentów elektroniki będzie zmuszony do ściślejszej kontroli łańcucha dostaw, ze szczególnym wzmocnieniem nadzoru nad zewnętrznymi dostawcami komponentów. Na pewno konieczne będzie opracowanie rozwiązań oraz procedur pozwalających na testowanie nowych urządzeń pod kątem obecności podrobionych lub niebezpiecznych podzespołów.
MONTAŻ, PCB I PODZESPOŁY
Bliskie relacje kupujących płytki drukowane z dostawcami obwodów drukowanych pogłębia coraz szerszy zakres usług, a więc głównie montaż pakietów. Możliwość zamówienia w jednej firmie całego urządzenia w ramach kompleksowej usługi produkcyjnej z roku na rok jest coraz bardziej oczekiwana na rynku i popularna. Powodów jest wiele: wygoda, niższe koszty, jeden dostawca, który odpowiada za całość produkcji oraz wiele innych problemów kadrowych, organizacyjnych, kłopoty z zaopatrzeniem, a także często skala działania na tyle niewielka, aby inwestycje w park maszynowy były uzasadnione. W efekcie takich procesów firmy zajmujące się montażem zapewniają klientom obwody drukowane, a wielu producentów płytek rozszerza ofertę o montaż. Wszyscy razem dają możliwość zajęcia się kupnem elementów elektronicznych.
Usługi kompleksowe w zakresie produkcji pakietów elektronicznych (czyli płytek z elementami) są już dostępne u wielu producentów obwodów drukowanych. Można też wskazać przypadki, gdzie montaż okazał się na tyle atrakcyjny, że produkcja płytek została zakończona, jak również takie, gdzie producenci nie chcą rozwijać działalności montażowej z uwagi na to, aby nie stać się konkurencją dla swoich klientów, a więc przecież także firm EMS. Procesy te są za każdym razem oddzielnym studium przypadku i nie ma uniwersalnej reguły, która by je opisywała.
WIĘCEJ KOMPETENCJI TO BARDZIEJ ZŁOŻONE PCB
Dla rynku PCB montaż podzespołów z pewnością wydaje się najbliższy tematycznie rozwojowi, ale wzrostu kompetencji można poszukiwać także w drugim kierunku, a więc w stronę usług projektowania elektroniki. Ten sposób rozwoju jest jeszcze stosunkowo słabo zarysowany, mało popularne jest też wspólne działanie przedsiębiorstw z różnych obszarów aktywności w formie klastra. W zasadzie można wymienić tylko jeden przykład, który tym samym staje się w kraju wyjątkiem.
Popyt na usługi projektowania i wsparcie inżynierskie produkcji elektroniki będzie coraz większy, bo elektronika szybko się komplikuje. Dzisiaj płytki wielowarstwowe nie są już wyjątkiem i fanaberią projektanta, któremu nie chce się męczyć z prowadzeniem ścieżek po dwóch stronach. Ich ceny też przestały być zaporowe. Przyjmując 100% jako punkt odniesienia dla obwodu dwustronnego, płytka 4-warstwowa kosztuje ok. 170%, a 6-warstwowa 280%. Oznacza to, że koszt realizacji układu na płytkach 4-warstwowych nie odbiega wiele od wersji 2-warstwowej, bo taka płytka może być mniejsza. Podobnie będzie niedługo z obwodami na materiałach elastycznych i wersjami sztywno-giętkimi.
Specjaliści sygnalizowali nam w ankietach, że wzrasta liczba realizowanych w kraju projektów o wysokim stopniu skomplikowania i na nietypowych laminatach (Isola, Rogers), co pewnie jest jakimś pokłosiem wzrostu liczby firm z branży kosmicznej. 2018 rok przyniósł też zwiększający się popyt w Polsce na obwody HDI i na materiały elastyczne.
Ten popyt na pewno jest symptomatyczny. Wskazuje to, że Polska zbliża się do światowych trendów w produkcji elektroniki, oferując ten sam lub wyższy poziom obsługi produkcji elektroniki wraz z bardzo docenianym wysokim poziomem zarządzania przez kadrę kierowniczą.
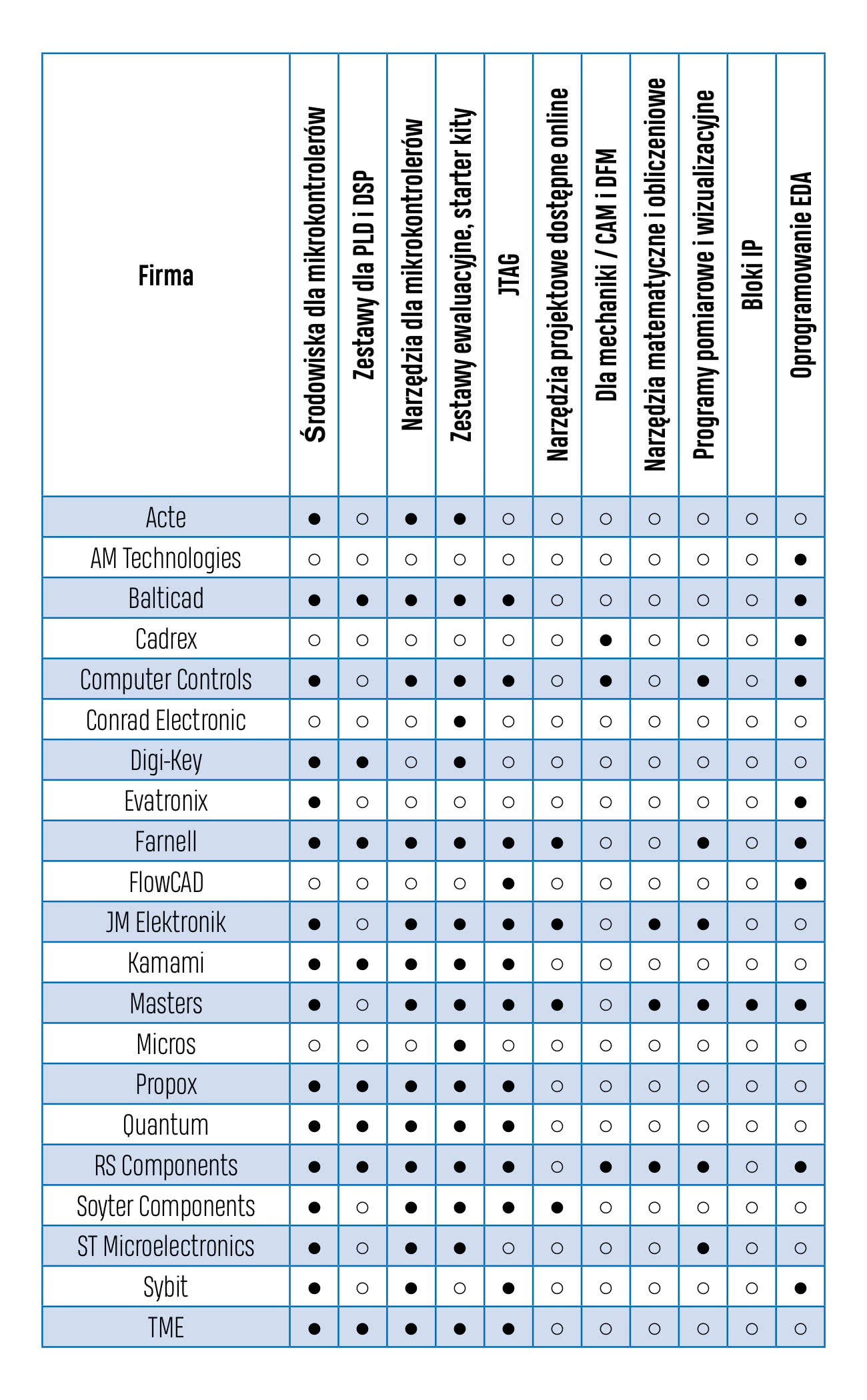
Wzrost skomplikowania obwodów wymusi również zapotrzebowanie na usługi przedprodukcyjne np. projektowanie obwodów drukowanych wraz z dostawą prototypów. Zapytania o warunki technologiczne, realizowalność, parametry brzegowe technologii na pewno będą kierowane do dostawców płytek i te potrzeby mogą stać się przyczyną tego, aby poszerzyć obszar działania. W ten sposób część produkcji może być realizowana na miejscu, część za pomocą importu. Taki model mieszany widać już gdzieniegdzie w naszym zestawieniu tabelarycznym.
RYNEK PCB DAJE WIELE MOŻLIWOŚCI ZAOPATRZENIA
Płytki drukowane potrzebne są praktycznie do każdego urządzenia elektronicznego, dla firm EMS, producentów oświetlenia, wytwórców urządzeń przemysłowych czy startupów zajmujących się IoT. Rynek obwodów rośnie wraz z całą branżą elektroniczną. Wspólnym celem dla tych przedsiębiorstw staje się zapewnienie sobie dobrych i niedrogich płytek, obojętnie, czy krajowej produkcji, czy importowanych. Największe wyzwanie to zapewnienie wysokiej jakości przy krótkich terminach dostaw.
Pomijając chwilowo obwody wytwarzane przez producentów krajowych, można wyróżnić następujące sposoby zaopatrywania się w importowane PCB. Pierwszy to specjalizowani pośrednicy mający w kraju biuro i współpracujący z wieloma fabrykami w Azji. Zapewniają obsługę lokalną i rozliczenia, nie opierają biznesu na współpracy z jedną fabryką, tylko z wieloma oraz działają w dużej międzynarodowej skali. Doskonałym przykładem takiego podejścia do biznesu jest firma NCAB.
