
Kontraktowa produkcja elektroniki
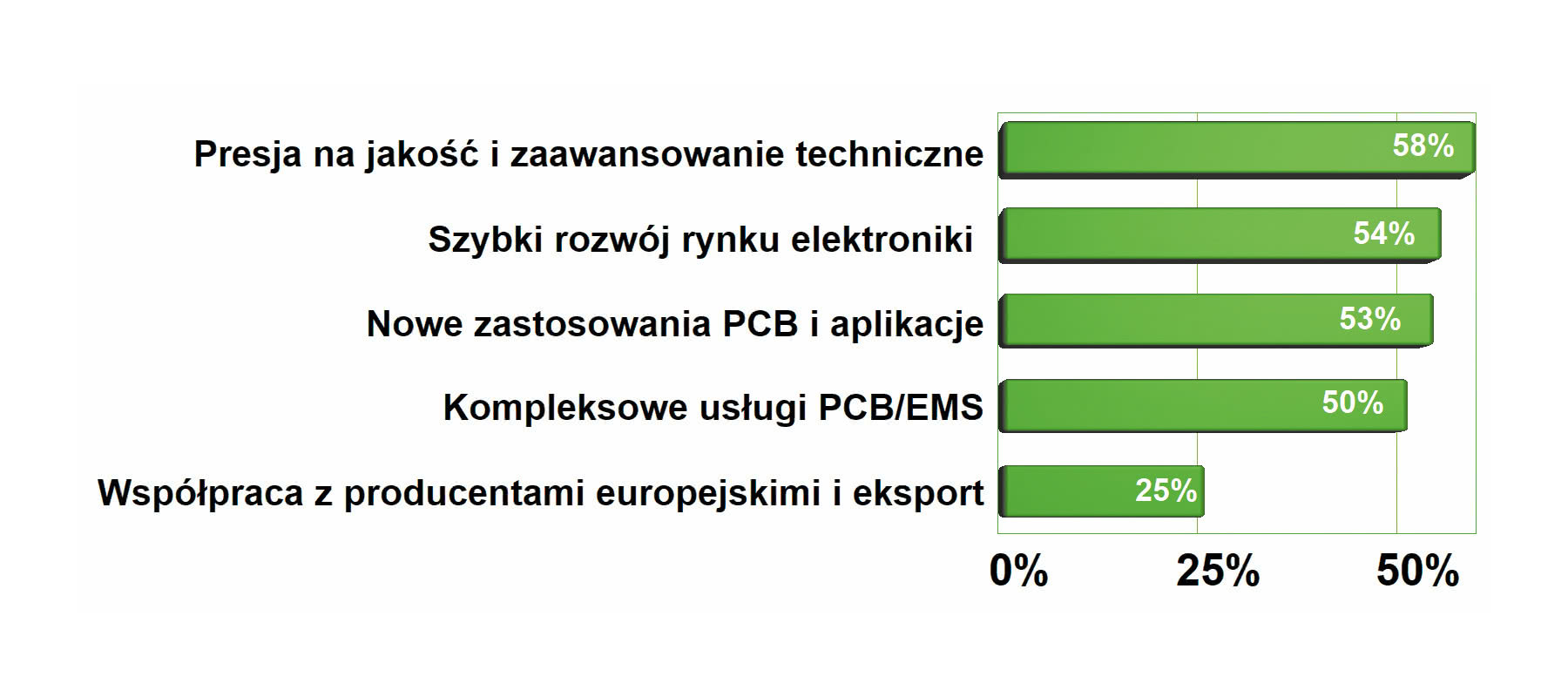
Szybki rozwój branży EMS wynika w dużej mierze z tego, że usługi te doskonale wpisują się w aktualne potrzeby rynku oraz można wyróżnić bardzo wiele czynników pozytywnie stymulujących ten rynek. Początkowo paliwem napędowym była ekonomia, bo kooperacja jest sposobem na to, aby nie musieć utrzymywać własnego parku maszynowego, magazynu, logistyki i tym samym zapewnić sobie lepszą konkurencyjność na rynku w warunkach sezonowości, ograniczonego budżetu itd.
Drugi czynnik to dostęp do nowoczesności. Firmy kontraktowe można też traktować jako dostawców zaawansowanej technologii produkcji, bowiem na wiele innowacyjnych maszyn producentów elektroniki nie stać. Myśląc o produkcji elektroniki w większości przypadków rozważa się drukarkę do nakładania pasty, automat montażowy i piec, ale w praktyce sprzętu potrzeba więcej, coraz więcej, bo wymagania technologiczne rosną. W warunkach krajowych lokalne firmy kontraktowe obsługują głównie krótkie i średnie serie, gdzie w krótkim czasie trzeba wyprodukować specjalistyczne urządzenie. W tak zdefiniowanym obszarze zawsze jest większa presja na jakość, potrzeba wykonania dodatkowych operacji, np. lakierowania i bogaty park maszynowy usługodawców staje się potężnym atutem.
Po trzecie, elastyczność, czyli możliwość wytwarzania krótkich serii w różnych technologiach, wariantach, a więc bez ograniczeń wynikających z własnego parku maszynowego. Elastyczność techniczna i terminowa jest jednym z ważniejszych powodów, dla których z producentami EMS współpracują też firmy posiadające własne linie produkcyjne, bo dzięki kooperacji likwidują zatory terminowe i mają dostęp do innych procesów.
Po czwarte, usługi EMS pozwalają skupić się firmie na rozwoju produktu, a więc głównej wartości firmy. Przy dzisiejszym poziomie innowacyjności i rozwoju technologicznym cały wysiłek powinien być poświęcony na produkt.
Szybki rozwój elektroniki
W ostatnich latach powstało sporo nowych firm i start-upów wdrażających do produkcji nowe oryginalne i nowatorskie urządzenia. Firmy te często nie mają doświadczenia projektowego i technologicznego, co stwarza szansę dla branży EMS, która może zapewnić nie tylko niską cenę, krótki termin realizacji zlecenia oraz wysoką jakość, ale także pomoc w doprowadzeniu koncepcji projektu do finalnego produktu.
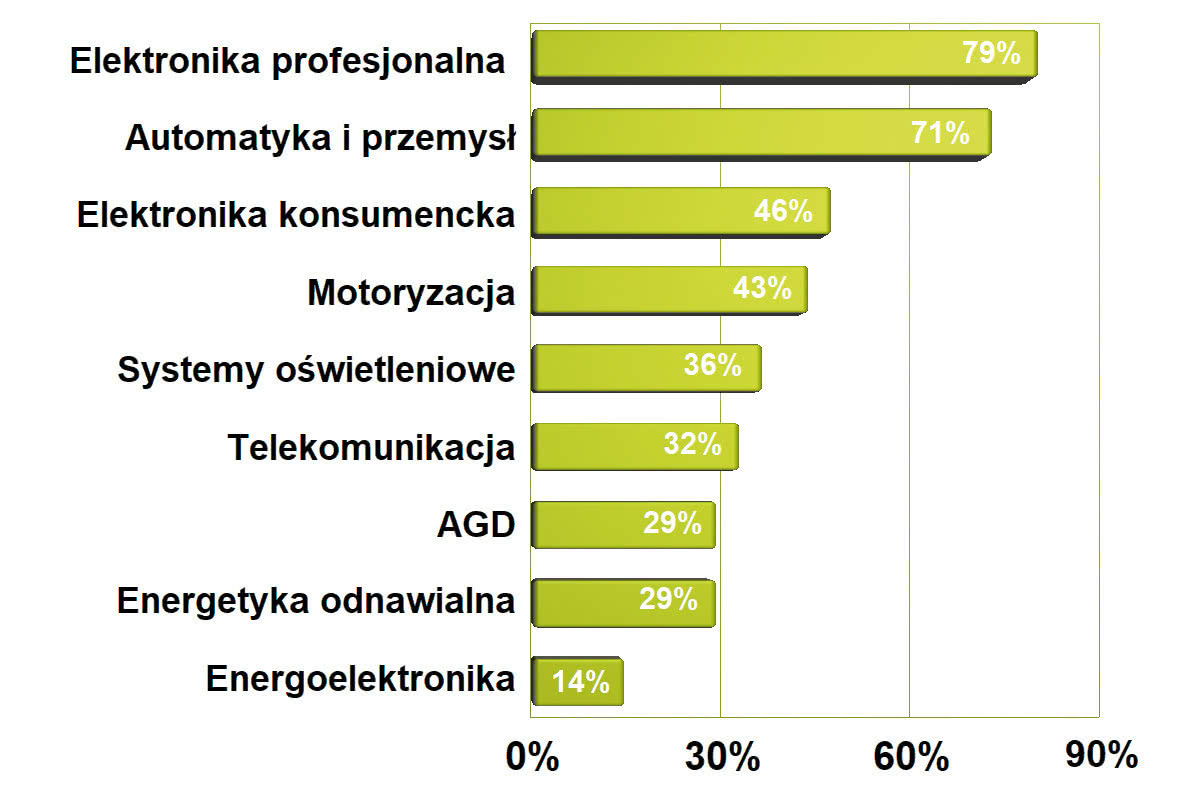
Poza nimi potencjalnym klientem jest wiele firm spoza obszaru elektroniki, które na pewnym etapie muszą sięgnąć po takie rozwiązania. Elektronika wdziera się dzisiaj w wiele nowych obszarów zastosowań, zarówno tych profesjonalnych, czyli w transporcie, przemyśle, medycynie. Rozwijane są aplikacje elektromobilne, np. stacje ładowania, produkty specjalistyczne i proste gadżety np. wspierające marketing lub handel. To wszystko trzeba gdzieś wyprodukować, dlatego branża EMS może spać spokojnie – pracy im nie zabraknie, bo elektronizacja życia jest nieunikniona. Galopująca miniaturyzacja, szybko zmieniające się technologie powodują dla takich klientów dużo problemów technicznych, zwłaszcza gdy elektronika nie jest ich centrum biznesu. W miarę jak zasięg elektroniki się poszerza o nowe dziedziny takich przedsiębiorstw jest coraz więcej i ich udział w strukturze zleceń dla producentów kontraktowych wzrasta.
Im pełniejsza kompleksowość, tym lepiej
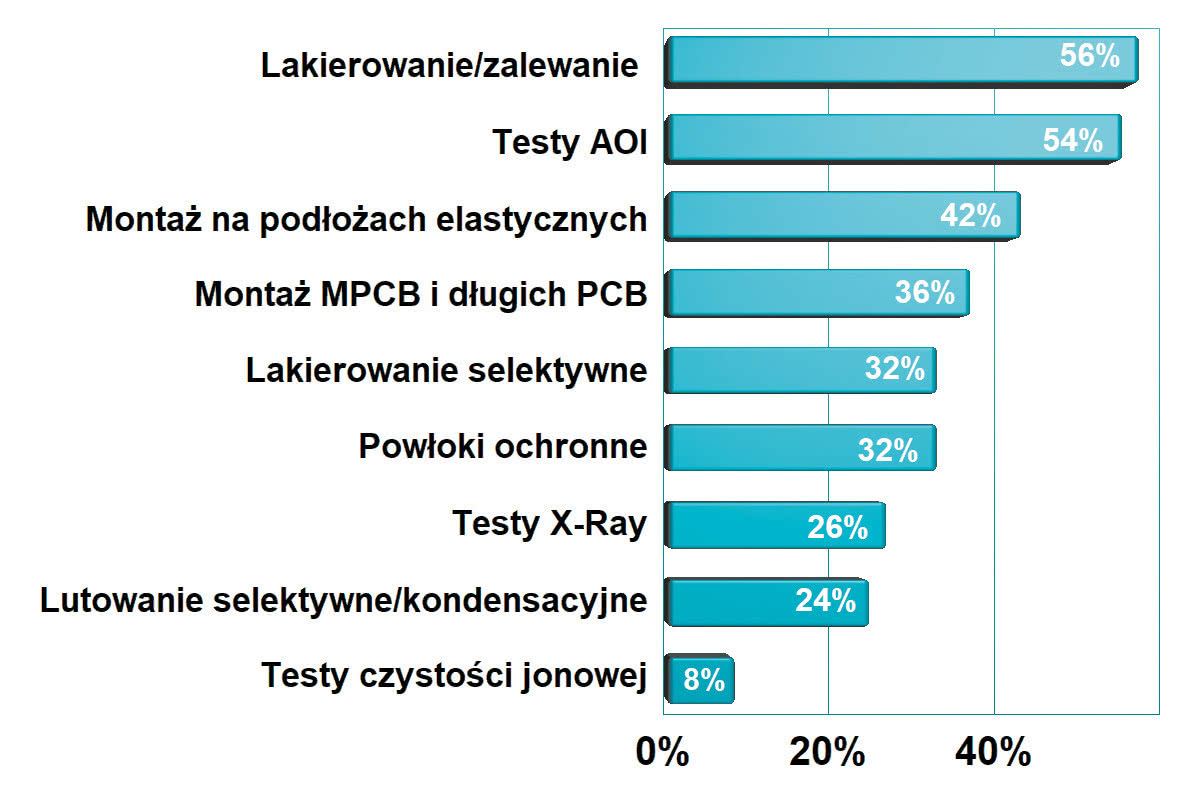
Cały czas zwiększa się znaczenie kompleksowej usługi produkcyjnej i firmy EMS nieustannie poszerzają katalog dostępnych operacji, często o specjalistyczne usługi takie jak kontrola rentgenowska, selektywne lutowanie i lakierowanie, montaż mechaniczny, wykonywanie wiązek kablowych i podobne (wytwarzanie elementów metodą druku 3D). Kompleksowość zapewnia także wydzielona linia do szybkiego prototypowania oraz magazyn komponentów z kontrolowaną atmosferą.
Poza procesami produkcyjnymi w zapewnieniu kompleksowości pomaga projektowanie. Niekoniecznie od razu takie zaawansowane, bo rynek potrzebuje nawet prostego przeprojektowania płytki pod inne komponenty, modernizacji pod mniejsze wersje, te montowane automatycznie itp. W dalszej kolejności dochodzi pełne projektowanie, potem badania inżynierskie, dalej optymalizacja konstrukcyjna produktów pod kątem produkcji i technologicznej łatwości, serwis gwarancyjny i podobne zagadnienia.
Branża EMS bezsprzecznie zmienia się w tym kierunku, a powodem jest wysoki koszt pracy inżynierskiej, ograniczona dostępność doświadczonych specjalistów i złożoność zagadnień projektowych. Wiele firm działających w mniejszej skali nie dysponuje takim projektantami, nie ma na to środków albo nie jest w stanie zapewnić im zajęcia na cały etat. Producentowi EMS łatwiej spełnić te warunki, bo ma wielu klientów i zna się na technologii produkcji. Zwłaszcza takiemu, który sam coś wytwarza, a jako EMS sprzedaje nadwyżki mocy.
Projektowanie kolejną aktywnością firm EMS
Obszar produkcji kontraktowej elektroniki to doskonały poligon do obserwacji, jak szybko rosną wymagania klientów w stosunku do kooperantów. Dzisiaj coraz częściej oczekuje się, że firma kontraktowa zapewni wiedzę oraz pomoże skutecznie ograniczyć koszty produkcji. Galopująca miniaturyzacja, szybko zmieniające się technologie powodują dużo problemów technicznych, zwłaszcza gdy elektronika nie jest centrum biznesu dla zleceniodawcy. W miarę jak zasięg elektroniki się poszerza o nowe dziedziny, takich przedsiębiorstw jest coraz więcej i ich udział w strukturze zleceń dla producentów kontraktowych wzrasta. Jest to logiczne, bo klasyczni producenci elektroniki, tacy którzy operują na większych seriach produkcyjnych, mają nierzadko własne linie produkcyjne.
Można przyjąć, że im elektronika jest dla danej firmy bardziej odległa od centrum biznesu, tym zapotrzebowanie na usługi projektowe jest większe. Niestety, często słabe kwalifikacje i doświadczenie konstruktorów i projektantów w firmach elektronicznych uniemożliwiają bezproblemową realizację projektów, a firmy odległe od elektroniki wręcz wymagają pomocy związanej z projektowaniem i przygotowaniem produkcji, kompleksowej obsługi, włącznie z uczestniczeniem w fazie przygotowania projektu i jego wdrożenia, optymalizacji pod kątem funkcjonalnym i kosztowym oraz zapewnienia obsługi posprzedażnej dla produktu. Dobrze jest mieć ponadto całościową wiedzę na temat branży – od znajomości produkcji PCB poprzez technologie montażu i znajomość komponentów.
Stąd widać, że dla zapewnienia rozwoju istotne staje się posiadanie wewnętrznego biura projektowego a nawet laboratorium EMC. Jeśli nie własnego, to przynajmniej blisko współpracującego EMS-em.

