
W początkach branży elektronicznej stopy lutownicze SnPb zyskały popularność ze względu na dostępność i niską cenę. Charakteryzowała je również dobra zwilżalność, a temperatura topnienia wynosząca +183°C była bezpieczna dla komponentów elektronicznych, z czasem zatem jeszcze ugruntowały swoją pozycję. Wraz ze wzrostem obaw o wpływ ołowiu na zdrowie zaczęto go jednak wycofywać z użytku, także w przemyśle elektronicznym. W tym celu dyrektywa Unii Europejskiej w sprawie ograniczenia stosowania substancji niebezpiecznych RoHS, która została wprowadzona w 2001 roku, ustanowiła harmonogram eliminowanie Pb z procesów lutowania elektroniki. Za najbardziej obiecującą alternatywę dla stopów SnPb uznano wówczas stopy SnAgCu (SAC). Zmiana ta okazała się punktem zwrotnym w dziedzinie montażu PCB. Na przykład stop SAC305, który składa się w 96,5% z cyny, 3% ze srebra oraz 0,5% z miedzi, topi się w temperaturze od +217°C do +220°C i wymaga temperatur rozpływowych co najmniej +240°C – +255°C, czyli o 20 – 30°C wyższych, niż w przypadku SnPb. W efekcie płytki PCB i komponenty musiano pod względem materiałowym do tego wzrostu przystosować. Nawet jednak mimo to nie udaje się uniknąć defektów spowodowanych zbyt wysoką temperaturą lutowania. Oprócz tego liczyć się trzeba z większym zużyciem energii. Powodów by obniżyć temperaturę montażu PCB więc nie brakowało.
Stopy lutownicze
Temperatura lutowania zależy od właściwości stopu lutowniczego wpływających na przebieg jego topnienia. Kiedy temperatura lutowania przekroczy temperaturę solidusa danego stopu, rozpoczyna się jego przemiana ze stanu stałego w ciekły. Jest to początek jego topnienia. Temperatura likwidusa z kolei wyznacza rozpoczęcie odwrotnej zmiany stanu skupienia. Jest to początek krzepnięcia. Jeżeli temperatury likwidusa i solidusa są takie same, stop jest eutektyczny. W przeciwnym razie, jeżeli zmiana stanu skupienia zachodzi w określonym przedziale temperatur, czyli temperatury solidusa i likwidusa różnią się, stop jest nieeutektyczny. Przykład stopu tego typu to SAC305, o temperaturze topnienia w przedziale +217°C (temperatura solidusa) – +220(+221)°C (temperatura likwidusa). Stopy eutektyczne to natomiast m.in.: Sn37Pb o temperaturze topnienia +183°C, Sn58Bi, który topi się w temperaturze +138(139)°C oraz Sn52In, o temperaturze topnienia +118°C.
Jak widać na przykład bizmut, ind, a oprócz tego jeszcze gal, mogą być dodawane w celu obniżenia temperatury topnienia stopów lutowniczych na bazie cyny. Spośród wymienionych stopy SnBi mają przewagę nad SnIn, jak i SnGa, ze względu na niższy koszt i większą dostępność. Już w latach 90. zeszłego wieku stopami z dodatkiem bizmutu interesowano się jako potencjalnymi zamiennikami eutektycznego stopu SnPb. Wskazywano jednak na ich ograniczenia. W związku z nimi, choć mogły zastąpić stop cyny z ołowiem w elektronice użytkowej i urządzeniach telekomunikacyjnych, to w zastosowaniach specjalistycznych, jak elektronika samochodowa czy lotnicza, nie sprawdziłyby się. Wynikało to z umiarkowanej trwałości zmęczeniowej wykonanych z nich lutów, mimo że wyższej niż tych z SnPb, ale niższej niż SAC lub SnAg. Poza tym eutektyczne stopy SnBi są kruche i mają słabą wytrzymałość na wstrząsy mechaniczne. Odpowiednie dodatki mogą jednak ich właściwości poprawić. Jest to konieczne w związku z tym, że postępująca miniaturyzacja i większa przenośność urządzeń elektronicznych zwiększają wymagania w zakresie ich wytrzymałości na temperatury i wstrząsy.