Inni próbują działać podobnie do nich, ale w ich przypadku lokalne przedstawicielstwo to niekoniecznie biuro ze sporą obsadą, tylko jeden pracownik, często na tzw. homeoffice, czyli pracujący w domu, zapewniający kontakt dla przedsiębiorców w języku polskim i rozliczenia z fakturą w złotych. Jeszcze inni pośrednicy działają z zagranicy i nie tworzą nawet lokalnego punktu kontaktowego, ale faktem jest, że często mają w swoich zasobach osoby mówiące po polsku. Na rynku polskim aktywni są również zagraniczni producenci PCB z Europy Zachodniej i Dalekiego Wschodu (np. Eurocircuits), ale nie wiadomo, jakie mają rezultaty.
Firmy EMS i więksi producenci elektroniki próbują obwody importować samodzielnie. To samo dotyczy wybranych firm dystrybucyjnych, które potrafią znajdować takie kontakty w Azji i mają kadrę do ich obsługi. W przypadku firm kontraktowych import bezpośredni od producenta sprawdza się przede wszystkim w przypadku obsługi większych i planowanych serii produkcyjnych. Dlatego firmy te z reguły mają elastyczne podejście do zaopatrzenia i współpracują z lokalnymi producentami, importerami i bezpośrednio z producentami i wybierają najkorzystniejsze oferty dla produkcji, prototypowania lub zleceń specjalnych.
Na koniec warto wspomnieć, że producenci dalekowschodni coraz częściej mają rozbudowane platformy sprzedaży usług B2B i B2C z kalkulatorami online i rozbudowanymi narzędziami informatycznymi pozwalającymi na samoobsługę. Pozwalają one na przesłanie plików i złożenie zlecenia bezpośrednio u producenta. Z takich możliwości korzystają głównie osoby prywatne, a więc świat hobbystów i makerów, bo dla firm płatności przez Paypal są barierą, tak samo jak księgowanie takich transakcji, a poza tym, z tego, co można wyczytać na forach dyskusyjnych, zamówienia firmowe wymagają umiejętności radzenia sobie z odprawą celną.

Urządzenia technologiczne do produkcji elektroniki
Od ponad dekady można obserwować w Polsce szybki wzrost możliwości technologicznych zapewnianych przez krajowe przedsiębiorstwa w zakresie produkcji elektroniki. Dotyczy on dwóch ścieżek, gdzie pierwsza obejmuje usługi produkcji kontraktowej elektroniki (EMS), które dla klientów z kraju i zagranicy świadczy około setki firm. Drugą ścieżkę tworzą producenci urządzeń elektronicznych, którzy również inwestują w rozbudowę potencjału produkcyjnego i zdolności wytwórczych w swoich zakładach.

Koniunktura w ostatniej dekadzie sprzyjała całej branży elektronicznej, a kryzysy raczej ją wspierały, zamiast osłabić. To dlatego, że kłopoty gospodarcze powodowały napływ do Polski zleceń montażowych z Europy Zachodniej i Skandynawii, bo nasze firmy EMS są tańsze i jednocześnie mają kompetencje techniczne nieodbiegające od konkurencji na tamtejszych rynkach. Z kolei producenci elektroniki dostrzegli możliwości kryjące się w wielu niszach rynkowych i branżach specjalistycznych, na które jest spore zapotrzebowanie nie tylko rynku krajowego, ale i innych krajów w UE. Elektronizacja jest też metodą na obniżenie kosztów lub zyskanie przewagi konkurencyjnej, stąd gdy na rynku działo się nie najlepiej, elektronicy nie narzekali na brak pracy, inwestycji oraz specjalnie nie zmagali się z oszczędnościami.
Zawsze pojawiają się jakieś nowe otwarcia, dające szansę na zdobycie przyczółków dotychczas nieznanych i na rozszerzenie biznesu bez konieczności mozolnego wyrywania udziałów konkurentom. Dawniej były to technologie LED- owe, obecnie jest tym IoT i technologie mobilne. Elektronika jest dzisiaj aplikowana wszędzie i zawsze znajdzie sobie obszary, gdzie biznes rośnie, może jedynie w jednoprocentowej skali, ale do przodu. Na rynku mamy też zagraniczne zakłady produkcyjne i oddziały macierzystych firm zagranicznych. Poszerzają one ogólny potencjał branży, tworząc zapotrzebowanie na inżynierów i także w jakimś fragmencie na sprzęt produkcyjny.
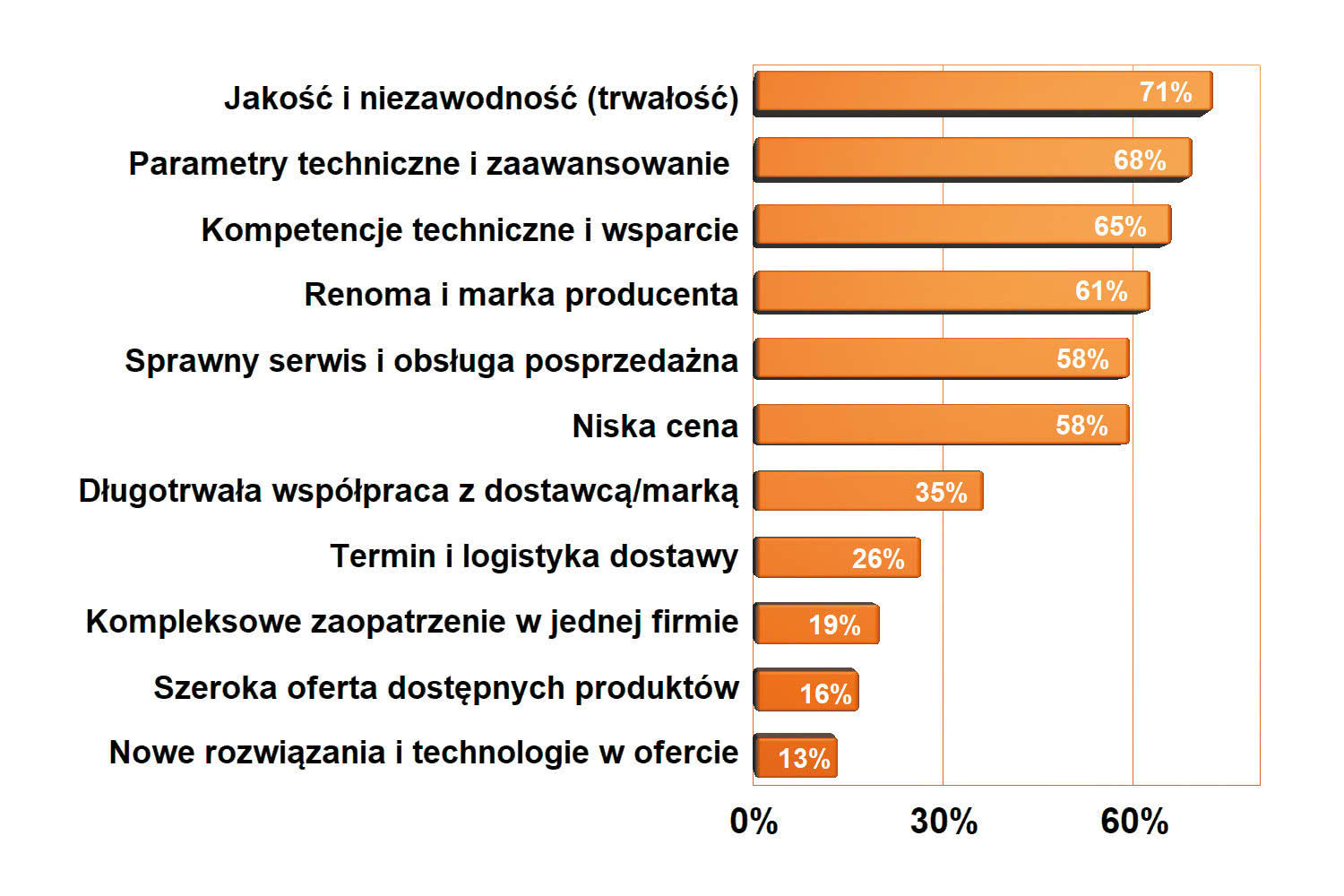
Dostępność nowości została uznana za najmniej istotną. To zapewne efekt tego, że w zakupach w obszarze produkcji maksymalizuje się współczynnik możliwości do ceny, bo budżet w praktyce zawsze jest ograniczony. Sprzęt nie najnowszy, ale nadal dobry i na poziomie, wydaje się najkorzystniejszym i najmniej ryzykownym wyborem.
PANDEMIA WPŁYWA NEGATYWNIE NA RYNEK

Rynek urządzeń technologicznych, jak każdy inny zresztą, cierpi obecnie na skutek trwającej pandemii. Skutki są takie, że projekty zakupu nowych maszyn zostały wstrzymane lub rozciągnięte w czasie. Skala inwestycji została ograniczona lub podzielona na części. Akurat produkcja elektroniki nie jest dziedziną, która jest bardzo narażona na wirusa, bo jest w dużej części zautomatyzowana i oparta na komunikacji przez Internet (np. zaopatrzenie, kontakty biznesowe), ale nie jest też zawieszona w próżni. Produkować trzeba mieć dla kogo, a skoro w przemyśle motoryzacyjnym sytuacja jest daleka od normalności, a wiele z produkowanych urządzeń przeznaczone było na eksport, to wirus musi odciskać negatywne piętno na biznesie.