Jakość jest niezmiennie istotna w EMS
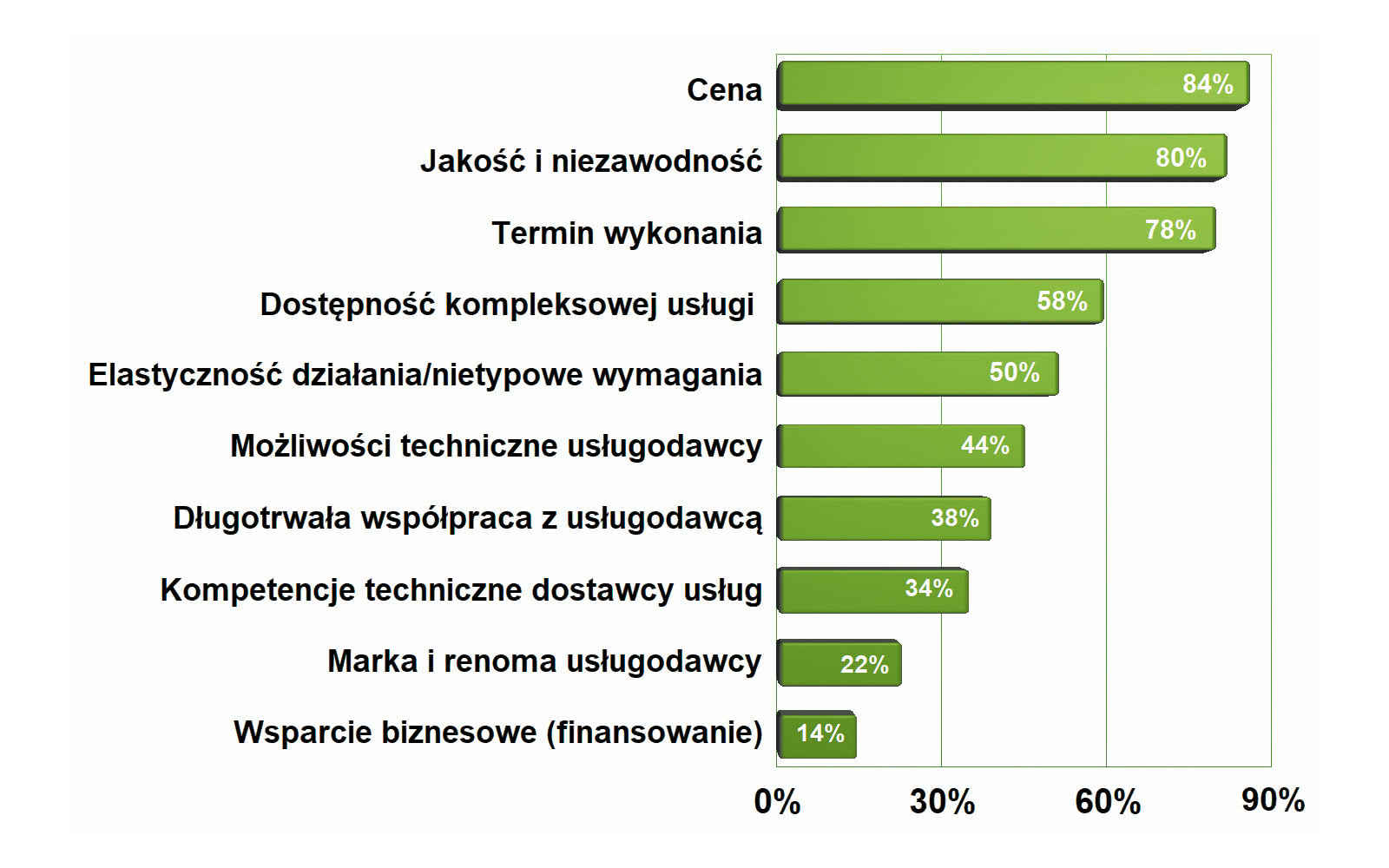
Jakość, obok ceny i czasu realizacji, jest jednym z najważniejszych zagadnień, które klienci firm montażowych biorą pod uwagę. Nie chodzi o werbalne zapewnienia – kontrola jakości musi być potwierdzona poprzez AOI, X-Ray i testy ICT/FCT, a także system traceability. Elementem walki o jakość jest też zwiększająca się popularność lakierowania i zalewania płytek. Klienci zwracają ponadto uwagę na przestrzeganie norm i stosowanie się do standardów IPC. To wszystko są atrybuty zaawansowania technologicznego i wysokiej jakości w produkcji, na które zwraca się uwagę. W przypadku montażu kontraktowego zawsze będzie ona wiodącym tematem w branży.
Udokumentowane kompetencje
Kompetencje krajowej branży EMS z roku na rok rosną i dobrym miernikiem tego procesu mogą być coraz liczniejsze certyfikaty IPC, jakie pojawiają się na witrynach internetowych usługodawców. Aby mówić o jakości, poprawiać i doskonalić procesy technologiczne i aby mieć wspólną i jednoznacznie opisaną płaszczyznę wymagań co do montażu, trzeba mieć wzorce do porównań i punktów odniesień. Tę funkcję pełnią od lat normy IPC, np. IPC-A610G i należy się cieszyć, że są one cenione i pożądane przez specjalistów oraz że nie ma problemów ze zdobyciem takich certyfikatów.
O jakości wiele się mówi we współczesnej technice, niemniej jest to pojęcie bardzo ogólne, które może być różnie interpretowane, przez co to, co dla jednego jest satysfakcjonujące, innemu wydaje się nieodpowiednie. Normy IPC jakość definiują na tyle jednoznacznie w obszarze montażu płytek drukowanych i zapewne dlatego branża jest zainteresowana tym, aby "być zgodnym". Jakość montażu według standardu IPC stała się normą, a obecnie widać też wzrost zainteresowania klasą 2, czyli procesem, gdzie dopuszczalne odchyłki od ideału są mniejsze.
Materiały do produkcji elektroniki

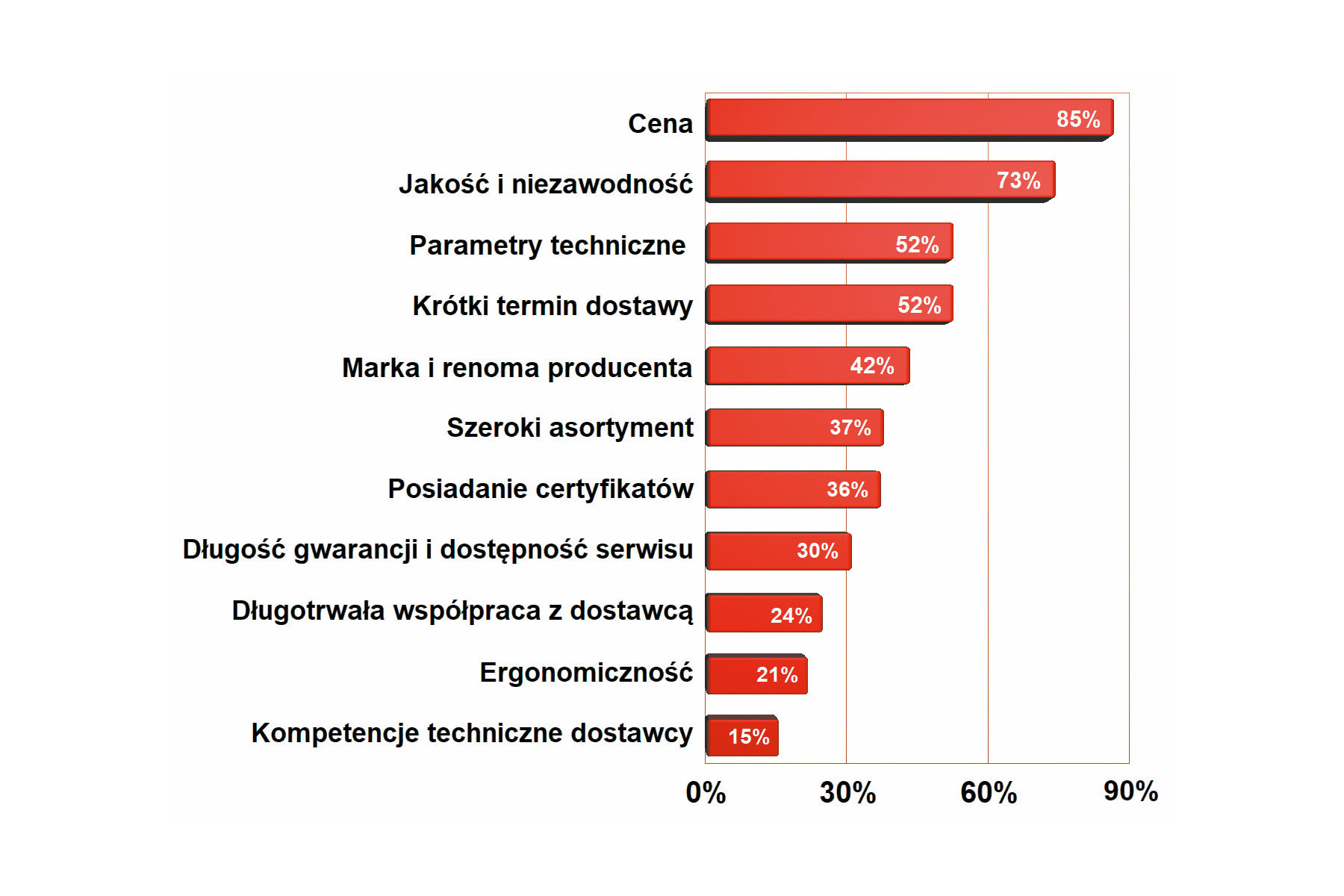
Materiały do produkcji elektroniki z jednej strony determinują jakość i w części zaawansowanie procesów produkcyjnych, z drugiej strony ustalają też koszty produkcji. Przy szerokim asortymencie produktów na rynku, licznych markach handlowych, rozbudowanej sieci dystrybucji, wybór konkretnego produktu staje się zagadnieniem wielowymiarowym. Konieczne jest precyzyjne określenie swoich potrzeb i wymagań, a następnie znalezienie produktu o najlepszym stosunku możliwości do ceny. Rozwiązanie takiej łamigłówki wymaga wiedzy oraz dużej ilości wolnego czasu, stąd w wielu przypadkach decydująca staje się opinia, rekomendacja i dostępne wsparcie techniczne ze strony dostawcy.

Bardzo szeroka oferta rynku
Cechą szczególną rynku materiałów do produkcji elektroniki jest bardzo duży asortyment pozwalający na zgodne współistnienie wielu dostawców na rynku oraz na specjalizację firm w określonej tematyce. Patrząc pod tym kątem na rynek, można wyróżnić kilka istotnych grup produktowych.
Materiały termoprzewodzące to pasty o różnej rezystancji termicznej, a także wypełniacze szczelin, zalewy żele, które różnią się między sobą gęstością, sposobem aplikacji i zastosowaniem. Są też materiały PCM (z przemianą fazową), które mają lepsze właściwości cieplne w porównaniu do równoważnych rozwiązań tradycyjnych. Poza materiałami bezpostaciowymi są oczywiście jeszcze folie i gotowe podkładki tego typu, także grube, ale elastyczne i przypominające gąbkę wypełniacze szczelin (gap filler). Ważnym atutem taśm i folii termoprzewodzących jest to, że zapewniają potrzebną izolację galwaniczną, co pomaga w zapewnieniu bezpieczeństwa użytkowania. Druga ważna grupa to materiały do ochrony antystatycznej: dla pracowników, a więc odzież, obuwie, rękawiczki, opaski, maski, a także środki chroniące proces produkcyjny, jak meble, maty, podłogi, sprzęt kontrolny (testery), elementy wyposażenia stanowisk pracy. Dalej są produkty do ochrony gotowych wyrobów, takie jak opakowania, folie, torebki strunowe, pianki, pudełka itd.