W aspekcie krótkoterminowym pandemia oczywiście oddziałuje negatywnie na rynek, ale w długiej perspektywie może doprowadzić do korzystnego przekształcenia. To dlatego, że firmy po tej trudnej lekcji biznesu staną się bardziej wyczulone na ponoszone ryzyko w działalności. Pojawia się ono przy współpracy z jednym dostawcą, przy braku dywersyfikacji źródeł zaopatrzenia oparciu się na jednym usługodawcy. Ryzykiem jest też całkowity brak magazynów buforowych na materiały i podzespoły do produkcji w zakładach, brak planowania swoich potrzeb z wyprzedzeniem lub też korzystanie z firm w odległych lokalizacjach (na innych kontynentach), co uwypukla problem z logistyką i transportem itd. Istnieje więc duża szansa, że po pandemii biznes stanie się bardziej lokalny i ewentualne decyzje na temat, czy oddać zlecenie produkcyjne do Chin, wcale nie będą przychodziły tak łatwo.
O takich procesach mówiło się już dawno, bo ceny wielu usług i towarów się wyrównują, ale w praktyce powroty zleceń z Chin były raczej incydentami. Teraz takich incydentów może być więcej, tym bardziej że jak zapowiadają eksperci, pandemia nie odpuści łatwo i ryzyko problemów w biznesie będzie jeszcze długo nam towarzyszyło. Pandemia może przyspieszyć decyzje klientów o rozwoju własnego potencjału produkcyjnego lub rozbudowie infrastruktury w przyszłości. Bo przy istniejącym ryzyku własna linia jest w stanie zapewnić komfort działania i dynamikę działań i właśnie mniejszą niepewność.
Tomasz Wierzbicki
|

ROBOTYZACJA ZAPEWNI ROZWÓJ
Głównym procesem technologicznym w produkcji elektroniki jest montaż powierzchniowy. Dzięki dużej automatyzacji operacji związanych z układaniem i lutowaniem elementów oraz na skutek głębokiej standaryzacji obudów elementów elektronicznych SMD zapewnia on dużą wydajność i małe koszty, a także znakomitą jakość. Przez wiele lat wydawało się, że uda się osiągnąć stan, kiedy na płytce drukowanej będą tylko elementy SMD i producentom uda się stworzyć takie odpowiedniki powierzchniowe dla wielu komponentów przewlekanych takich jak złącza, transformatory, ekrany. Takich rozwiązań na rynku jest wiele, ale mimo to problem z zapewnieniem automatycznego montażu całego PCBA jest daleki od opanowania. Elementy indukcyjne, moduły, konektory oraz elementy montażowe i podobne części są za duże lub za ciężkie, aby można było je montować w procesie SMT. Nawet gdyby montaż był możliwy, bo automaty dokonują dzisiaj cudów, to i tak z punktu widzenia trwałości montaż powierzchniowy jest za delikatny. Stąd każdy producent musi montować i utrzymywać stanowiska pracy ręcznej.