Trzecia grupa to materiały do lutowania – głównie topniki, pasty lutownicze i kleje do mocowania elementów SMD na płytce drukowanej. Za każdym z tych terminów kryje się kilkadziesiąt różnych produktów, o różnym składzie, przeznaczeniu, aktywności i sposobie neutralizacji resztek oraz wielkości opakowania.
W dalszej kolejności można wyróżnić produkty chemiczne do czyszczenia i zabezpieczania. Są to głównie zmywacze rozpuszczalnikowe bazujące na alkoholu izopropylowym lub wodzie z dodatkiem substancji aktywnych, takich jak detergenty oraz środki obniżające napięcie powierzchniowe. Zabezpieczenia to przede wszystkim lakiery akrylowe i uretanowe, ale także silikonowe i epoksydowe. Lakiery muszą spełnić odpowiednie warunki takie jak elastyczność, odporność na zmiany temperatury i wibracje. Bardzo ważne jest to, aby były odporne na wilgoć oraz cechowały się dobrymi właściwości izolacyjnymi, a także miały dobrą odporność chemiczną i przepuszczalność do podłoża. Bardzo ważna jest także zdolność lakieru do zwilżania powierzchni płytki i komponentów na niej umieszczonych.
Dariusz Młynarczyk
|

Na koniec trzeba wspomnieć o aerozolach serwisowych. Są to najczęściej środki czyszczące styki z brudu i tlenków, sprężone gazy do wydmuchiwania kurzu oraz zmywacze i rozpuszczalniki. W aerozolu jest dostępnych wiele środków specjalistycznych: lakiery izolacyjne, emulsje światłoczułe, zamrażacze itd.
W ostatnich miesiącach koszty produkcji elektroniki istotnie wzrosły. Jest to problem zarówno dla firm OEM, jak i licznych EMS- ów, którzy zmuszeni zostali do wdrożenia działań zaradczych. W takim kontekście poszukiwane są rozwiązania pozwalające na ograniczenie kosztów, niekoniecznie tańsze w zakupie, ale zapewniające oszczędności w szerszej skali, a więc dzięki mniejszemu zużyciu energii przez piece, dające mniejszą ilość odpadów lub też niewymagające mycia, utylizacji resztek, płacenia za ścieki. Można takie rozwiązania nazywać ekologicznymi, niemniej w elektronice mają one wymiar utylitarny, praktyczny – chodzi o to, aby w rozliczeniu końcowym były tańsze. Mniejsza zawartość substancji szkodliwych, np. lotnych związków organicznych, prowadzi do mniej restrykcyjnych wymagań w zakresie zapewnienia wentylacji, daje krótszy czas suszenia lub brak wymogu stosowania silnych środków ochrony osobistej u pracowników. To też jest zysk. Oczywiście same materiały nie rozwiązują problemu kosztów, ale z pewnością są one jednym z elementów wielu synergicznych działań związanych z poprawą efektywności biznesu. W ofertach dostawców materiałów do produkcji jest coraz więcej produktów o takich cechach, co przekonuje, że rynek rozwija się w tym kierunku.

Szczęśliwie dla nas krajowa elektronika znajduje się w dość dobrym położeniu. Nasze firmy lokują się między bogatszymi rynkami kontynentalnymi Europy Zachodniej, Skandynawii, Wielkiej Brytanii a rynkami azjatyckimi. Dla tych bogatszych krajów jesteśmy tańszym zapleczem, ale nadal bliskim i łatwym w komunikacji oraz z dostępną wydajną logistyką. Z tego położenia korzystamy, przyciągając zaawansowane projekty specjalistyczne, przemysłowe, z obszaru e-mobilności i energetyki. Dzięki temu nawet gorsze warunki makroekeonomiczne pozwalają na rentowność.
Odpowiedzialność w biznesie
Producenci dobrze wiedzą, jakie wymagania nakładają na nich liczne regulacje środowiskowe, wymagania związane z bezpieczeństwem pracowników, gospodarką odpadami i podobnymi. Zakłady nie działają w izolacji, są częścią osiedli, miast, stref przemysłowych i muszą się dostosować do okoliczności i warunków tam panujących. Rośnie także świadomość pracowników firm w zakresie potrzeb, norm i zagrożeń. Trzeba być zgodnym, bo inaczej rośnie ryzyko biznesowe i tym samym bycie na bakier z przepisami przestaje się opłacać.
Monika DybalskaAmtest
Produkcja elektroniki jest procesem złożonym i składa się z wielu etapów. Jednym z ostatnich elementów tego procesu jest nałożenie lakieru bądź powłoki konformalnej. W obecnych czasach jeszcze duża część elektroniki nie jest lakierowana, ze względu na dodatkowe koszty. Niemniej jednak nie należy pytać, jakie są koszty ochrony, a raczej zastanowić się nad ryzykiem, kiedy elektronika nie jest zabezpieczona. Naprawy, wymiany, koszt utraty reputacji marki oraz koszty przyszłej działalności mają coraz większe znaczenie. Powłoki konformalne umożliwiają klientom ochronę urządzeń elektronicznych w różnych środowiskach pracy, takimi jak wilgoć, szok termiczny, wyładowania elektrostatyczne, wibracje i zanieczyszczenia. Przy wyborze rodzaju tej ochrony należy wziąć pod uwagę, jaki stopień ochrony jest wymagany i jakie są warunki pracy. Należy określić oczekiwany zakres temperatur roboczych dla płytki drukowanej, wielkość udarów lub cykli termicznych, które prowadzą do pękania lakieru, poważnie ograniczając możliwości ochronne. Liczy się też wymagany stopień odporności chemicznej. Materiały akrylowe, choć łatwo usuwalne, są generalnie bardzo podatne na działanie rozpuszczalników, zapewniają większą odporność chemiczną, ale są trudne do usunięcia. Na koniec należy wskazać, jaki mechanizm utwardzania lakieru jest dla nas bardziej interesujący. Do wyboru są materiały na bazie rozpuszczalnika lub lakiery światłoutwardzalne, które są bardziej ekologiczne. Dodatkowo podczas wyboru materiału do powlekania obwodów drukowanych zwrócić należy uwagę na wybrany proces aplikacji, koszty ekonomiczne, certyfikaty i pożądany rezultat. Są to jednak tylko niektóre czynniki, które należy rozważyć przy wyborze powłoki konforemnej. |
Poza tym wymagania klientów uwzględniają często aspekty środowiskowe produkcji. Otrzymanie zlecenia od zachodniego partnera bardzo często obudowane jest warunkami i tym, że kontrahent musi udokumentować, że spełnia listę wymagań, bo inaczej nie ma mowy o współpracy. Jest to część świadomej polityki biznesowej, która zakłada brak współpracy z tymi, którzy nie są wystarczająco odpowiedzialni.
Oprócz wymagań formalnych nakładanych przez prawo i regulacji branżowych wynikających z ogólnie przyjętych zasad definiowanych przez stowarzyszenia, takie jak np. IPC, dochodzą jeszcze inne oczekiwania o charakterze społecznym. np. aby produkty nie zawierały minerałów, które są wydobywane na świecie w strefach, gdzie nie przestrzega się praw ludzi i ochrony środowiska (mineral conflicts). To samo dotyczy teraz wojny.

Bliska współpraca jako metoda na jakość
Powiązanie z renomowanym dostawcą i producentem staje się istotne także z tego powodu, że w przypadku materiałów jakości nie jest łatwo skontrolować. Do tego potrzeba jest wiedza, która daleko wykracza poza zagadnienia znane elektronikom, np. dotyczy chemii i to nie na poziomie szkoły średniej. Dalej trzeba umieć tę jakość opisać w formie wymagań i parametrów, kryteriów krótkoterminowych, takich jak czas przydatności do użycia oraz aspektów długoterminowych związanych z odpornością środowiskową, na przykład żółknięciem lub utratą plastyczności pod wpływem promieniowania UV. W dalszym kroku taką listę oczekiwań i wymagań trzeba potrafić przełożyć na proces weryfikacji źródeł zaopatrzenia i walidacji zakupów. Do tego niezbędna będzie aparatura. O ile wielkości takie jak napięcie lub temperatura potrafimy mierzyć tanio i dokładnie, o tyle jest wiele obszarów techniki, gdzie pomiary nie są łatwe lub wymagają drogiego sprzętu będącego poza zasięgiem większości.

Wniosek z tego jest taki, że zapewnienie jakości w materiałach do produkcji realizowany jest poprzez trzymanie się autoryzowanych kanałów sprzedaży, markowych producentów i ich umocowanych przedstawicieli lokalnych po to, aby mieć niewrażliwy na nadużycia, szczelny łańcuch dostaw. Wówczas do działania wystarczą dokumenty: certyfikaty, poświadczenia, karty charakterystyki, umowy i to, że w razie, gdyby pojawił się problem, nabywca nie zostanie na lodzie, tylko otrzyma pomoc.
Co więcej, ponieważ nie jest też łatwo powiązać usterek jakościowych ze specyfikacją materiałów, stąd znaczenie wyboru dostawcy i tego, jaki poziom merytoryczny on reprezentuje, jest czynnikiem bardzo istotnym. Podobnie jak w wielu innych specjalistycznych grupach produktów dla elektroniki, rola wsparcia technicznego i pomocy ze strony dostawcy staje się z roku na rok coraz ważniejsza, gdyż orientacja na rynku, na którym jest wiele produktów i producentów, nie jest łatwa.
Małgorzata WierzbickaSemicon
Klienci coraz bardziej zwracają uwagę na jakość, parametry techniczne, a mniej na cenę. Bardzo ważna jest też dostępność. Konkretne wymagania definiują potrzeby klienta. Jeśli są to zwykłe preparaty serwisowe, istotna jest cena, natomiast w przypadku lakierów czy żywic – produkt musi być dostosowany do wymogów danego projektu, gdzie ma być użyty. Bardzo często klient wskazuje obecnie na pożądanego producenta danego materiału. Ważne jest także, czy dany produkt ma niezbędną dokumentację tj. karty charakterystyki lub certyfikaty jakościowe. Ponadto liczy się jak najdłuższy termin ważności, a to jest trudne np. w przypadku silikonów.
Okres po pandemii oraz wojna na Ukrainie wpłynęły w znaczący sposób na dostępność surowców do produkcji materiałów chemicznych do elektroniki. Terminy dostaw u niektórych dostawców są nawet kilkumiesięczne. Skala problemu jest bardzo duża. Powoduje to zaburzenia w całym procesie produkcyjnym w firmach produkujących urządzenia do elektroniki. Drugi bardzo ważny problem to ciągle wzrosty cen materiałów, na co wpływają wahania kursów walut, rosnące stopy procentowe, podwyżki cen energii i surowców do produkcji oraz galopująca inflacja. Bardzo trudno jest oszacować koszty produkcji oraz długość procesu produkcyjnego, nie mając zagwarantowanej ceny oraz dostępności materiałów.
Rozwój biznesu kieruje się głównie do producentów elektroniki EMS. Na rynku elektroniki trwa dobra koniunktura pomimo pandemii oraz wojny na Ukrainie. Powstają nowe filie zagranicznych producentów. Bardzo dużo firm zwiększa swoje moce produkcyjne, budując nowe hale produkcyjne z uwagi na potrzeby rynku. Rośnie również zapotrzebowanie na materiały chemiczne do czyszczenia i zabezpieczania płytek i urządzeń elektronicznych. Obserwujemy duże zapotrzebowanie z rynku lotniczego i wojskowego. Popularnością cieszą się żywice do zalewania podzespołów elektronicznych i kabli dla motoryzacji. Rozwija się również rynek bateryjny, skąd także napływa zapotrzebowanie na materiały. Z uwagi na to, że posiadamy certyfikat normy medycznej i lotniczej, klienci zwracają się do nas z zamówieniami jako do certyfikowanego dostawcy. |
Rozwój technologii nakręca popyt
Użycie preparatów chemicznych staje się konieczne, bo maleją odległości między elementami i przerwy izolacyjne. Drobne zanieczyszczenia lub też pozostałości po lutowaniu są w stanie wpłynąć na jakość produktu i tym samym trzeba je usuwać w procesach. W elektronice profesjonalnej oczekiwania klientów dotyczą też dużej odporności środowiskowej urządzeń, a ich osiągnięcie wymaga wielu zabiegów takich jak przygotowanie powierzchni, oczyszczenie, pokrycie warstwami ochronnymi itp. Do tego wymagane są preparaty – coraz bardziej zaawansowane i specjalistyczne. Co więcej, poza materiałami chemicznymi niezbędnymi do stworzenia produktu jest jeszcze cała spora grupa wyrobów do utrzymania w dobrej kondycji linii produkcyjnej, np. do mycia szablonów.
Na skutek dużego upakowania komponentów staje się też konieczne odprowadzanie ciepła za pomocą materiałów termoprzewodzących, a wrażliwe na uszkodzenia mechaniczne podzespoły trzeba czasem przykleić do płytki lub chassis. Inaczej nie daje się zapewnić wystarczającej jakości lub też za pomocą nowoczesnych materiałów można to zrobić najłatwiej i najtaniej. Preparaty chemiczne są też narzędziem pozwalającym usunąć zanieczyszczenia, resztki topników, zabezpieczyć wrażliwe elementy przed uszkodzeniem w czasie procesu lutowania, przed wnikaniem wilgoci, kurzu i innymi zagrożeniami.

Zaawansowanie potrzebne do rozwoju technologii

Nowoczesne materiały do produkcji zmieniają też projektowanie elektroniki i przesuwają zakres aplikacyjny na obszary do niedawna niedostępne przy zwykłym podejściu. Coraz częściej wnętrze jest zalewane różnymi żywicami, które na początku są ciekłe, a potem ulegają częściowemu lub całkowitemu utwardzeniu. W tym drugim przypadku po reakcji masa przypomina twardą gumę. W ten sposób uszczelnia się wnętrza obudów po to, aby urządzenie było odporne na wilgoć, narażenia mechaniczne (upadek). Jest to też sposób na utrudnienie możliwości zajrzenia do środka osobom nieupoważnionym, metoda likwidacji pisków powstających w elementach indukcyjnych, a nawet rozwiązanie poprawiające możliwość działania przy wysokim napięciu bez przebić. Zalewanie jest też efektywną metodą odprowadzania ciepła i znakomicie się sprawdza, gdy urządzenie jest pod napięciem (np. w e-mobilności). Dzisiaj wiele urządzeń elektronicznych jest zamykanych w małych obudowach plastikowych bez otworów wentylacyjnych. Jest to wynik miniaturyzacji, wzrostu znaczenia elektroniki mobilnej, konieczności zapewnienia odporności środowiskowej oraz tego, że moc pobierana przez elektronikę jest coraz mniejsza. Chłodzenie w takiej sytuacji należy zapewnić dla całego pakietu, stąd projektanci sięgają po rozwiązania wykorzystujące materiały termoprzewodzące. Za ich pomocą przyklejają płytkę do obudowy, po to, aby zapewnić kontakt i transport ciepła na zewnątrz. Innym pomysłem jest zalanie wnętrza obudowy tworzywem o własnościach termoprzewodzących. W ten sposób cała obudowa staje się radiatorem, a rozpraszanie ciepła jest równomierne. Ten sposób sprawdza się, zwłaszcza gdy ciepła do rozproszenia nie jest dużo, a obudowa ma być szczelna. Warto zauważyć, że zalanie pozwala na większą miniaturyzację, np. elektroniki mocy, bo duża wytrzymałość na przebicie zalewy pozwala na zmniejszenie odstępów izolacyjnych. Nie ma też zagrożenia tym, że płytka się z czasem pokryje kurzem, kurz nasiąknie wodą i nastąpi przebicie. Podobnie jest w innych produktach, ale przykład związany z zalewaniem najbardziej przemawia do wyobraźni.
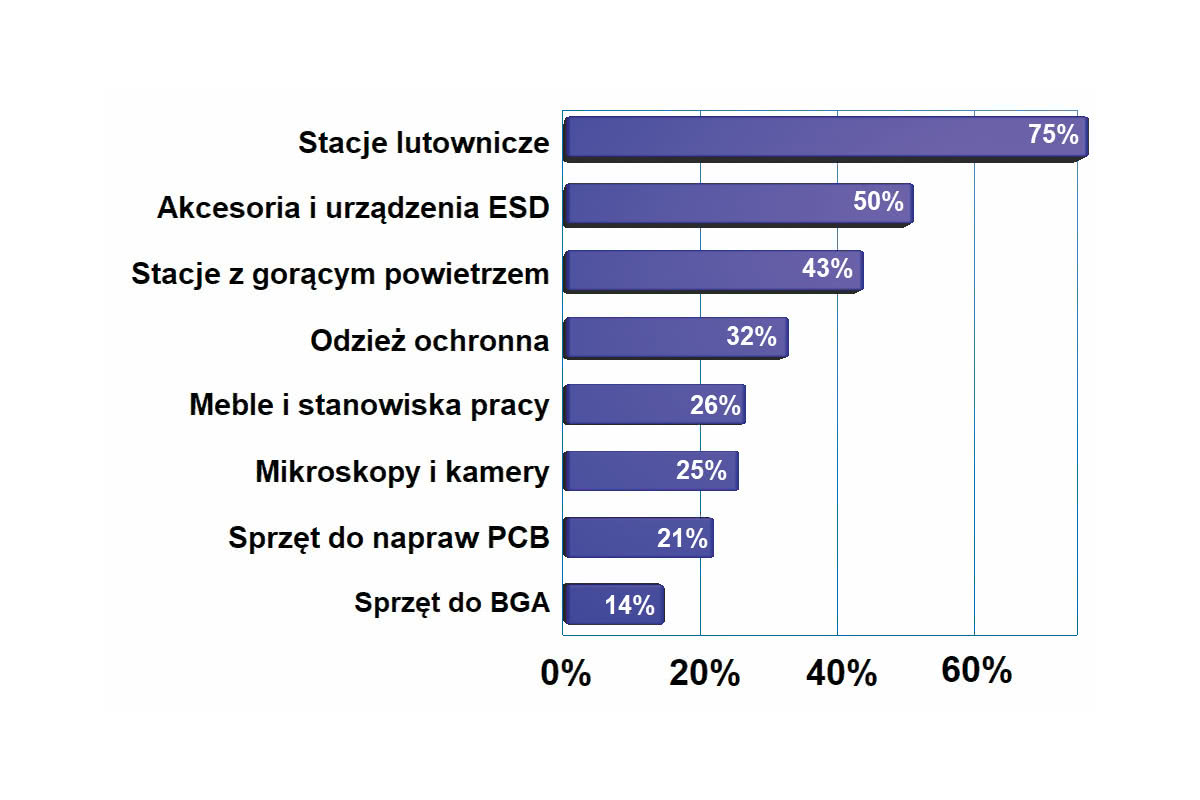
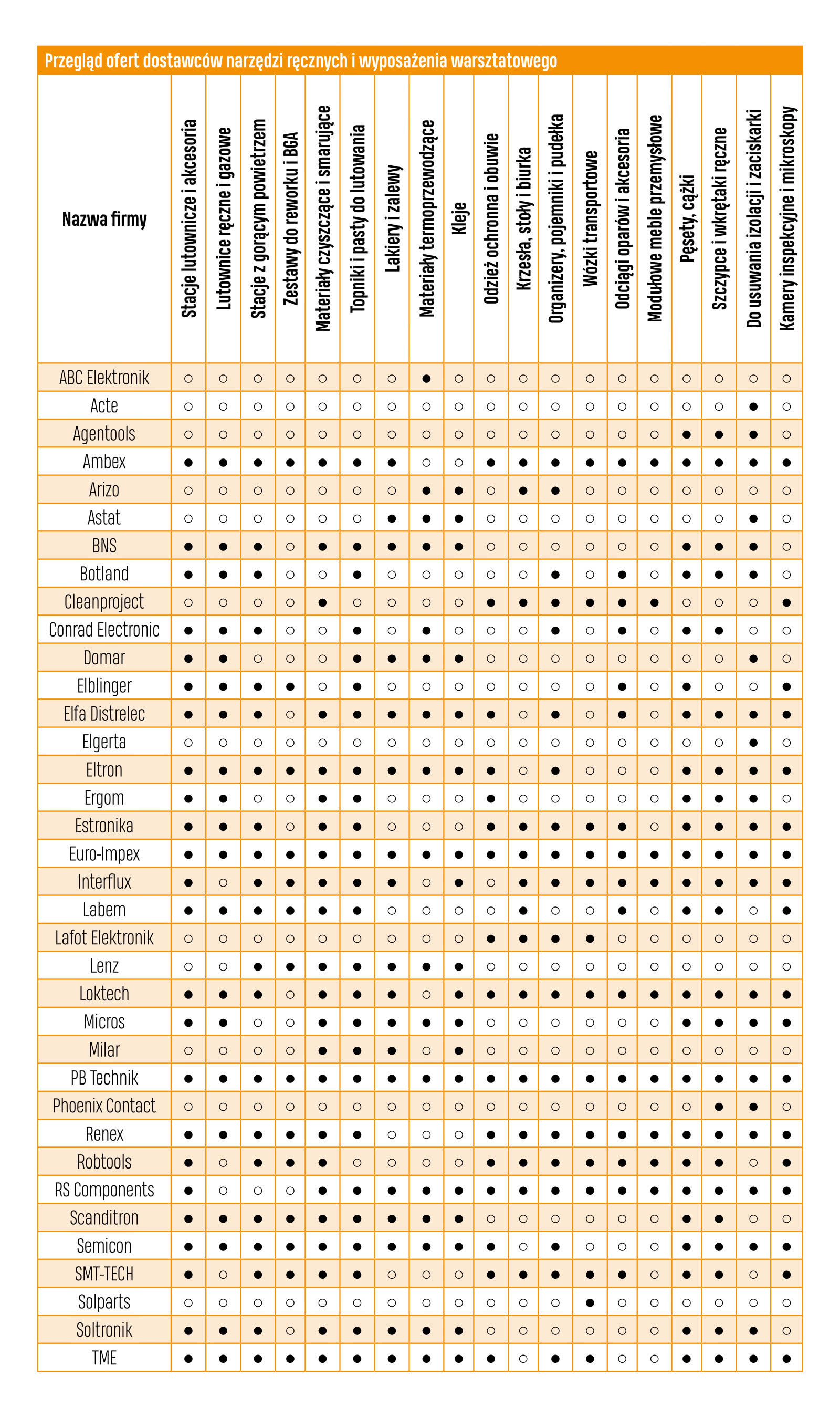
Narzędzia ręczne i wyposażenie warsztatowe

Rosnące skomplikowanie urządzeń sprawia, że koszt kompletu podzespołów nierzadko bywa na tyle znaczący, że płytkę opłaca się naprawić podczas produkcji po to, aby nie mieć odpadów obciążających rentowność produkcji. Wymagania prawne oraz jakościowe wymuszają świadczenie serwisu gwarancyjnego zwykle przez dwa lata, niemniej wiele firm wydłuża ten okres nawet do pięciu. Firmy te podkreślają w ten sposób jakość swoich produktów i troskę o obsługę klienta i trend ten jest korzystny z punktu widzenia rozwoju usług serwisowych. Niekoniecznie tych wykonywanych we własnym zakresie, częściej realizowanych w kooperacji z wyspecjalizowanym partnerem zewnętrznym, dystrybutorem lub przedstawicielem regionalnym. W takich warunkach zapotrzebowanie na serwis elektroniki cały czas się utrzymuje, obojętnie, czy chodzi o popularną elektronikę konsumencką, np. telefony komórkowe, czy urządzenia przemysłowe. Serwisy naprawiają też złożone urządzenia konsumenckie, jak aparaty fotograficzne, telefony, bowiem producentom i importerom takich urządzeń najwygodniej jest podpisać umowę na świadczenie usług tego typu z lokalną firmą.
Najważniejszą grupę produktów w tak zdefiniowanym obszarze tworzy sprzęt lutowniczy, w tym lutownice, stacje lutownicze i na gorące powietrze oraz stanowiska do reworku. Druga duża grupa to preparaty chemiczne do czyszczenia, zabezpieczania, klejenia i podobne. Są one dostępne jako aerozole serwisowe lub pojemniki produkcyjne.
Kolejna grupa to wyposażenie stanowisk pracy w serwisie, laboratoriach, utrzymaniu ruchu, produkcji. W tym obszarze mieści się odzież antystatyczna i środki ochrony osobistej (rękawiczki, obuwie) oraz meble warsztatowe, biurka (stanowiska robocze), oświetlenie, wyciągi, sprzęt do magazynowania materiałów i podobne wyroby, jakie są konieczne, aby po prostu efektywnie pracować. W tym obszarze mieszczą się także urządzenia pomagające dobrze widzieć, a więc lupy, mikroskopy. Są one coraz bardziej potrzebne, bo w elektronice wszystko staje się coraz mniejsze. Ostatnia grupa produktów to narzędzia ręczne, których oferta szybko się poszerza. Niekoniecznie w zakresie szczypców i śrubokrętów, ale jeśli chodzi o sprzęt do inspekcji, mycia, manipulowania, to zmian jest wiele. Podobnie jest w narzędziach do obróbki złączy: do zaciskania, obrabiania końcówek, przygotowywania kabli itp.
Rynek narzędzi i sprzętu stanowiącego wyposażenie warsztatowe rozwija się razem z całą branżą elektroniczną, a więc zwiększającą się liczbą producentów OEM, firm serwisowych, elektronizacją całej techniki i ogólnym wzrostem zaawansowania. Takie procesy wymuszają posiadanie oraz wykorzystanie specjalistycznych urządzeń dla zapewnienia wymaganej obsługi.
Coraz większa świadomość ekologiczna społeczeństwa, działania władz i inicjatywy takie jak „naprawiaj, nie wyrzucaj” powodują, że po latach zapaści rośnie znaczenie serwisu w elektronice. Drugim powodem jest to, że ceny niektórych urządzeń są na tyle duże, że serwis się opłaca. W zakresie urządzeń profesjonalnych koszt podzespołów elektronicznych, jakie znajdują się na płytce drukowanej, jest coraz większy i źle zmontowane pakiety naprawia się właśnie z przyczyn ekonomicznych.
Narzędzia, sprzęt serwisowy, urządzenia pomocnicze wykorzystywane w produkcji są jednocześnie uniwersalnym dodatkiem uzupełniającym oferty wielu firm dystrybucyjnych działających w branży elektronicznej. Zapewnia to szeroką ofertę, dobrą dostępność i bogaty asortyment oraz rozwój.
Tania konkurencja chińska
Narzędzia ręczne, sprzęt lutowniczy oraz inne urządzenia składające się na wyposażenie stanowisk roboczych są produkowane przez wiele firm dalekowschodnich. Zaawansowanie techniczne, jakość wykonania oraz ceny takich produktów znacznie się różnią, bo nierzadko tamtejsze firmy chętnie odwzorowują pomysły i rozwiązania wiodących producentów. Na chińskich portalach aukcyjnych jest mnóstwo sprzętu, który do złudzenia przypomina znane produkty markowe, a dobrym przykładem mogą być stacje lutownicze. To wszystko pojawia się w kraju i konkuruje ceną, wygląda podobnie jak te renomowane i nierzadko dobrze działa, tylko niestety szybko się psuje. Producenci azjatyccy kopiują uznane rozwiązania bez skrępowania, bo w praktyce nie grożą im za to żadne konsekwencje, a zawsze znajdzie się jakiś chętny do ich importu. Sytuacja w ostatnich dwóch latach trochę się poprawiła, bo granica celna i podatkowa UE została uszczelniona, ale problem dalej jest. Produkty chińskie, jako marki własne, sprzedają też dystrybutorzy katalogowi, co wymusza na specjalizowanych dostawcach migrację ofert w stronę proponowania lepszych marek i zaawansowanych urządzeń, aby odciąć się od największych problemów.
Rosnące zainteresowanie marką
Z uwagi na powyższe ogólną tendencją w branży elektroniki jest zainteresowanie wysoką jakością produktów. Zapewnienie jakości wymaga użycia dobrych narzędzi. Inaczej w razie problemów nie będzie wiadomo, co jest powodem usterki – błąd projektowy, wada materiału, uszkodzony komponent, a może jednak źle przygotowana produkcja serii próbnej. Wraz z pogłębiającą się i stale rosnącą złożonością i miniaturyzacją elektroniki coraz mniej szczegółów widać gołym okiem, stąd znaczenie zaawansowanego sprzętu stale się zwiększa.
Inwestycje w wyposażenie stanowisk roboczych są częścią zapewnienia odpowiedniego poziomu zaawansowania procesów w firmie (produkcji, kontroli, serwisu, obsługi posprzedażnej). Zapewnienie usług wysokiej jakości staje się istotne z uwagi na coraz większe koszty związane z obsługą serwisową, kosztami logistyki towarów, kosztownymi podzespołami, a także dla zachowania dobrych relacji z klienta mi i postrzegania marki. Wszystko to w dzisiejszych czasach staje się istotne.
Drugim ważnym zagadnieniem w opisywanym obszarze jest ergonomia, a więc dążenie, aby produkty miały konstrukcję i kształt dopasowany do fizjonomii człowieka, zapewniając ludziom komfortową pracę przez długi czas bez zmęczenia. Ergonomia w największym stopniu dotyczy stanowisk roboczych i narzędzi ręcznych, prawdopodobnie z uwagi na długi czas korzystania z nich podczas pracy.
Małgorzata Madziar
|