Szans na pozbycie się takich elementów z płytek drukowanych nie widać. Z jeden strony przyczyną jest szybki rozwój elektroniki, a więc to, że elektronizacja dotyczy dzisiaj także specjalistycznych dziedzin związanych z dużą mocą (energia odnawialna, energoelektronika), sterowaniem silnikami, motoryzacją i podobnych obszarów, gdzie wykorzystuje się wiele mało typowych elementów. Są to też dziedziny, w których czas życia produktów jest relatywnie długi, konieczne jest zapewnienie możliwości serwisu poprzez naprawę, a niekoniecznie tylko przez wymianę całej płytki i tak dalej. Wiele takich i podobnych czynników przekłada się na to, że na płytkach drukowanych cały czas są elementy THT, które trzeba jakoś zamontować.
Montaż THT to proces w dużej mierze ręczny, zatem mało wydajny, podatny na błędy i coraz bardziej kosztowny. Większość płytek zawiera elementy różnego typu, a więc SMD i THT, w dowolnych kombinacjach stron, na skutek czego lutowanie automatyczne wymaga również odpowiedniej organizacji procesu. Praca ręczna dotyczy też mechaniki, a więc montażu płytki w obudowie, przykręcenia wyświetlacza lub montażu okablowania, a w kolejnym etapie także zapakowania produktu. Efekt jest taki, że czynności wykonywanych przez personel jest cały czas dużo.

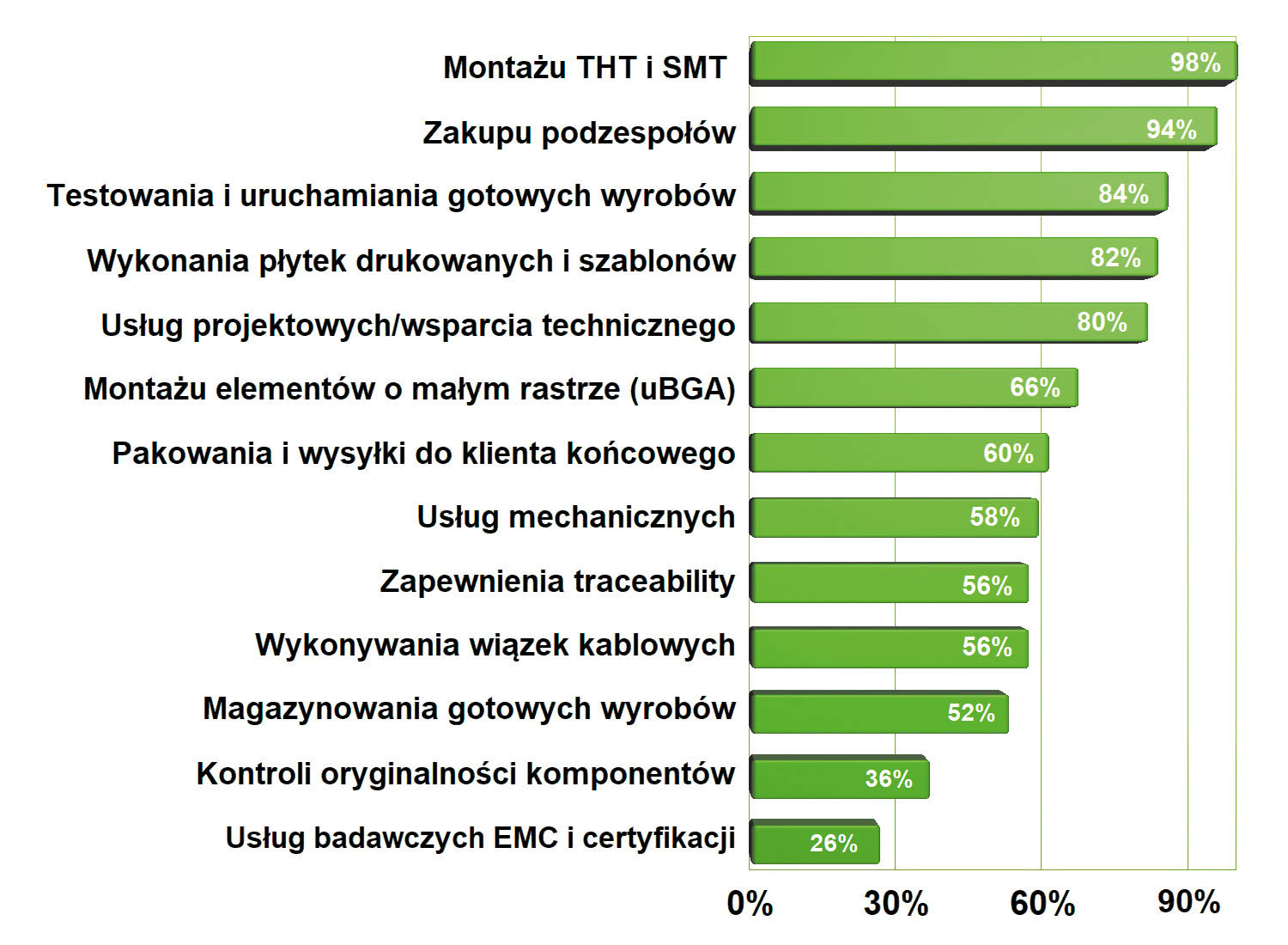
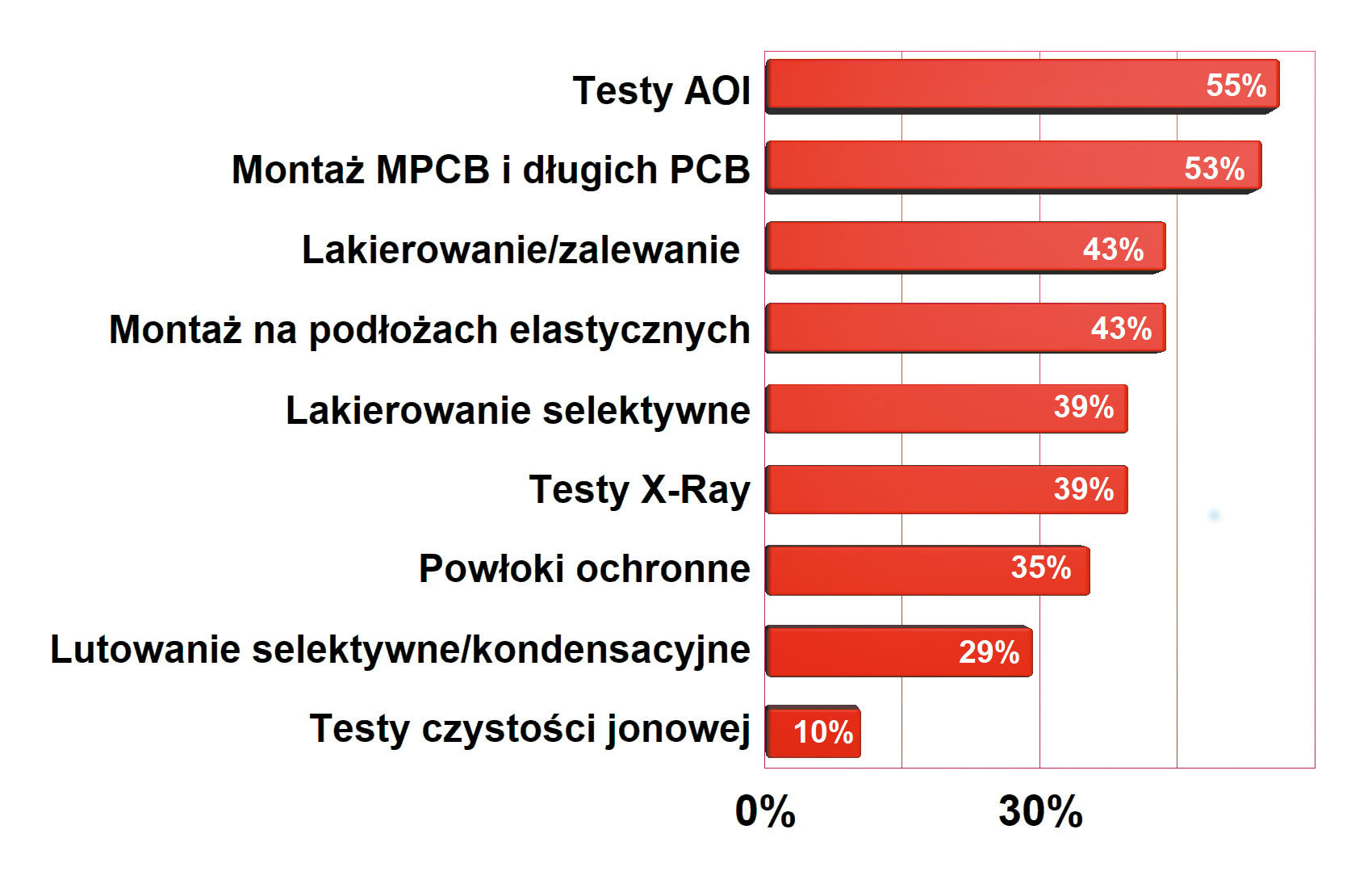
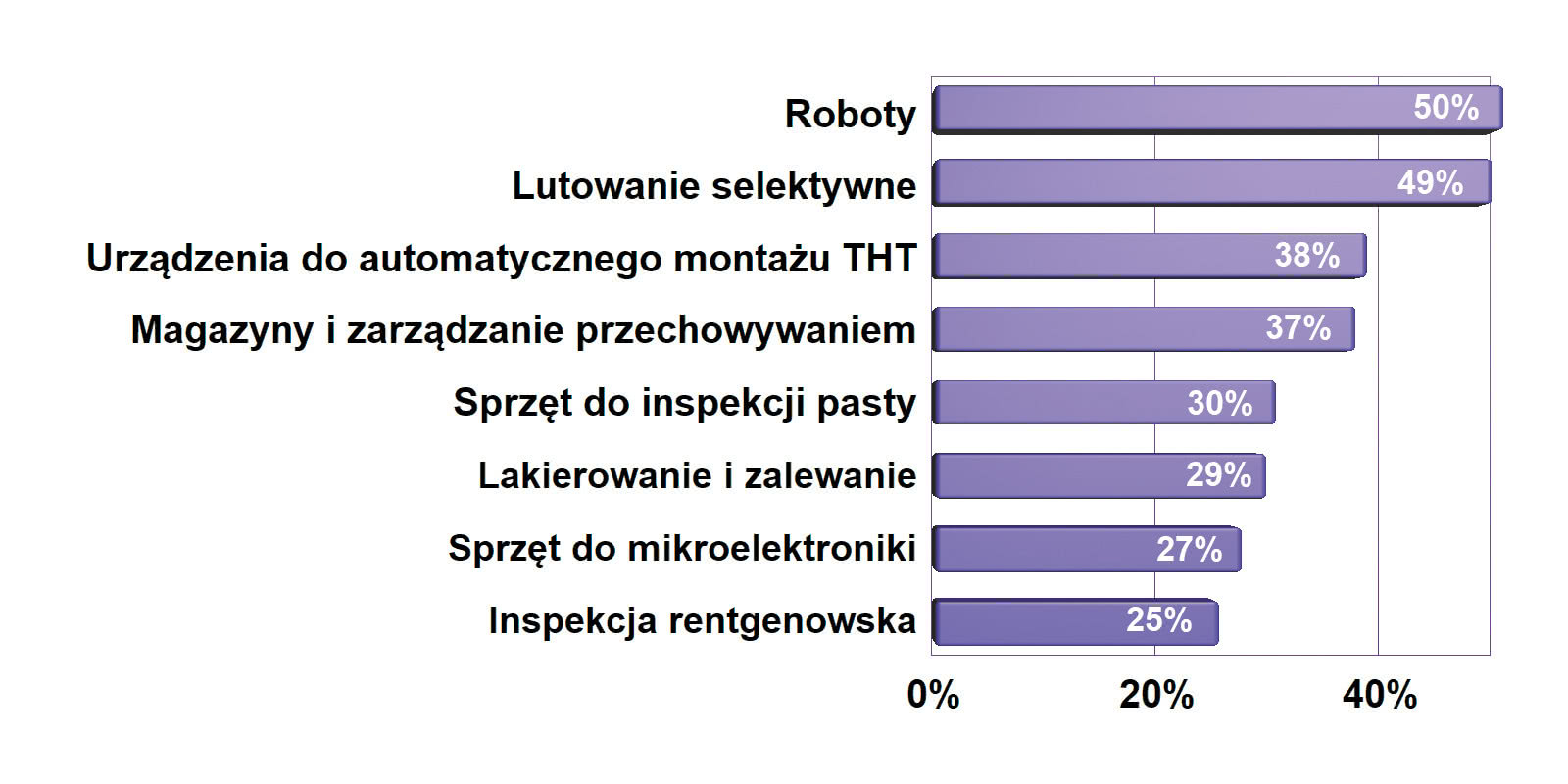
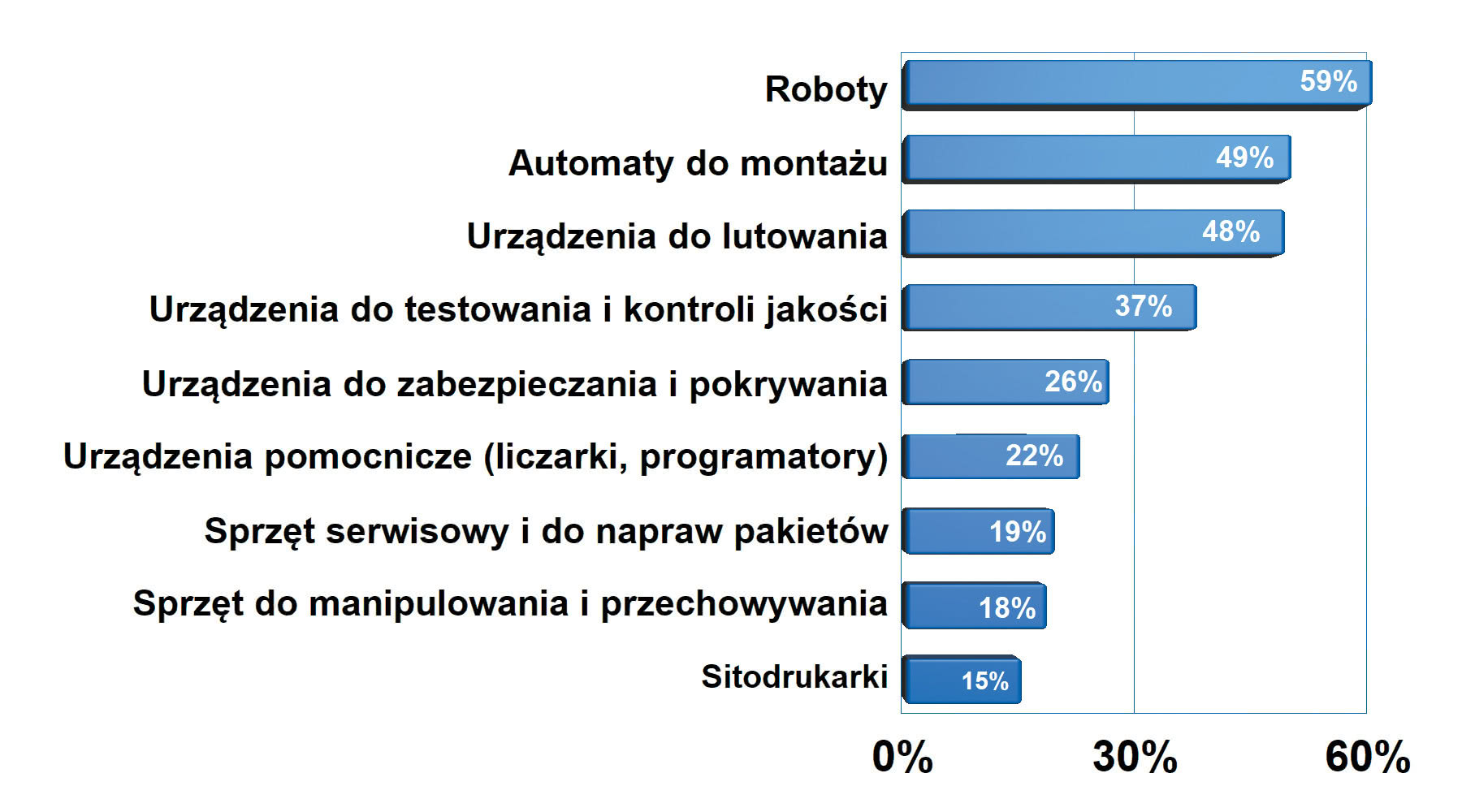
Ten problem próbuje się rozwiązywać za pomocą robotów. Urządzenia te w działaniu przypominają człowieka z jedną ręką, którą trzyma lutownicę, wkrętak lub chwytak. Różnica jest taka, że robot jest bardzo sprawny, niesamowicie dokładny i nigdy się nie męczy. Nowe konstrukcje robotów, tzw. współpracujące (coboty), nie wymagają tworzenia specjalnych stref bezpieczeństwa oddzielających ich od ludzi. Są to małe urządzenia, które można postawić na stole, dzięki czemu są bardzo wygodne. W ostatnich latach takich robotów pojawiło się na rynku bardzo wiele, na skutek konkurencji i rosnącego rynku ceny przestały być szokująco duże. Integrację w procesie ułatwia też oprogramowanie, które nie wymaga ani specjalnych umiejętności ani też poświęcenia dużo czasu. Jak wynika z naszego badania ankietowego i danych pokazanych na wykresie, branża produkcji elektroniki traktuje roboty jako atrakcyjną propozycję rozwoju technologicznego.
NIEZMIENNE ZAINTERESOWANIE WYSOKĄ JAKOŚCIĄ
Zainteresowanie poprawą jakości produkcji jest powszechnie i staje się celem większości działań inwestycyjnych. W zamyśle chodzi w tym o to, aby wytwarzać szybko, tanio oraz bez problemów. W szczegółach chodzi o dopracowanie procesu produkcyjnego pod kątem zapewnienia powtarzalności, stabilności oraz możliwie całkowitą eliminację braków. Im bardziej zaawansowana elektronika, mniejsze komponenty, bardziej upakowane ścieżki na płytce, tym zadanie to staje się trudniejsze, bo przeszkodą stają się możliwości technologiczne maszyn i parametry graniczne materiałów. W efekcie konieczne stają się inwestycje w bardziej zaawansowany sprzęt, dla poprawy wydajności niezbędna staje się rozbudowa o kolejne urządzenia, np. te do kontroli procesu (AOI, SPI, X-Ray, także w wersjach 3D).
Walka o jakość w produkcji elektroniki to ciągły proces modernizacyjny, dotykający nie tylko parku maszynowego, ale też struktury organizacyjnej firmy, wykorzystywanych narzędzi, oprogramowania i innych nierzadko drobnych aspektów działalności. Takich zagadnień jest wiele, a słowo jakość po prostu stanowi do nich wspólny mianownik.
Walka o jakość to także traceability, czyli dokumentowanie krok po kroku poszczególnych etapów procesu technologicznego (operacje, parametry procesu, obsługa, wykorzystywane materiały, numery partii i produktu). Takie zapisy są źródłem danych dla zakładowego systemu kontroli jakości i pozwalają na doskonalenie procesu, czyli na poprawę jakości. Reklamacje, zgłoszenia serwisowe można dzięki temu powiązać z produkcją, znajdując i eliminując słabe punkty. Traceability może też obejmować dane na temat komponentów pochodzące z dystrybucji (numery partii, opakowań zbiorczych, daty przepakowywania, certyfikaty). Takie źródło informacji, poza wsparciem procesu doskonalenia technologii w zakładzie, ogranicza też ryzyko biznesowe i pomaga rozstrzygać spory na linii klient – producent EMS, który też dzięki temu jest postrzegany jako przejrzysty partner w biznesie.
CORAZ WIĘCEJ SPRZĘTU W HALACH
Z roku na rok w halach produkcyjnych działa coraz więcej urządzeń i sprzętu technologicznego, a jedną z ważniejszych danych technicznych jest wymagana ilość miejsca na podłodze do działania. Oczywiście centrum tworzą sitodrukarka do pasty, automat pick-and-place i piec lutowniczy, ale ta trójka już dawno przestała być wystarczającym minimum. W trosce o jakość szybko do tego zestawu doszła inspekcja optyczna i testery funkcjonalne dla zmontowanych pakietów, potem inspekcja pasty lutowniczej, następnie inspekcje zmieniły się w wersje trójwymiarowe. Piec rozpływowy lub falę uzupełniono wersją selektywną. Do hal produkcyjnych weszły też szafy z kontrolowanymi wewnątrz warunkami środowiskowymi służące do przechowywania elementów.
Sprzęt to także urządzenia do zalewania, lakierowania płytek po to, aby zabezpieczyć je przed wpływem środowiska. To również inspekcja rentgenowska, za pomocą której zagląda się w niedostępne dla systemów wizyjnych miejsca w celu oceny jakości lutowania, np. kulek BGA.
Przy większej skali działania park maszynowy wzbogacany jest o urządzenie do wycinania szablonów niezbędnych do nakładania pasty lutowniczej, o maszyny do mycia płytek, zautomatyzowane programatory chipów oraz systemy do liczenia komponentów. Elementem infrastruktury produkcyjnej są zabezpieczenia antystatyczne, w tym podłoga, stoły, meble i stojaki, a także transportery do przewożenia płytek między stanowiskami. Produkcja wymaga oczywiście jeszcze mnóstwa innego wyposażenia, niemniej nie jest ono już specyficzne dla branży. To na przykład oświetlenie, sprzęt komputerowy i oprogramowanie do zarządzania produkcją, systemy dokumentowania operacji (traceability) i podobne.
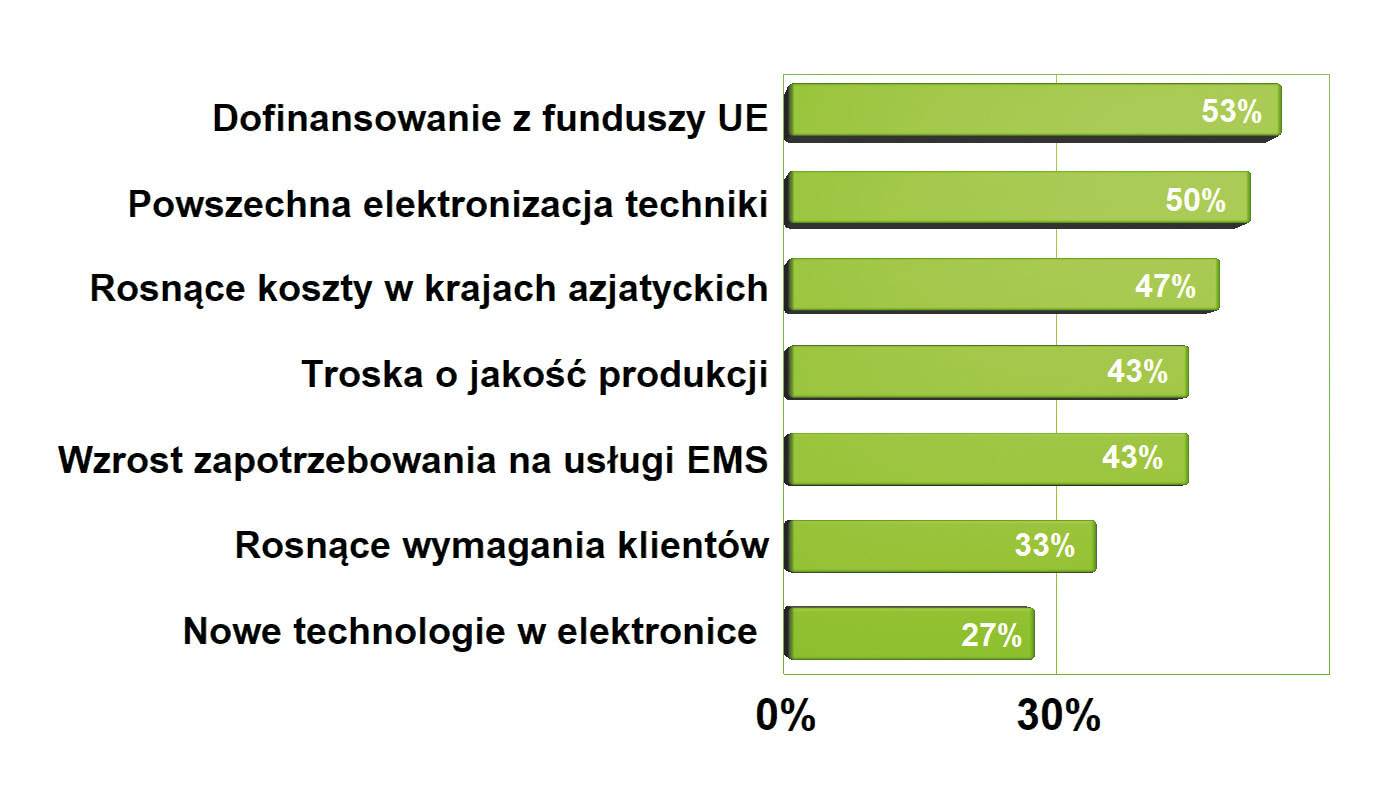
Jak widać z tego krótkiego i bardzo pobieżnego opisu, infrastruktura produkcyjna obejmuje wiele sprzętu, nie tylko dużego i widowiskowego w działaniu, którym jest niewątpliwie automat do układania elementów (tzw. placer). W przypadku firm EMS znaczenie posiadania rozbudowanego parku maszynowego jest większe, bo pozwala na realizację zleceń o szerszym zakresie wymagań bez wspierania się kooperacją, a więc bez dodatkowych kosztów i najszybciej jak się da.