Więcej automatyki to mniej narzędzi ręcznych
Nietrudno zauważyć, że produkcja urządzeń elektronicznych jest coraz bardziej zautomatyzowana i sukcesywnie udział operacji, które muszą być wykonane ręcznie, maleje. Wynika to przede wszystkim z chęci zapewnienia wysokiej jakości przy niskich kosztach wytwarzania, a także odpowiedniej wydajności. Automatyzacja to dzisiaj wykorzystanie robotów do lutowania, skręcają one obudowy, montują wyświetlacze i testują gotową konstrukcję.
Takie procesy w konsekwencji powodują, że zapotrzebowanie na pracę ręczną w przeliczeniu na pojedynczy produkt stopniowo maleje, co prowadzi do ograniczenia liczby wymaganych stanowisk roboczych i narzędzi. Dla opisywanego sektora rynku jest to czynnik o znaczeniu regresywnym. Podobne zjawiska widać w zakresie obsługi serwisowej, gdzie dąży się do minimalizacji kosztów takich usług poprzez zaawansowaną diagnostykę komputerową. Zamiast inwestować w sprzęt pomiarowy, drogie narzędzia do demontażu i montażu oraz całą otoczkę infrastrukturalną niezbędną do tego, aby zapewnić w pracy serwisowej odpowiedni poziom jakości, próbuje się tworzyć specjalizowany tester lub oprogramowanie diagnostyczne.
Stacja lutownicza to podstawa
Stacja lutownicza jest dopełnieniem każdego stanowiska roboczego i w tym obszarze zawsze wiele się działo na rynku, mimo że pozornie trudno jest zaproponować jakieś rozwiązanie przełomowe. Rynek produktów do lutowania raczej koncentruje się na drobnych usprawnieniach i ewolucyjnych zmianach, które poprawiają kluczowe parametry użytkowe lutownic lub zakres ich zastosowań. Nowe modele mają poprawioną ergonomię, a także nie powodują zmęczenia operatora nawet przy całodziennym użytkowaniu. Mają ponadto dobrą izolację cieplną i nie podgrzewają ręki.
Ważnym zagadnieniem dla lutownic jest układ stabilizacji temperatury grota, eliminujący możliwość przegrzewania komponentów i pól lutowniczych, a także duża moc grzewcza, która rozszerza zakres zastosowań lutownic na obsługę elementów o dużej pojemności cieplnej oraz ogranicza wahania temperatury podczas montażu. W zakresie stacji lutowniczych widać trend integracji tych urządzeń z resztą wyposażenia, np. odciągiem oparów. Do niedawna stacje lutownicze były jednostkami autonomicznymi, które działały niezależnie od całej reszty. Jak widać, powoli się to zmienia i teraz są już dostępne modele, które pozwalają na sterowanie takim osprzętem zewnętrznym, na połączenie w sieć z możliwością zarządzania pracą z poziomu komputera PC i rejestrację danych na temat parametrów lutowania do celów traceability. Zmiany takie to także element coraz większej dbałości o zdrowie i ochronę środowiska. Wyciągi i pochłaniacze dymu oraz oparów powstających podczas lutowania stają się częścią nie tylko stanowisk produkcyjnych, ale także miejsc, gdzie lutowanie jest okazyjne.
Lutownice do zastosowań w elektronice najczęściej zasilane są niskim napięciem po to, aby ograniczyć do minimum szansę uszkodzenia delikatnych podzespołów elektronicznych na skutek upływności i poprawić bezpieczeństwo pracy operatora. Kolby umożliwiają wymianę grotów i nierzadko dla danego producenta liczba dostępnych wersji końcówek sięga nawet kilkudziesięciu sztuk. Dobra dostępność grotów o różnych kształtach, w niskich cenach, trwałych, a więc starczających na wiele godzin pracy, jest dla dużej części użytkowników z obszaru produkcji zagadnieniem kluczowym.
Poza lutownicami kolbowymi w tym obszarze produktowym funkcjonują jeszcze lutownice na gorące powietrze wykorzystywane do lutowania i demontażu elementów SMD oraz specjalizowane stacje do demontażu i montażu (reworku) układów w obudowach bezwyprowadzeniowych. Urządzenia do wymiany układów BGA występują w wielu odmianach różniących się stopniem automatyzacji procesu, dokładnością pozycjonowania i innymi udogodnieniami. Podobne zjawiska można obserwować w zakresie sprzętu do demontażu za pomocą nadmuchu gorącego powietrza, który można kupić w różnych wersjach i stopniach zaawansowania.
Stanowiska robocze to też narzędzia
W ostatniej dekadzie wielkie przeobrażenia dokonały się w zakresie stołów roboczych. Branża wyzbyła się już praktycznie mebli biurowych i dzisiaj podstawą stanowiska są konstrukcje specjalizowane. Ich cechą jest możliwość kompozycji pasującego rozwiązania poprzez wybór elementów z systemu modułowego oraz ich montaż uwzględniający możliwość dopasowania wymiarów, wielkości, liczby półek, podnóżka i elementów dodatkowych, jak na przykład wyciągi oparów, a także wbudowanych instalacji związanych z oświetleniem, rozprowadzeniem zasilania itp. Specjalizowane konstrukcje mebli dla elektroniki uwzględniają wymagania ochrony antystatycznej, pozwalają na uziemienie konstrukcji oraz mają antystatyczny blat. Kolejna przewaga dotyczy odporności powierzchni na temperaturę np. przy lutowaniu. Liczą się ponadto drobiazgi, jak przepusty i prowadnice do kabli, uchwyty, to, że konstrukcja jest wyprofilowana, pozwala na montaż wykorzystywanego sprzętu itp.
Narzędzia
Kolejną grupę produktów w omawianej tematyce tworzą narzędzia ręczne. Jest oczywiste, że bez nich nie dałoby się pracować, ale warto dostrzec, że tutaj także oferta się poszerza. Niekoniecznie w zakresie szczypców i śrubokrętów, ale jeśli chodzi o sprzęt do inspekcji, mycia, manipulowania, to zmian jest wiele. Nowości w narzędziach ręcznych to głównie wersje specjalne przeznaczone do wykonywania określonych operacji (np. zaciskarki), specjalizowane pod kątem zastosowań (np. pęsety ceramiczne). Nietrudno zauważyć, że nowe generacje narzędzi są coraz mniejsze, delikatniejsze i bardziej skomplikowane. Specjalizowane narzędzia dla elektroniki są także antystatyczne i tym one się odróżniają od zwykłych.
Chemia
Rośnie liczba wykorzystywanych preparatów chemicznych. W przypadku zastosowań serwisowych najczęściej są to różnego rodzaju spraye, z uwagi na wygodę zastosowania i przechowywania. Są to preparaty do czyszczenia, zabezpieczania, napraw płytek i podobne. Są też specjalistyczne kleje, pasty termoprzewodzące, żywice do zalewania i silikony. Do tej grupy można też zaliczyć płyny do mycia, silikony i uszczelniacze. Chemia to także topniki, pasty do lutowania i druty lutownicze oraz taśmy i materiały adhezyjne. Te do celów serwisowych często są dostępne w małych opakowaniach, strzykawkach lub innego typu dozownikach.
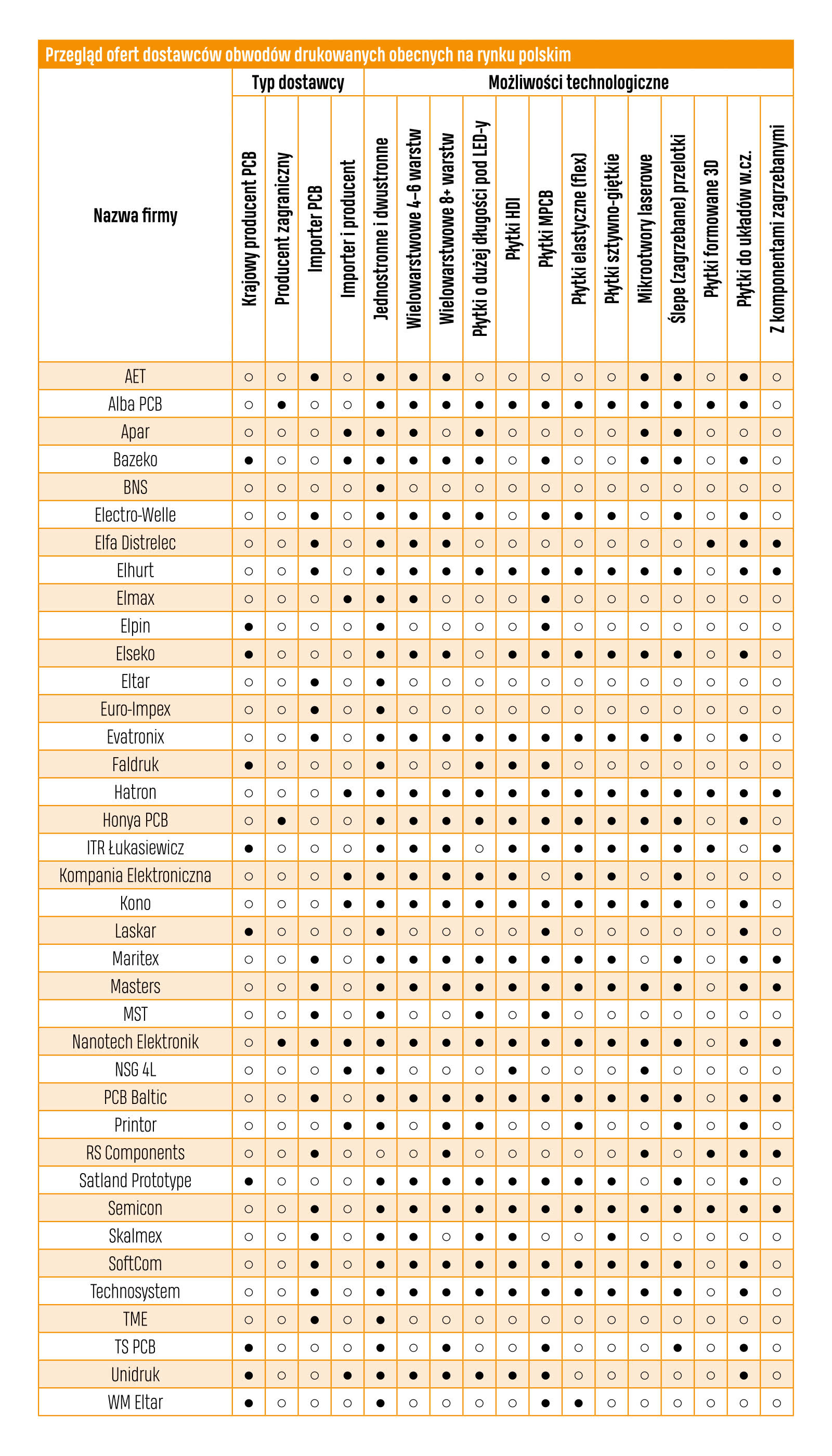
Obwody drukowane
Płytki drukowane potrzebne są praktycznie do każdego urządzenia elektronicznego, dla firm EMS, producentów oświetlenia, wytwórców urządzeń przemysłowych czy start-upów zajmujących się IoT. Z uwagi na tę powszechność zastosowań rynek obwodów rośnie wraz z całą branżą elektroniczną. Wspólnym celem dla tych przedsiębiorstw staje się zapewnienie sobie dobrych i niedrogich płytek, obojętnie, czy krajowej produkcji, czy importowanych. Największe wyzwanie to zapewnienie wysokiej jakości i powtarzalności przy krótkich terminach dostaw.
Aktualnie nastroje na rynku są kiepskie. Wpływ wojny z jednej strony zamknął rynek rosyjski i białoruski, gdzie wiele firm miało kontrahentów, ale też z drugiej strony odpadł rynek ukraiński. Duży wzrost kosztów produkcji rujnuje krajowych producentów. W dużej mierze chodzi o koszt energii, materiałów, wiele podwyżek inflacyjnych oraz także rosnące koszty pracy. Ta gorsza sytuacja zderza się z ogólnym spadkiem produkcji przemysłowej w kraju i spowolnieniem na rynku elektroniki. Dodatkowo cały czas sytuacja w skali świata nie jest stabilna, a ceny walut wahają się dość znacznie, utrudniając planowanie zakupów materiałów.

Płytki importowane – temat zawsze na czasie
Płytki importowane z Chin okazały się ważne w skali całego świata, bo tamtejsi producenci postawili na dużą skalę działania, zainwestowali znaczne sumy w maszyny i automatyzację i na początku mieli znacznie mniejsze koszty działalności. Ich przewagą był też dostęp do dużej liczby kooperantów, w tym dostawców laminatów oraz korzystna polityka władz chińskich, które wspierały eksport, m.in. przez dotowanie transportu. W ciągu dekady pozwoliło to na zapewnienie dostępu do zaawansowanych technologii w PCB, których w Polsce nie było i nierzadko nie ma do dzisiaj (płytki wielowarstwowe, HDI). W tym aspekcie obwody importowane były i są dla rynku cenne i pożyteczne. Z czasem okazało się, że tamtejsi producenci konkurują z resztą świata także w prostych wersjach dwustronnych, mamy nierównowagę celną związaną z opłatami importowymi za laminat i gotowe płytki i ta konkurencja stała się w biznesie poważnym wyzwaniem. Płytki chińskie są dostarczane na nasz rynek wieloma kanałami. Część firm zamawia je bezpośrednio w tamtejszych fabrykach. Na początku szwankowała nieco komunikacja związana z przygotowaniem produkcji, była niepewność związana z tym, czy tamtejszy producent będzie sygnalizować ewentualne problemy projektowe lub naruszenie reguł. Ale to już przeszłość. Dzisiaj wsparcie techniczne jest normalną częścią tych producentów, dostępne są narzędzia do wstępnej automatycznej analizy projektu, a także wizualizery plików gerber i podobne udogodnienia. Dzięki temu, że fabryki w dużej części pracują na 3 zmiany i także w dni wolne, negatywne oddziaływanie dłuższego czasu transportu też zostało ograniczone.
Odpływ klientów do dostawców dalekowschodnich trwa od lat i na przestrzeni minimum dwóch dekad widać tylko kilka wydarzeń, które ten proces nieco spowolniły, czyli pandemia, wojna w Ukrainie i zakłócenia w łańcuchach dostaw. Wydarzenia te dla wielu firm okazały się istotnym czynnikiem działania w biznesie na minimalizację ryzyka. Poprawiło to nieco pozycję firm krajowych oraz otworzyło rynek na dostawców zagranicznych z innych krajów niż Chiny, np. z Korei Południowej. Ale zainteresowanie produkcją na rynku lokalnym niestety jest ograniczane przez wydłużające się terminy dostaw. Ponieważ potencjał produkcyjny nie jest duży, kolejne zlecenia przekładają się na dodatkowy czas oczekiwania. Nic więc dziwnego, że w ankietach redakcyjnych pojawiły się komentarze, że firmy lokalne posiłkują się producentami z Chin, aby sprostać wymaganiom klientów. W ramach poprawy dywersyfikacji biznesu firmy importujące płytki drukowane, takie jak np. NCAB, też znacząco rozszerzyły portfolio swoich partnerów, w tym także dzięki kupowaniu niszowych firm z Europy Zachodniej.
Marzena Laren
|

Relacje z klientami budowane są przez dekady na lata
Zmiany na rynku PCB zachodzą bardzo wolno i krajobraz firm przez lata pozostaje niezmienny. Za ten efekt w dużej mierze odpowiadają klienci kupujący obwody drukowane. Ich przywiązanie do poszczególnych producentów jest bardzo duże i w efekcie migracje od jednego dostawcy do drugiego są relatywnie niewielkie. Jeśli tylko dostawca jest w stanie zachować wysoką i powtarzalną jakość wykonania oraz dobrą obsługę oraz ma kompetencje techniczne, to drobne niedogodności czy różnice w cenie nie są w stanie spowodować odejścia do konkurencji. Przyczyną inercji jest ryzyko związane z koniecznością ustalenia szczegółów w zakresie formatów plików i dokumentacji, szczegółów związanych z panelizacją, obróbką mechaniczną lub też z ograniczeniami procesowymi i technologicznymi.

Te związki z czasem stają się jeszcze głębsze, bo zakres usług jest coraz szerszy, głównie w zakresie montażu. Jest w tym sens, bo możliwość zamówienia w jednej firmie całego urządzenia w ramach kompleksowej usługi produkcyjnej z roku na rok jest coraz bardziej oczekiwana na rynku i popularna. Powodów jest wiele: wygoda, niższe koszty, jeden dostawca, który odpowiada za całość produkcji oraz wiele innych problemów kadrowych, organizacyjnych, kłopoty z zaopatrzeniem, a także często skala działania na tyle niewielka, aby inwestycje w park maszynowy były uzasadnione. W efekcie takich procesów firmy zajmujące się montażem zapewniają klientom obwody drukowane, a wielu producentów płytek rozszerza ofertę o montaż. Wszyscy razem dają ponadto możliwość zajęcia się kupnem elementów elektronicznych. Można wskazać minimum kilka przypadków, że producent PCB na tyle rozwinął działalność w zakresie usług montażowych, że przestał produkować płytki lub znacząco ograniczył skalę działań i zajął się importem.
W przypadku zleceń PCB + montaż cena jednostkowa płytki nie odgrywa tak dużej roli. Natomiast jest istotna kompleksowość usługi: PCB, kompletacja elementów, montaż i testy oraz doradztwo/wsparcie techniczne. W takich przypadkach klienci naciskają również bardzo na czas wykonania całości usługi, ale ten, kto będzie w stanie zapewnić im dobry serwis – zdobędzie zlecenie.
Marcin Łyszkowicz
|

Rozwój technologiczny przyspiesza
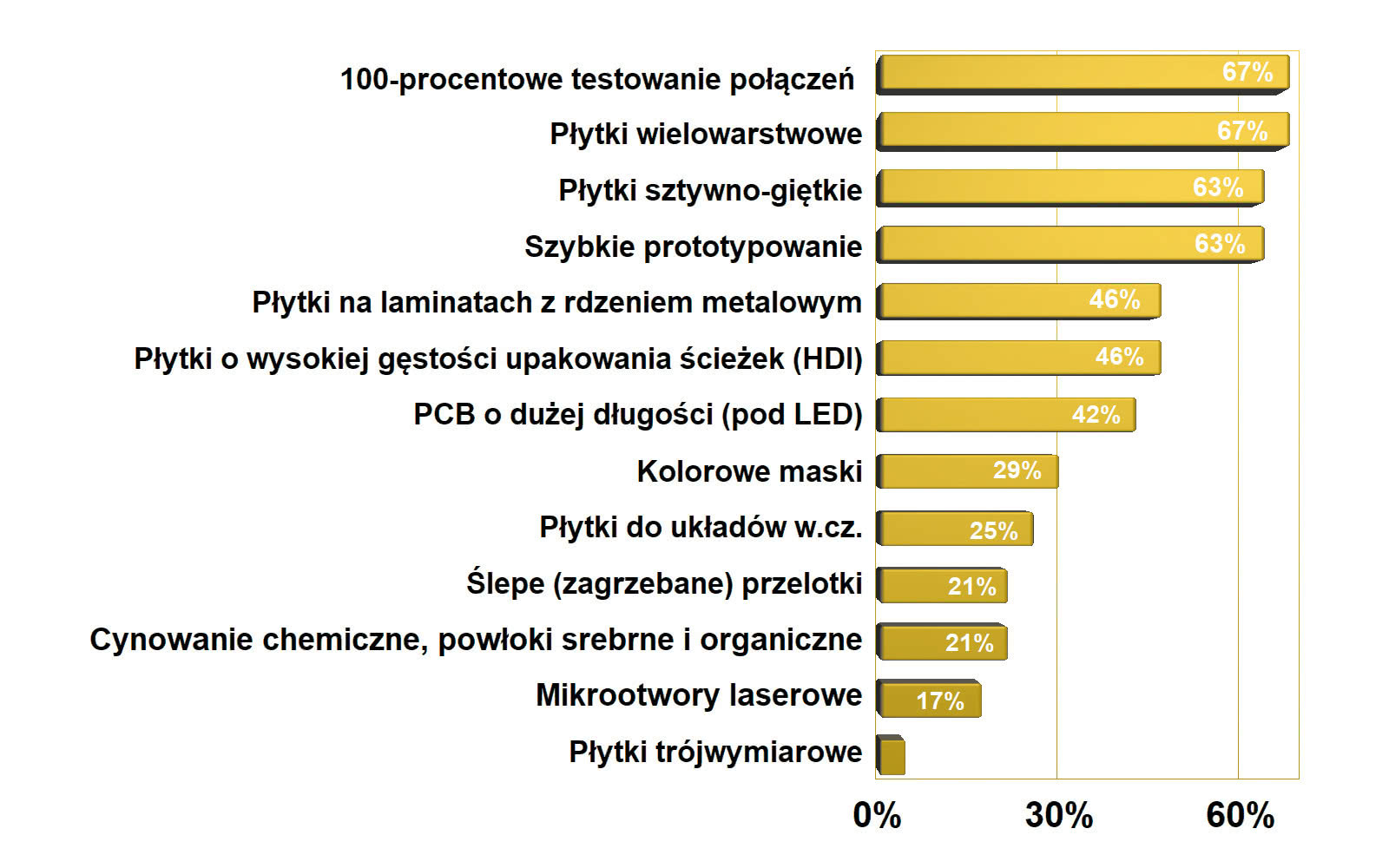
Przez wiele lat obwody wykraczające technologicznie poza sztywne płytki jedno- i dwustronne były w zasadzie tylko niszą i ciekawostką. Płytki wielowarstwowe były drogie, ich produkcja trwała długo, a firm, które zajmowały się ich produkcją, nie było wiele. Dzisiaj to już jest historia i warunki są zupełnie inne.
Wszystkie globalne trendy zmieniające światową elektronikę, a więc IoT, komunikacja bezprzewodowa, elektronika mobilna oraz noszona, prowadzą do coraz większej miniaturyzacji i szybkiego wzrostu wymagań technologicznych w zakresie obwodów drukowanych. To tworzy ogromną potrzebę użycia płytek wielowarstwowych, gdyż one pozwalają na miniaturyzację. A ponieważ takich aplikacji jest bardzo dużo, odpowiadający popyt rynku pozwala producentom na inwestycje w technologię. Z podobnych przesłanek ciągle zwiększa się zainteresowanie obwodami sztywno-giętkimi i elastycznymi oraz obwodami HDI. W wielu urządzeniach obwody drukowane to bardzo skomplikowane projekty na małych powierzchniach, gdzie odległości pomiędzy ścieżkami, padami i ringami są coraz mniejsze (nawet 3-milsowe). Pojawiają się również potrzeby w zakresie ślepych i zagrzebanych przelotek, niestandardowe grubości laminatów i miedzi (cieńsze laminaty, grubsza miedź). W przypadku projektów do układów dużej mocy liczy się też dostępność laminatu o wyższej wartości dopuszczalnej temperatury pracy (temperatury szklenia).
Coraz większe oczekiwania klientów
Oczekiwania producentów elektroniki w stosunku do płytek drukowanych stale rosną i jest to niezmienna od lat cecha tego rynku. Projektanci elektroniki mobilnej, aplikacji IoT szukają możliwości miniaturyzacji. Dla nich przeznaczone są obwody wielowarstwowe, sztywno-giętkie z gęstością połączeń HDI, a wkrótce zapewne ultra-HDI. Dla projektantów elektroniki mocy istotne są obwody z grubszą folią miedzianą, pozwalające na przewodzenie prądu o dużym natężeniu oraz lepsze rozpraszanie ciepła. Tradycyjne materiały wykorzystywane do konstrukcji obwodów drukowanych niekoniecznie dobrze sprawdzają się w przypadku układów dużej mocy. Główną z przeszkód są ich przeciętne właściwości termiczne. Laminat FR-4, powszechnie stosowany w konstrukcji PCB, charakteryzuje się współczynnikiem przewodnictwa cieplnego na poziomie 0,2 W/m/K. Inne tradycyjne materiały również cechują się zbliżoną wartością tego parametru. W przypadku obwodów dużej mocy znacznie korzystniejsze jest stosowanie materiałów specjalnego przeznaczenia, takich jak na przykład laminat Rogers RT. Jego współczynnik przewodnictwa cieplnego wynosi ok. 1,4 W/m/K, dzięki czemu płytka wykonana z tego surowca odprowadza ciepło około siedmiokrotnie skuteczniej od jej tradycyjnych odpowiedników.
Michał Nowikow
|

Firmy zajmujące się komunikacją i aplikacjami RF poszukują możliwości realizacji płytek na laminatach teflonowych, tj. takich, które mają mały współczynnik stratności, doskonałą geometrię oraz jednorodność, po to, aby nie było odbić sygnału i strat. Dla wszystkich są dostępne płytki elastyczne, które mają szerokie spektrum aplikacyjne i pojawiają się w wielu rozwiązaniach, m.in. zastępując złącza i wiązki kablowe. Możliwości technologiczne w zakresie PCB są już dzisiaj szerokie, ale prawdziwym wyzwaniem dla konstruktora jest osiągnąć funkcjonalność i niezawodność produktu przy użyciu możliwie prostych i ekonomicznych rozwiązań. Innymi słowy, uzyskać to, co chcemy, z użyciem najprostszej płytki.
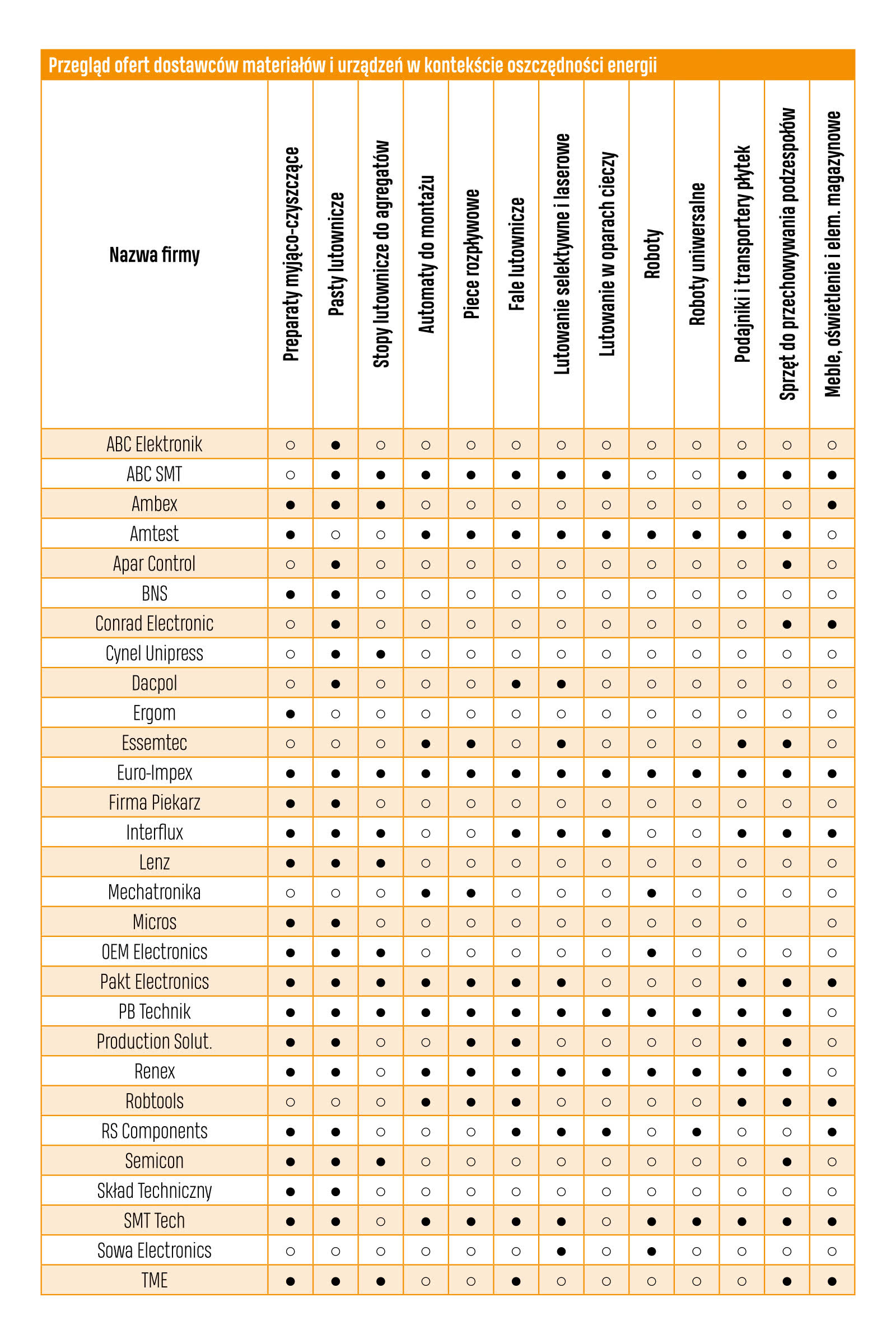
Oszczędność energii w produkcji elektroniki