Duża liczba maszyn to też pokłosie drugiego trendu, a więc zakupu urządzeń przeznaczonych tylko do montażu prototypów i krótkich serii, które uzupełniają posiadaną już wysoko wydajną linię produkcyjną. Rozwiązanie takie umożliwia niezależny montaż nowych opracowań w działach R& D bez przerywania bieżącej produkcji. Kilka linii produkcyjnych umożliwia też optymalizację działań, bo niektóre urządzenia ukierunkowane są na wykonywanie dużych jednakowych serii, inne mają małą wydajność, ale za to łatwo się je przestawia, więc są one wygodne do drobnych zleceń i prototypów.
Rośnie też liczba urządzeń specjalizowanych, a więc o przeznaczeniu takim jak wymieniono, ale o unikatowych właściwościach, dostosowanych do specyficznych zadań. Przykładem może być montaż elementów na podłożach metalowych (laminat MPCB do oświetlenia LED) i podłożach giętkich (flex), do którego są inne urządzenia oraz lakierowanie selektywne.
W praktyce park maszynowy nigdy nie jest czymś, co można uznać za działanie zakończone. Zawsze coś trzeba uzupełnić, wymienić lub zmodernizować, bo na rynku pojawiło się nowe rozwiązanie lub stare przestało być funkcjonalne. Proces inwestycyjny ma charakter prawie ciągły, ale z uwagi na duże koszty dochodzenie firm do stanu stabilnego trwa nierzadko długie lata.
DOSTAWCY SPRZĘTU WYRÓŻNIAJĄ SIĘ KOMPETENCJAMI
Orientacja na rynku, w którym jest wiele marek produktów, mnóstwo rozwiązań technicznych, technologii oraz metod rozwiązywania problemów z procesem, nie jest w żadnym stopniu łatwa. Mało kto dysponuje przekrojową wiedzą na temat dostępnych na rynku rozwiązań, ich wad i zalet oraz potencjału. Z reguły producenci potrafią zdefiniować i wskazań problem, jakość danej operacji, wąskie gardło w produkcji lub brak powtarzalności. Ich trosk wysłuchują dostawcy urządzeń, którzy mają dobrą wiedzę na temat swojej oferty i mogą przedstawić koncepcję rozwiązania. Dostawcy mają też możliwość wsparcia się w tych działaniach kompetencjami producenta, którego reprezentują. Ten schemat przepływu wiedzy od producenta, przez dystrybutora, do klienta jest bardzo istotny, bo zapewnia możliwość podjęcia optymalnej decyzji. Podkreśla on też znaczenie i dużą rolę rynkową dystrybutorów urządzeń technologicznych w pogłębianiu wiedzy i przekazywaniu jej od producentów do klientów w formie szkoleń, seminariów technicznych, artykułów inżynierskich i w osobistych kontaktach.
Urządzenia z omawianego obszaru nie są produktami kupowanymi z półki lub w sklepach internetowych, co wskazuje, że znaczenie wyboru dostawcy i tego, jaki poziom merytoryczny on reprezentuje, jest w tytułowym obszarze techniki czynnikiem pierwszorzędnym. Dobór optymalnego rozwiązania to wielowymiarowe zagadnienie, w którym trzeba rozważać wiele czynników nie tylko związanych z danym urządzeniem, ale całym środowiskiem produkcyjnym oraz możliwościami finansowymi inwestora. Do tego dochodzą zagadnienia przyszłego wykorzystania, możliwości rozbudowy, dopasowania do innych zadań, a także kwestie utrzymania w ruchu (koszty i dostępność części). Takich problemów jest bardzo dużo, stąd w praktyce dobór bazuje na wiedzy, kompetencjach i rzetelności dostawcy.
tych przyczyn działalność w przedmiotowym obszarze nie jest zajęciem dla przypadkowych osób i firm. Do pozycji na rynku dochodzi się latami, kontakty wymagają wejścia w środowisko, poznania ludzi i tak naprawdę też tego, aby praca była pasją. Wiele przedstawicieli legitymuje się ponad 10-letnim stażem pracy, co przekonuje, że urządzenia do produkcji dają im satysfakcję zawodową. Podobnie jest z firmami, które z reguły mają długi staż rynkowy i stałą kadrę. Nie znaczy to, że życie branżowe jest sielanką, bo konkurencja jest spora, o kontrakty prowadzona jest walka. Raczej chodzi o to, że uczestnicy i relacje między nimi są znacznie trwalsze niż na rynku dystrybucji komponentów.
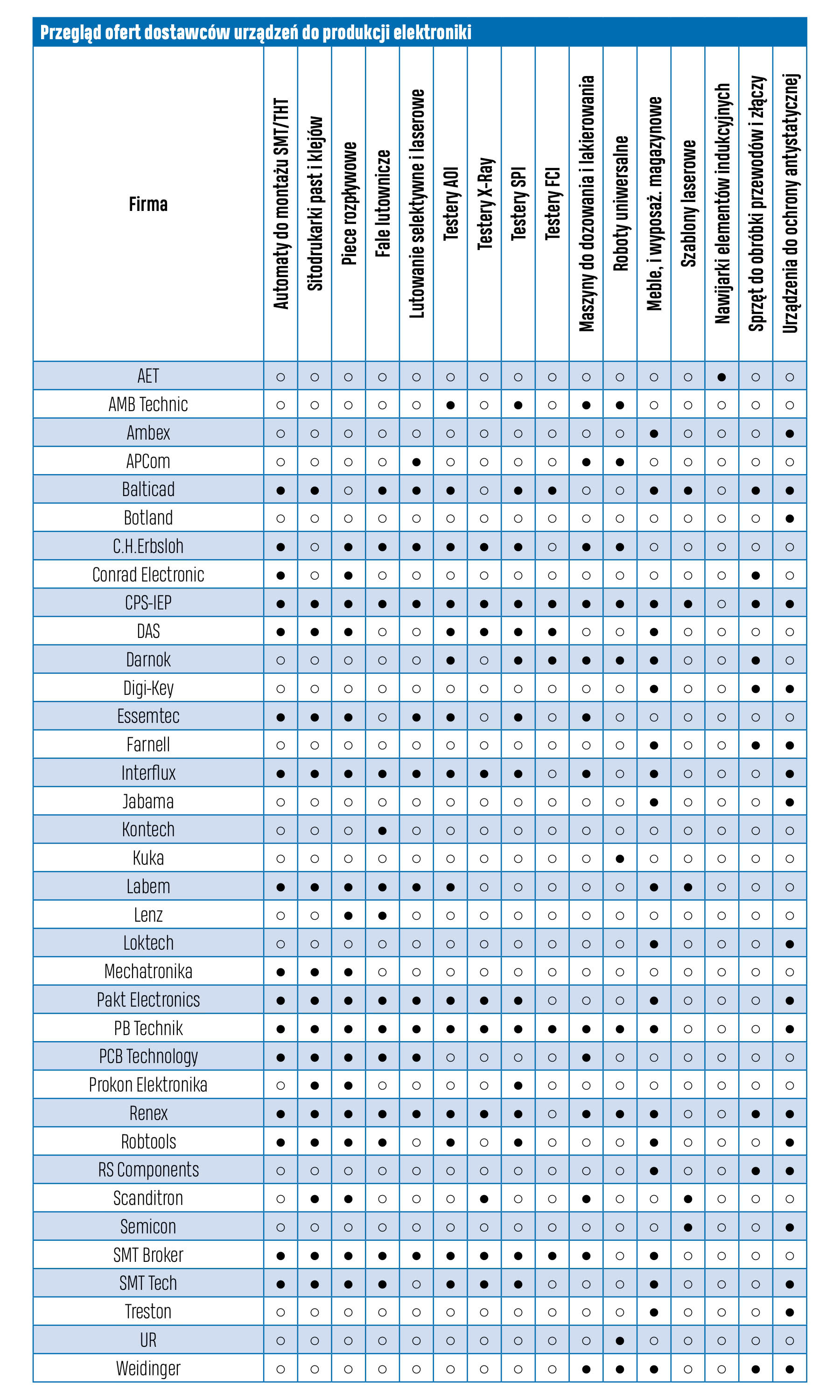
Wiązki kablowe dla elektroniki

Wiele współczesnych urządzeń i systemów nie tworzy obecnie sztywnej koncepcyjnie całości, ale jest elastycznie dopasowywanych do potrzeb. Nierzadko sprzęt bazuje na jednej uniwersalnej elektronice, lecz zawiera różne komponenty peryferyjne, a więc czujniki, układy wykonawcze, elementy interfejsu użytkownika. Takie instalacje powstają w ramach tzw. projektów lub integracji oraz są elementem spójnej rodziny produktów. Nierzadko każda wersja wymaga innej wiązki kablowej, stąd komponent ten staje się podstawą do zapewnienia elastyczności i różnorodności produktowej.