Początek 2023 roku przyniósł spory wzrost cen nośników energii i kosztów pracy, jednak rok wcześniej też nie było w biznesie łatwo, gdyż produkty nie tylko były trudniej dostępne, ale także sporo podrożały. Na dodatek popyt rynku ostatnio zmalał, wywołując problem z zapasami nagromadzonymi w okresie pandemii. Efekt jest taki, że rentowność produkcji elektroniki istotnie zmalała i jest to problem zarówno dla firm OEM, jak i licznych EMS-ów.
W takim kontekście poszukiwane są rozwiązania pozwalające na ograniczenie kosztów, niekoniecznie tańsze w zakupie, ale zapewniające oszczędności w szerszej skali, a więc dzięki mniejszemu zużyciu energii przez piece, dające mniejszą ilość odpadów lub też niewymagające mycia, utylizacji resztek, płacenia za ścieki. Można takie rozwiązania nazywać ekologicznymi, niemniej w elektronice mają one wymiar praktyczny – chodzi o to, aby w rozliczeniu końcowym były tańsze.
Oczywiście same materiały nie rozwiązują problemu kosztów, ale z pewnością są one jednym z elementów wielu synergicznych działań związanych z poprawą efektywności biznesu. W ofertach dostawców materiałów do produkcji jest coraz więcej produktów o takich cechach, co przekonuje, że rynek rozwija się w tym kierunku.

Najważniejsze jest lutowanie
Najważniejszy z punktu widzenia obniżki kosztów produkcji jest proces lutowania pakietów elektronicznych. Płytki drukowane z nałożonymi elementami trzeba nagrzać do temperatury roboczej i ich stan termiczny ustabilizować, potem jeszcze bardziej podgrzać, aby pasta lutownicza się stopiła i powstały połączenia. Dalej konieczne jest stopniowe wychłodzenie. Całość tego procesu odbywa się wieloetapowo – płytki przesuwają się wewnątrz pieca w ramach stref, gdzie panują kontrolowane warunki termiczne zapewniające uzyskanie odpowiedniego profilu procesu, czyli zmiany temperatury w czasie. Poprawny profil temperaturowy jest niezbędny, aby nie tylko nastąpiło lutowanie, ale także by nie powstały niedoskonałości. A tych może być wiele: pustki, mostki, zimne luty, główki na poduszce, delaminacje (popcorning) i inne.
Barbara Ligenza
|

Aby takie wady się nie pojawiały, temperatura musi być dobrze dobrana: nie za niska, nie za wysoka, w każdej ze stref inna. Ważne jest tempo jej zmian, a więc szybkość nagrzewania płytki podczas wchodzenia do strefy lutowania i chłodzenia po jej opuszczeniu. Efekt jest taki, że piec rozpływowy w hali produkcyjnej jest nie tylko urządzeniem największym i najdłuższym, ale ponadto także najbardziej energochłonnym. Dużo energii elektrycznej zużywają maszyny do lutowania na fali, szybkie automaty montażowe i roboty, a także systemy przechowywania, oświetlenie itp. Firmy zainteresowane poprawą efektywności produkcji w kontekście energii mają dzisiaj sporo możliwości. Dla zakładu można zainstalować instalację PV po to, aby ograniczyć ilość kupowanej energii z sieci. Można zainwestować w lepszy piec lutowniczy, taki, który ma lepszą izolację obudowy lub potrafi odzyskiwać ciepło. Innym pomysłem jest wykorzystanie niskotopliwych stopów lutowniczych bazujących na bizmucie, aby lutowanie przebiegało w niższej temperaturze i nie było wymagane silne nagrzewanie. Działania związane z oszczędzaniem energii w produkcji mogą dotyczyć wielu miejsc, urządzeń i etapów. Nie da się z góry wskazać jednego winowajcy utraty kilowatogodzin, gdyż w każdym przypadku sytuacja jest inna. Poszczególne urządzenia różnią się pod kątem pobieranej mocy – zwykle te nowszej generacji są lepiej dopracowane pod kątem energetycznym, tak samo jak sprzęt gospodarstwa domowego, ale nie ma reguły co do tego, ile dostaniemy mniej w rachunku, kupując nowy piec. Poza tym tematyka oszczędzania nie jest przecież nowa. Ona teraz stała się ważna, w chwilę po tym, jak znacznie podrożała energia.

Oszczędność energii dotyczy też innych procesów dziejących się poza główną linią produkcyjną, np. dotyczy klimatyzacji w hali produkcyjnej, wentylacji oparów, utrzymania klimatu w strefach czystych. To także energia zużywana na pracę transporterów, pomp, a nawet wydatki na utylizację resztek, czyszczenie i materiały zużywane w czasie produkcji (np. folie, opakowania, recykling odpadów). Bezsprzecznie jest to zagadnienie bardzo szerokie. Do wspólnego mianownika pt. oszczędność energii włącza się też aspekty serwisowe urządzeń, a więc to, że w ich przypadku eksploatacja jest tańsza, a przestoje mniej dokuczliwe.
Kompetencje dostawcy
Ponieważ temat jest przekrojowy, szeroki i nie da się ukierunkować tego zagadnienia na produkt, wybór dostawcy zależy od tego, jaki poziom merytoryczny on reprezentuje, jest w tytułowym obszarze czynnikiem pierwszorzędnym, a dobór produktu to skomplikowane wielowariantowe zagadnienie, w którym trzeba rozważyć wiele czynników, nie tylko technicznych, ale także w zakresie możliwości finansowych inwestora. Dostawca sprzętu postrzegany jest jako ekspert w swojej dziedzinie, mający dostęp do najnowszych technologii, dlatego wsparcie techniczne w doborze, a później instalacji i odpowiednim przeszkoleniu z obsługi jest doceniane przez klientów. Dotyczy to także zagadnień energetycznych, niemniej faktem jest, że sprzedawca w temacie oszczędności ma znacznie trudniejsze zadanie do wykonania, gdyż musi przekonać klienta, że inwestycja w dany sprzęt przyniesie zysk (oszczędność), a to wcale nie jest proste i jednoznaczne. Dobór maszyny zawsze bazował na wiedzy, kompetencjach i rzetelności dostawcy, ale w przypadku oszczędności energii wymagane są jeszcze szersze horyzonty. Przez to należy rozumieć podejście nie punktowe, ukierunkowane na maszynę, ale na cały proces produkcji realizowany w skali zakładu. Klienci oczekują przede wszystkim kompleksowego podejścia, które nie kończy się jedynie na prostej interakcji potrzeba– sprzedaż, ale skupia się na doradztwie przy wyborze sprzętu, prezentacji, testach urządzeń w siedzibie klienta oraz pewności serwisu. Ta kompleksowość jest z roku na rok coraz szersza i obejmuje też zagadnienia energetyczne.
Coraz więcej sprzętu komplikuje uzyskanie oszczędności
Z uwagi na wzrost zaawansowania procesów, zapewnienie jakości i elastyczności produkcji w halach produkcyjnych znajduje się coraz więcej maszyn. Poza sitodrukarką do pasty, automatem do układania i piecem, regułą jest stanowisko inspekcji pasty i optycznej kontroli płytek po montażu oraz tester funkcjonalny. Poza piecem rozpływowym pojawia się fala selektywna. Przy większej skali działania park maszynowy wzbogacany jest o urządzenie do wycinania szablonów niezbędnych do nakładania pasty lutowniczej, o maszyny do mycia płytek, zautomatyzowane programatory chipów oraz systemy do liczenia komponentów. W halach są ponadto szafy z kontrolowanymi wewnątrz warunkami środowiskowymi do przechowywania elementów. Jest inspekcja rentgenowska, są urządzenia do zalewania, lakierowania płytek. Coraz więcej firm ma dwie linie produkcyjne dla zapewnienia elastyczności realizacji zleceń dużych i małych bez przerywania produkcji, wykonywania prototypów lub z uwagi na to, by zapewnić dużą wydajność i przepustowość. Z punktu widzenia zużycia energii elektrycznej wiele urządzeń tworzy bardzo trudne warunki do oszczędności i nawet ustalenie, co pobiera jej najwięcej, nie jest łatwe. Wówczas niezbędny staje się audyt energetyczny, oczujnikowanie instalacji na jakiś czas po to, aby zgromadzić wiarygodne dane o zużyciu i potem na ich podstawie wypracować jakiś plan zmian.

Wiele posiadanych urządzeń produkcyjnych zwiększa też ryzyko pojawienia się na rachunku opłat za moc bierną. To kolejne trudne zagadnienie, bo kary finansowe w rachunku są za składową indukcyjną, a więc pochodzącą od silników, pomp, transformatorów oraz pojemnościową wynikającą m.in. z dużej liczby zasilaczy impulsowych bez korekcji PFC. Plan oszczędzania prądu musi uwzględniać zbilansowanie mocy biernej, bo inaczej może się okazać, że wprawdzie zapłacimy mniej za waty, ale wzrośnie nam opłata za "VAR-y" i oszczędności nie będzie. Opłaty za moc bierną zepsuły niejeden plan poprawy efektywności. Wydaje się, że kluczem do oszczędności w produkcji elektroniki jest wiedza na temat zużycia, kosztów z niego wynikających w rozbiciu na poszczególne systemy, instalacje i maszyny oraz świadomość możliwości regulacji, korzyści z wyłączania, zysku z inwestycji w nowe technologie itd. Efektem ma być mniejszy rachunek i przełożenie sumy na nim widniejącej na działania to rodzaj pożądanego konsultingu. Produkcja elektroniki i procesy związane z montażem podzespołów nie są proste. O jakości, którą wszyscy są zainteresowani, decyduje wiele szczegółów, stąd trzeba znać się na technologii produkcji, elektronice, mechanice, a czasem też na fizyce i chemii. A teraz nawet na mocy czynnej, biernej, instalacjach PV, falownikach i umowach z zakładem energetycznym.
Automatyzacja dla oszczędności energii
Poza urządzeniami, materiałami, tematyka oszczędności energii obejmuje automatykę i to pod szerokim kątem. Automatyka pozwala lepiej sterować posiadanymi urządzeniami i takie komponenty są postrzegane jako kluczowe narzędzia do uzyskania celów. Włączanie i wyłączanie sprzętu zgodnie z harmonogramem, potrzebami, regulacja temperatury powiązana z obecnością osób, planem działań lub też rodzajem procesów jest typowym przykładem takich możliwości. Wielki potencjał automatyki dotyczy też oświetlenia, transportu, przechowywania i magazynowania, stąd po raz kolejny dochodzimy w rozważaniach do momentu, że tak naprawdę nie da się wskazać głównego, typowego miejsca do oszczędzania. Automatyka w produkcji to także roboty, autonomiczne wózki transportowe, systemy magazynowe, bo roboty mogą pracować bez oświetlenia, w temperaturze niekoniecznie pokojowej. Zatem w "tańszym" środowisku.
Ecodesign to też energooszczędność
Oszczędność energii jest także elementem troski o środowisko naturalne, stąd dobrze wpisuje się w politykę zrównoważonej produkcji. Troska o środowisko (ekodesign) przyświeca konstruktorom już na etapie projektowania produktu oraz tworzenia jego specyfikacji technicznej. Do podstawowych zasad ekodesignu zaliczyć można energooszczędność, materiałooszczędność, długi czas życia produktu oraz łatwość jego modyfikacji i ulepszania, a także korzystanie z surowców nadających się do recyklingu. Produkt powinien być zaprojektowany w sposób modułowy, aby poszczególne wchodzące w jego skład komponenty mogły zostać wykorzystane ponownie w ramach recyklingu. Jednym z dokumentów normatywnych w tym zakresie jest dyrektywa Unii Europejskiej w sprawie Ekoprojektu, określająca szczegółowe minimalne wymagania w zakresie efektywności energetycznej, mające na celu zmniejszenie negatywnego wpływu na środowisko naturalne w całym cyklu życia produktu.
Urządzenia technologiczne do produkcji elektroniki

Nowe inwestycje w zakresie technologii produkcji urządzeń elektronicznych często wiążą się ze wzrostem znaczenia jakości. Firmy skupione w naszej branży inwestują posiadane kapitały i przykładają dużą wagę do rozwoju posiadanej technologii produkcji w stronę jej większego zaawansowania, powtarzalności, dokładności i precyzji, a także do minimalizacji braków i problemów technicznych powstających przy produkcji. Trend ten wyraźnie widać w stale rosnących wymaganiach technicznych odbiorców zagranicznych i krajowych, rosnącej liczbie firm na rynku, które stawiają na zaawansowane technologie oraz w strukturze sprzedaży krajowych dostawców sprzętu do produkcji. To zapotrzebowanie obsługuje w kraju kilkanaście firm dystrybucyjnych i kilku producentów w znakomitej większości o ugruntowanej latami pozycji, którzy razem tworzą dojrzałą i kompetentną branżę zapewniającą produkty najlepszych marek i usługi wysokiej jakości.
Automatyzacja remedium na braki kadrowe
Szybki rozwój elektroniki, w tym branży EMS i spora liczba firm, które mają własne działy produkcyjne i linie SMT, powodują, że coraz trudniej na rynku o specjalistów niezbędnych do obsługi parku maszynowego. Brakuje głównie średniego personelu technicznego, który rozumie procesy produkcyjne i ich znaczenie dla zapewnienia jakości. Produkcja elektroniki i procesy związane z montażem podzespołów nie są proste. O jakości, którą wszyscy są zainteresowani, decyduje wiele szczegółów, stąd trzeba znać się na technologii produkcji, elektronice, mechanice a czasem też na fizyce i chemii. Specjalistów takich nie ma wielu i zagadnienia kadrowe stają się coraz ważniejszym czynnikiem determinującym rozwój.