Zapotrzebowanie na usługi produkcyjne w zakresie wiązek to także pochodna szybkiego rozwoju elektroniki, a więc miniaturyzacji, dużej liczby złączy i ich typów oraz producentów, przez co montaż przewodów, zgodny z wymaganiami producenta, wymaga posiadania nie tylko pełnego spektrum narzędzi, ale również wiedzy i doświadczenia niezbędnego do zapewnienia wysokiej jakości i trwałości. Koszty serwisu i obsługi posprzedażnej są dzisiaj wysokie, a gdy firma sprzedaje swoje produkty za granicę, to nawet bardzo duże, dlatego unikanie problemów przez współpracę ze specjalistami, którzy są w stanie zagwarantować brak wad ukrytych, wydaje się nie tylko rozsądne, ale także dalekowzroczne.

TRENDY W WIĄZKACH
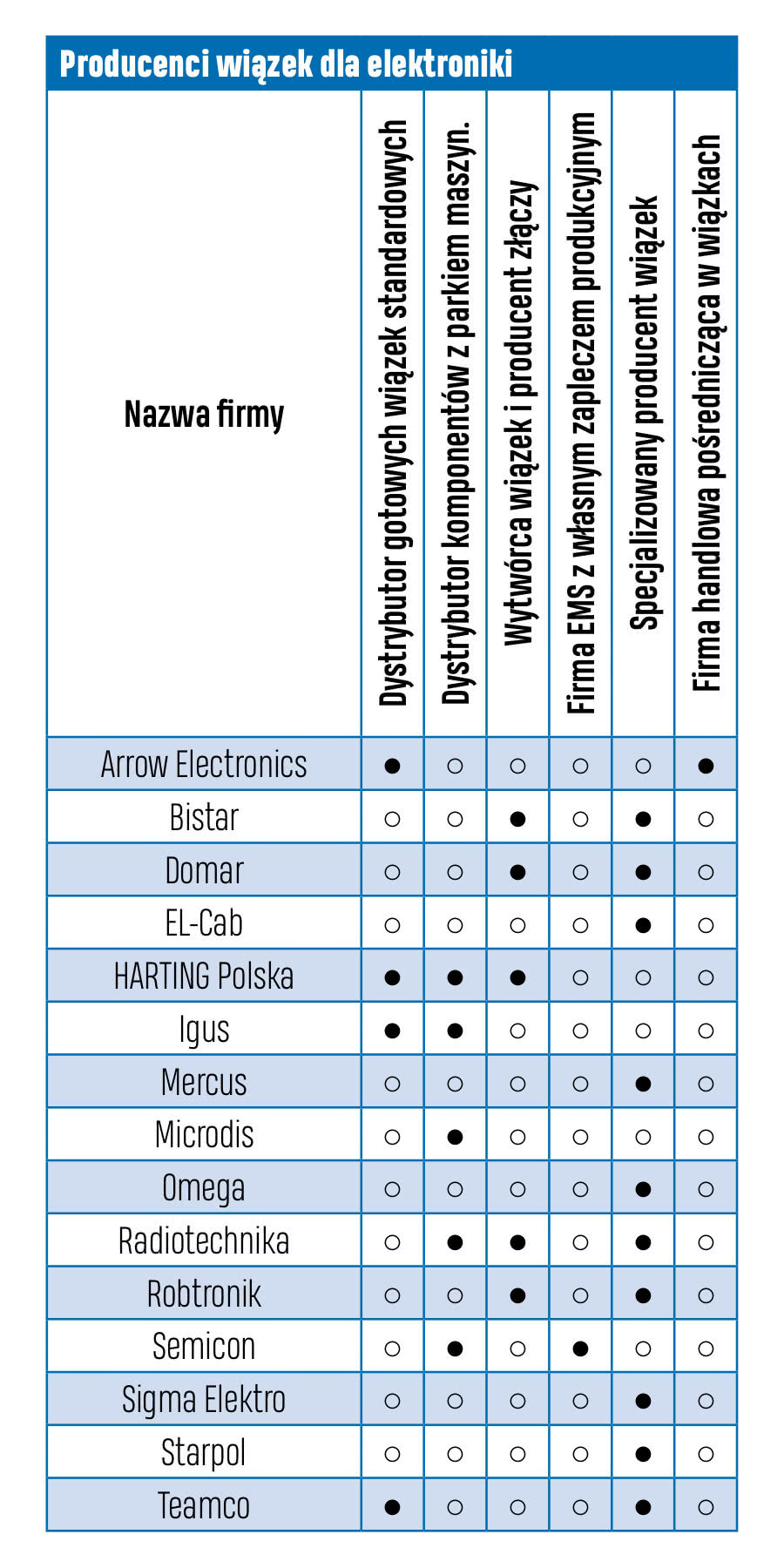
Jednym z najważniejszych trendów zmieniających rynek wiązek kablowych, jeśli chodzi o siłę oddziaływania, jest z pewnością miniaturyzacja. Wynika ona ze zmian w samej elektronice, która z roku na rok jest coraz bardziej złożona, upakowana, mniejsza, a komponenty mają coraz mniejsze rastry. Taśmy wstążkowe i przewody FPC o rastrze 0,5 mm nie są już dzisiaj niczym szczególnym, tak samo jak złącza kabel-kabel z rastrem 1‒1,5 mm. Takie komponenty są wielkim wyzwaniem dla producentów wiązek, nierzadko zmuszającym ich do inwestycji w sprzęt i narzędzia do obróbki i manipulacji, o dużej dokładności i powtarzalności. Im mniejsze wymiary styków, tym niestety wymagania co do zaawansowania i precyzji technologii są coraz ostrzejsze. W ślad za coraz większą miniaturyzacją idą też inne nowości, jak montaż zgrzewany lub spawany za pomocą lasera, bo zaciskanie jako podstawowa technika łączenia nie jest skuteczna.
Trendem jest też coraz większy udział wiązek specjalistycznych: dla medycyny, górnictwa, transportu szynowego, wojska itd. w wolumenie produkcji. Nie tylko wynika to z rosnącego znaczenia outsourcingu w całej technice, ale poniekąd z tego, że producenci przekonali klientów z takich branż, że potrafią spełnić ich wymagania i normy.
STAŁY WZROST WYMAGAŃ KLIENTÓW

Stosunkowo duża liczba producentów wiązek kablowych obecna w Polsce, zarówno tych lokalnych, jak i firm zagranicznych, stała się szansą na stworzenie środowiska branżowego, które w swoich działaniach słusznie stawia na zaawansowanie techniczne i jakość produktów. Firmy krajowe dysponują kadrą doświadczonych inżynierów, mają z reguły nowoczesny park maszynowy, w tym automaty do obróbki przewodów i zaciskania pinów. Jest to baza infrastrukturalna do tego, aby się rozwijać i móc sprostać coraz większym wymaganiom klientów. Oni oczekują przede wszystkim wysokiej jakości produktu, stabilności w biznesie i profesjonalizmu w działaniu. Dlatego celem jest zapewnienie niskiej ceny i bardzo wysokiej powtarzalności produkcji będącej podstawą wysokiej jakości. Liczy się też możliwość sprostania uniwersalnym trendom zmieniającym współczesną technikę jak miniaturyzacja. Oczekiwania stale się zwiększają na kolejne zagadnienia jak posiadanie certyfikatów jakości ISO, spełnianie norm branżowych, kontrolę jakościową. W dalszej kolejności ważne jest posiadanie buforów magazynowych, kompleksowej usługi, doświadczenia oraz specjalistycznego sprzętu do kontroli wiązek pozwalającego m.in. na szczegółowe kontrole obszaru zacisku przewodu, inspekcję promieniowaniem Roentgena, czy wręcz badanie składu chemicznego materiałów wiązek.