Wyjściem z wielu problemów kadrowych jest większa automatyzacja, gdyż pozwala pogodzić wiele przeciwności, a więc dużą wydajność z precyzją działania i brakiem błędów oraz niskimi kosztami produkcji oraz uwolnić się od wielu opłat stałych w sytuacji, gdy działalność jest sezonowa. Kolejnym powiązanym zjawiskiem do problemów z personelem jest wzrost zainteresowania producentów elektroniki urządzeniami technologicznymi o uniwersalnej i prostej konstrukcji i oprogramowaniu. Wiele nowości wchodzących na rynek ma interfejs użytkownika ukierunkowany na szybkie i łatwe przygotowanie do pracy oraz zapewniający działanie przy minimalnym nadzorze. W ten sposób inwestycja w nową platformę technologiczną może stać się w jakiejś części remedium na problemy kadrowe.
Coraz szybszy wzrost zaawansowania procesów
Szybki rozwój elektroniki jest jednym z najważniejszych czynników rozwojowych dla branży produkcji urządzeń elektronicznych (EMS lub własnej w obrębie firmy). Mamy na rynku coraz więcej urządzeń mobilnych, a więc małych i jednocześnie skomplikowanych, a poziom złożoności wielu innych produktów też stale rośnie. Na płytkach drukowanych jest coraz ciaśniej, bo z uwagi na koszty i wymagania klientów co do funkcjonalności, układy elektroniczne stają się bardziej złożone i upakowane na mniejszym obszarze. Elementy elektroniczne są obecnie tak małe, że łepek od szpilki jest w stanie je zakryć. A nowoczesne aplikacje IoT, układy czujnikowe lub pomiarowe muszą być małe, aby ich użycie miało sens.

Takie procesy silnie oddziałują na branżę elektroniki, gdyż producenci muszą brać pod uwagę przy planowaniu działalności takie zjawiska. W przypadku własnej produkcji pole manewru jest szersze, gdyż decyzje w zakresie miniaturyzacji firma podejmuje sama. Ale producent EMS musi brać pod uwagę, że nastąpi moment, gdy zlecenie będzie zawierało podzespoły w obudowach 0201 lub w dowolny inny sposób wykraczało poza to, z czym radzą sobie jego maszyny.
Kontrola jakości musi być realizowana za pomocą urządzeń AOI, SPI i testów ICT/ FCT. Walka o jakość to także traceability. Pod tym pojęciem kryje się możliwość prześledzenia krok po kroku poszczególnych etapów procesu technologicznego. Taki zapis czynności, w połączeniu z parametrami procesu, obsługą, materiałami wykorzystanymi w produkcji (numery partii i produktu), jest podstawowym źródłem danych dla zakładowego systemu kontroli jakości pozwalając w kolejnym kroku na doskonalenie procesu. Elementem jakości jest też zwiększająca się popularność lakierowania płytek dla poprawy odporności środowiskowej, w tym tworzenia pokryć selektywnych oraz urządzeń do przechowywania podzespołów w kontrolowanej atmosferze. Standardem jest przestrzeganie norm i stosowanie się do wymagań IPC. To są atrybuty zaawansowania technologicznego i jakości w produkcji, które dopiero wdrożone razem są w stanie przynieść pożądany efekt.
Dla rynku urządzeń produkcyjnych zapewnienie jakości to wielowymiarowy aspekt, niemniej można czasem odnieść wrażenie, że inwestycje mają charakter fal, np. w AOI, w magazyny elementów z kontrolowaną atmosferą, sprzęt do prototypowania i produkcji małoseryjnej, a w ostatnim okresie w automatyzację montażu ręcznego i roboty.

Robotyzacja zapewni rozwój
Głównym procesem technologicznym w produkcji elektroniki jest montaż powierzchniowy. Dzięki dużej automatyzacji operacji związanych z układaniem i lutowaniem elementów oraz na skutek standaryzacji obudów elementów elektronicznych SMD zapewnia on dużą wydajność i małe koszty, a także znakomitą jakość. Przez wiele lat wydawało się, że uda się osiągnąć stan, kiedy na płytce drukowanej będą tylko elementy SMD i producentom uda się stworzyć takie odpowiedniki powierzchniowe dla wielu komponentów przewlekanych, takich jak złącza, transformatory, ekrany. Takich rozwiązań na rynku jest wiele, ale mimo to problem z zapewnieniem automatycznego montażu całego PCBA jest daleki od opanowania. Elementy indukcyjne, moduły, konektory oraz elementy montażowe i podobne części są za duże lub za ciężkie, aby można było montować je w procesie SMT. Nawet gdyby montaż był możliwy, bo automaty dokonują dzisiaj cudów, to i tak z punktu widzenia trwałości montaż powierzchniowy jest za delikatny. Stąd każdy producent musi montować i utrzymywać stanowiska pracy ręcznej.
Szans na pozbycie się takich elementów z płytek drukowanych nie widać. Z jeden strony przyczyną jest szybki rozwój elektroniki, a więc to, że elektronizacja dotyczy dzisiaj także specjalistycznych dziedzin, związanych z dużą mocą (energia odnawialna, energoelektronika), sterowaniem silnikami, motoryzacją, i podobnych obszarów, gdzie wykorzystuje się wiele mało typowych elementów. Są to też dziedziny, w których czas życia produktów jest relatywnie długi, konieczne jest zapewnienie możliwości serwisu poprzez naprawę, a niekoniecznie tylko przez wymianę całej płytki i tak dalej. Wiele takich i podobnych czynników przekłada się na to, że na płytkach drukowanych cały czas są elementy THT, które trzeba jakoś zamontować.
Montaż THT to proces w dużej mierze ręczny, a więc mało wydajny, podatny na błędy i coraz bardziej kosztowny. Większość płytek zawiera elementy różnego typu, a więc SMD i THT, w dowolnych kombinacjach stron, na skutek czego lutowanie automatyczne wymaga też odpowiedniej organizacji procesu. Praca ręczna dotyczy także mechaniki, a więc montażu płytki w obudowie, przykręcenia wyświetlacza lub montażu okablowania, a w kolejnym etapie również zapakowania produktu. Efekt jest taki, że czynności wykonywanych przez personel jest cały czas dużo.
Ten problem próbuje się rozwiązywać za pomocą robotów. Urządzenia te w działaniu przypominają człowieka z jedną ręką, którą trzyma lutownicę, wkrętak lub chwytak. Różnica jest taka, że robot jest bardzo sprawny, niesamowicie dokładny i nigdy się nie męczy. Nowe konstrukcje robotów, tzw. współpracujące (coboty), nie wymagają tworzenia specjalnych stref bezpieczeństwa oddzielających ich od ludzi. Są to małe urządzenia, które można postawić na stole, dzięki czemu są bardzo wygodne. W ostatnich latach takich robotów pojawiło się na rynku bardzo dużo, na skutek konkurencji i rosnącego rynku ceny przestały być szokująco duże. Integrację w procesie ułatwia też oprogramowanie, które nie wymaga ani specjalnych umiejętności ani też poświęcenia dużo czasu. Jak wynika z naszego badania ankietowego i danych pokazanych na wykresie, branża produkcji elektroniki traktuje roboty jako atrakcyjną propozycję rozwoju technologicznego.
Coraz więcej sprzętu w halach
Z roku na rok w halach produkcyjnych działa coraz więcej urządzeń i sprzętu technologicznego, a jedną z ważniejszych danych technicznych jest wymagana ilość miejsca na podłodze do działania. Oczywiście centrum tworzą sitodrukarka do pasty, automat pick-and-place i piec lutowniczy, ale ta trójka już dawno przestała być wystarczającym minimum. W trosce o jakość szybko do tego zestawu doszła inspekcja optyczna i testery funkcjonalne dla zmontowanych pakietów, potem inspekcja pasty lutowniczej, następnie inspekcje zmieniły się w wersje trójwymiarowe. Piec rozpływowy lub falę uzupełniono wersją selektywną. Do hal produkcyjnych weszły też szafy z kontrolowanymi wewnątrz warunkami środowiskowymi służące do przechowywania elementów.
Sprzęt to również urządzenia do zalewania, lakierowania płytek po to, aby zabezpieczyć je przed wpływem środowiska. To także inspekcja rentgenowska, za pomocą której zagląda się w niedostępne dla systemów wizyjnych miejsca w celu oceny jakości lutowania, np. kulek BGA.
Przy większej skali działania park maszynowy wzbogacany jest o urządzenie do wycinania szablonów niezbędnych do nakładania pasty lutowniczej, o maszyny do mycia płytek, zautomatyzowane programatory chipów oraz systemy do liczenia komponentów. Elementem infrastruktury produkcyjnej są zabezpieczenia antystatyczne, w tym podłoga, stoły, meble i stojaki, a także transportery do przewożenia płytek między stanowiskami. Produkcja wymaga oczywiście jeszcze mnóstwa innego wyposażenia, niemniej nie jest ono już specyficzne dla branży. To na przykład oświetlenie, sprzęt komputerowy i oprogramowanie do zarządzania produkcją, systemy dokumentowania operacji (traceability) i podobne.
Jak widać z tego krótkiego i bardzo pobieżnego opisu, infrastruktura produkcyjna obejmuje wiele sprzętu, nie tylko dużego i widowiskowego w działaniu, którym jest niewątpliwie automat do układania elementów (tzw. placer). W przypadku firm EMS znaczenie posiadania rozbudowanego parku maszynowego jest większe, bo pozwala na realizację zleceń o szerszym zakresie wymagań bez wspierania się kooperacją, a więc bez dodatkowych kosztów i najszybciej jak się da.

Duża liczba maszyn to też pokłosie drugiego trendu, a więc zakupu urządzeń przeznaczonych tylko do montażu prototypów i krótkich serii, które uzupełniają posiadaną już wysoko wydajną linię produkcyjną. Rozwiązanie takie umożliwia niezależny montaż nowych opracowań w działach R& D bez przerywania bieżącej produkcji. Kilka linii produkcyjnych umożliwia też optymalizację działań, bo niektóre urządzenia ukierunkowane są na wykonywanie dużych jednakowych serii, inne mają małą wydajność, ale za to łatwo się je przestawia, więc są one wygodne do drobnych zleceń i prototypów.
Rośnie też liczba urządzeń specjalizowanych, a więc o przeznaczeniu takim jak wymieniono, ale o unikatowych właściwościach, dostosowanych do specyficznych zadań. Przykładem może być montaż elementów na podłożach metalowych (laminat MPCB do oświetlenia LED) i podłożach giętkich (flex), do którego są inne urządzenia oraz lakierowanie selektywne.
W praktyce park maszynowy nigdy nie jest czymś, co można uznać za działanie zakończone. Zawsze coś trzeba uzupełnić, wymienić lub zmodernizować, bo na rynku pojawiło się nowe rozwiązanie lub stare przestało być funkcjonalne. Proces inwestycyjny ma charakter prawie ciągły, ale z uwagi na duże koszty dochodzenie firm do stanu stabilnego trwa nierzadko długie lata.
Rozbicie inwestycji w urządzenia produkcyjne na lata ma też swoje dobre strony i jest istotne zwłaszcza w warunkach polskich, a więc gdy kapitały na inwestycje są ograniczone. Rynek usług EMS pozwala zorganizować produkcję dla najmniejszych firm, nawet takich, gdy w grę wchodzi pojedyncze zlecenie. Ale jak z czasem biznes się rozkręci, nierzadko dochodzi do momentu, że w firmie pojawia się mała własna linia. Nawet jeśli początkowo jest to sprzęt kupiony na rynku wtórnym i nie najnowszy, to i tak nierzadko stanowi kamień milowy w działalności. Pozwala nabrać doświadczenia i w późniejszym czasie taka firma jest w stanie precyzyjniej zdefiniować swoje potrzeby przy kolejnych zakupach.
Wsparcie techniczne
Wsparcie techniczne i pomoc ze strony dostawcy jest coraz ważniejsza, gdyż orientacja na rynku, w którym jest wiele marek produktów, mnóstwo rozwiązań technicznych, technologii oraz metod rozwiązywania problemów z procesem produkcji, nie jest łatwa. Z reguły firmy potrafią wskazać problem do rozwiązania, np. wąskie gardło w produkcji lub brak powtarzalności. Na podstawie tego dostawcy przedstawiają koncepcję rozwiązania w oparciu o swoje doświadczenie i wiedzę oraz ew. po wsparciu się kompetencjami producenta, którego reprezentują.
Wskazuje to, że znaczenie wyboru dostawcy i tego, jaki poziom merytoryczny on reprezentuje, jest w tytułowym obszarze techniki czynnikiem pierwszorzędnym. Jednocześnie dobór produktu to skomplikowane wielowariantowe zagadnienie, w którym trzeba rozważyć wiele czynników nie tylko związanych z daną maszyną, ale całym środowiskiem produkcyjnym, obecnym stanem posiadania oraz możliwościami finansowymi inwestora. Do tego dochodzą zagadnienia przyszłego wykorzystania, możliwości rozbudowy, dopasowania do innych zadań, a także kwestie utrzymania maszyn w ruchu (a więc koszty serwisu i dostępność części zamiennych). Takich problemów jest bardzo dużo, stąd w praktyce dobór maszyny bazuje na wiedzy, kompetencjach i rzetelności dostawcy. Z tych przyczyn nie jest to działalność dla przypadkowych osób i firm, bo do sukcesu firmy te dochodzą latami. Z tego też powodu zmiany w krajobrazie firm są niewielkie, żeby nie powiedzieć, że w praktyce żadne.