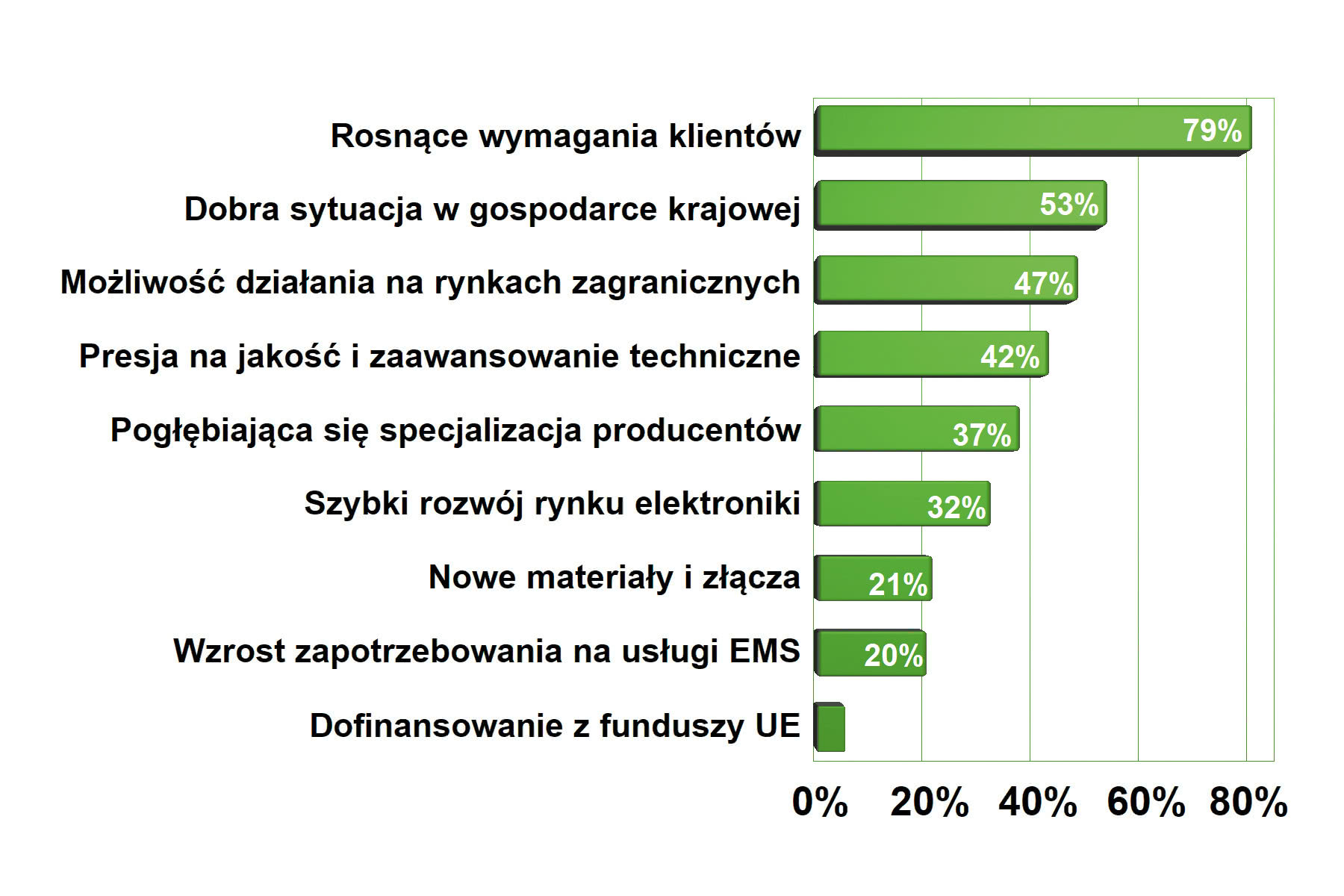
SPECJALIZACJA FIRM POGŁĘBIA SIĘ

Specjalizacja, czyli ukierunkowanie na określony typ klientów, nie jest specjalnie widoczna w ofertach zamieszczanych na przykład na stronach internetowych, bo z reguły producenci nie wskazują z góry jaki sektor współczesnej techniki jest im bliski, ale wyniki naszego badania ankietowego jednoznacznie pokazują, że jest to proces, który stale postępuje i daje się zarysować podział w funkcji obsługiwanego rynku i grup klientów. Oczywiście mowa jest o krajowych producentach, bo te duże i największe firmy z reguły są wąsko ukierunkowane np. na zlecenia z branży AGD lub sektora motoryzacji. Wiązki kablowe produkują też wytwórcy złączy, jak chociażby Molex lub TE Connectivity, dla których jest to wartość dodana i rodzaj dodatkowego kanału sprzedaży do złączy, ale z reguły ich działalność jest podporządkowana działalności globalnej i zleceniom płynącym z poziomu korporacyjnego.

Nietrudno też zauważyć, że takich dużych firm w naszym zestawieniu jest bardzo mało. Wielu gigantów nie zdecydowało się nawet na wypełnienie ankiety, co przekonuje, że nie są one formalnie zainteresowani bezpośrednią obsługą małych i średnich zleceń z rynku polskiego, mają pełny portfel zamówień i obłożone maszyny. Producenci złączy wypracowali też mechanizmy obsługi niewielkich zamówień na wiązki za pośrednictwem dystrybutorów komponentów. To też jest znak rosnącej specjalizacji.

MONTAŻ PRZEZ ZACISKANIE TO PODSTAWA W TEJ BRANŻY
Mimo że w zakresie konstrukcji złączy wiele się dzieje, a na rynku pojawiają się co chwila rozwiązania zapewniające szybki montaż przewodów, dla świata wiązek kablowych to całkiem osobna historia i można powiedzieć, że bez wpływu na ten rodzaj biznesu.
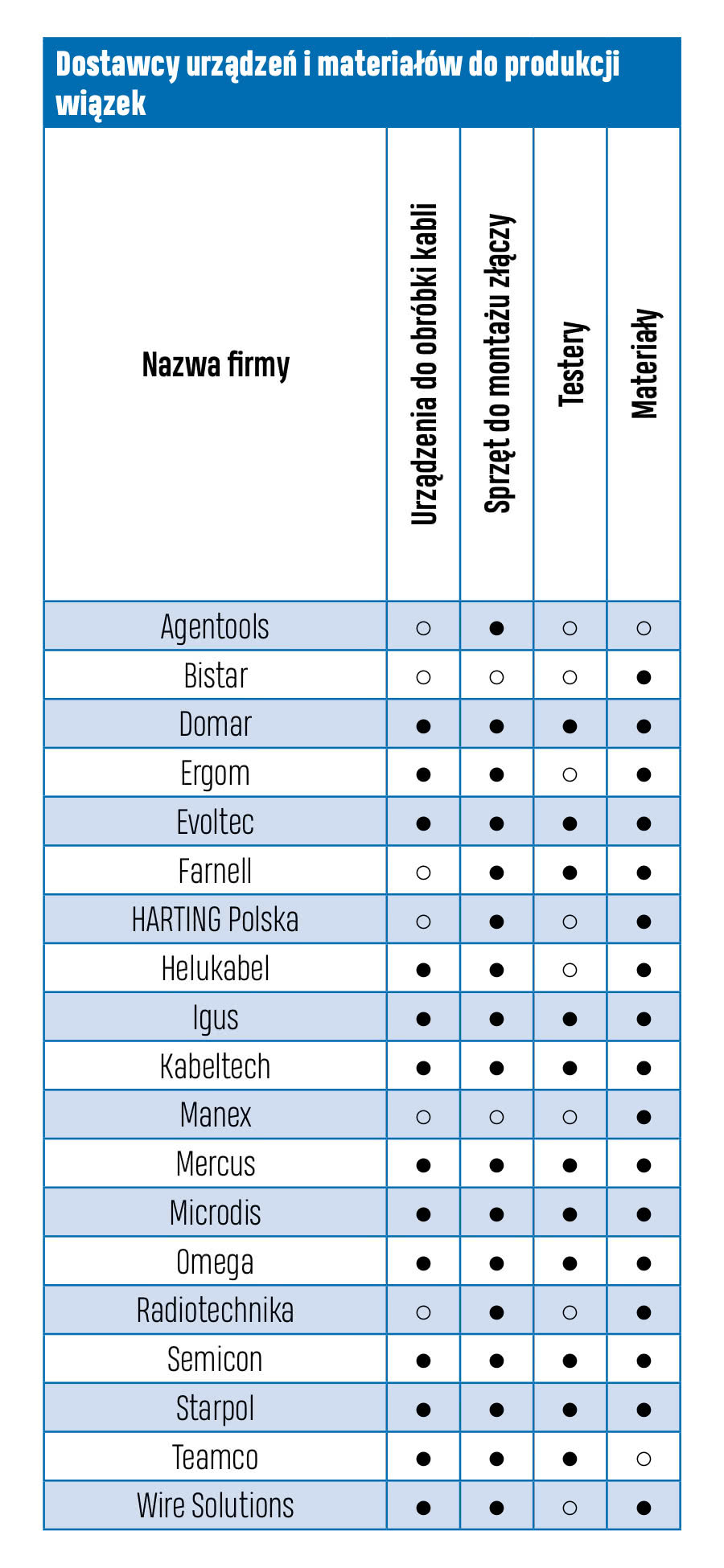
Z uwagi na koszty i konieczność zapewnienia wysokiej jakości i trwałości połączeń w przypadku wiązek kablowych dominują rozwiązania z pinami zaciskanymi. Jest to najprostsza i najlepsza pod kątem technicznym metoda łączenia żyły przewodu z konstrukcją wtyku lub gniazda, dająca się zautomatyzować, a także niewymagająca dodatkowych czynności i materiałów.
Zaciskanie przewodów jest podstawą montażu przewodów w całym obszarze techniki połączeniowej i wyłamują się z tego jedynie rozwiązania takie, jak kable elastyczne i taśmowe, które zazwyczaj łączy się poprzez wciskanie z odizolowaniem techniką IDC, a także subminiaturowe złącza o bardzo małych rastrach, dla których zamiast zaciskania stosuje się zgrzewanie laserowe.
Wiązki to nie tylko złącza, ale też przewody taśmy i uszczelki, osłony złączy, wyprowadzeń kabla ze złącza, peszle, ekrany oraz koszulki termokurczliwe, które dostępne są w wersjach sztywnych i elastycznych, o różnym stopniu kompresji, a nawet z wewnętrznym ekranem oraz klejem uszczelniającym.
Jakość tych materiałów jest tak samo istotna jak całej reszty, bo zapewnia długoterminową odporność mechaniczną oraz środowiskową. Przewody i duża część materiałów tego typu są wytwarzane przez firmy krajowe, zwłaszcza dotyczy to przewodów standardowych. Przewody specjalistyczne (na wysokie temperatury, bardzo cienkie, w podwójnej izolacji, o dużej elastyczności i podobne) pochodzą w większości z importu.