Stopy niskotemperaturowe
Skład stopów lutowniczych dobiera się pod kątem wymagań wytrzymałości cieplnej i mechanicznej połączeń lutowanych, którą testuje się poddając zmontowane płytki drukowane naprężeniom oraz cyklom temperaturowym. Dotyczy to zarówno stopów SAC, jak i niskotemperaturowych. W obu przypadkach wyższa lub niższa odporność lutów na zmiany temperatury i wstrząsy są powiązane z bardzo specyficznymi cechami mikrostruktury lutu. Przykładowo, stopy SnAgCu z zawartością 3 – 4% Ag, jak SAC305, charakteryzują się wyższą zawartością Ag3Sn, co przekłada się na wyższą odporność na cykle termiczne. Obniżenie zawartości srebra poniżej 1%, jak w przypadku SAC0307 (Sn 99%, Ag 0,3%, Cu 0,7%), zmniejsza zawartość Ag3Sn, co skutkuje niższą wytrzymałością na zmiany temperatury, ale wyższą na wstrząsy. Podobnie w przypadku stopów niskotemperaturowych ich właściwości zależą zarówno od indywidualnego, jak i łącznego wpływu różnych składników, w tym mikrododatków. Na przykład w stopach SnBi srebro poprawia ciągliwość i wytrzymałość na cykle termiczne, obniżenie zawartości bizmutu zwiększa ciągliwość, a dodatek bardzo małej ilości miedzi poprawia wytrzymałość na rozciąganie.
Na przestrzeni lat opracowano kilka generacji stopów lutowniczych niskotemperaturowych. Pierwszą stanowił 42Sn-58Bi, stop eutektyczny o temperaturze topnienia wynoszącej +138°C. Stopy drugiej generacji to m.in. 42Sn-57,6Bi-0,4Ag oraz 42Sn-58Bi-X (SBX02). W porównaniu ze stopem eutektycznym pierwszej generacji i 42Sn-57,6Bi-0,4Ag, stop SBX02 charakteryzował się ponad dwukrotnie wyższą wytrzymałością na wstrząsy.
Stopy trzeciej generacji o zmniejszonej zawartości bizmutu HRL1 Sn-(49-51)Bi-X charakteryzują się jeszcze wyższą wytrzymałość mechaniczną. Ich temperatura likwidusa wynosi około +151°C. Biorąc pod uwagę to, że temperatury rozpływowe są o 25 – 30°C wyższe od temperatury topnienia stopu lutowniczego, zapewnia to warunki montażu bezpieczne w przypadku PCB i komponentów elektronicznych, które mogą się odkształcać pod wpływem temperatury. Tego samego nie można już jednak zagwarantować w przypadku stopów Sn-Bi zawierających poniżej 40% bizmutu, które wymagałyby szczytowych temperatur rozpływowych przekraczających +200°C. Także w czwartej generacji stopów HRL3 Sn-(56-58)Bi-X uzyskano dalszą poprawę właściwości dzięki większej wytrzymałości mechanicznej i termicznej.
Parametry cieplne
W tabeli 1 zostało przedstawione porównanie temperatury solidusa (TS), temperatury likwidusa (TL) oraz współczynnika rozszerzalności cieplnej (Coefficient of Thermal Expansion, CTE) i przewodności cieplnej stopów niskotemperaturowych kolejnych generacji. Jak widać, różnice w ich składzie nie mają wpływu na temperaturę solidusa, natomiast temperatura likwidusa jest silnie zależna od zawartości bizmutu w danym stopie. Można też zauważyć, że pod względem tego drugiego parametru stopy drugiej generacji, SBX02 oraz 42Sn-57,6Bi-0,4Ag, są podobne do stopu 42Sn-58Bi, co wynika stąd, że zawartość bizmutu w tych trzech materiałach jest zbliżona. Ponadto, ponieważ stopy lutownicze nigdy nie są idealnie czyste, a w rzeczywistości luty także zawierają pewną ilość zanieczyszczeń, nawet stop 42Sn-58Bi, teoretycznie eutektyczny, może charakteryzować się niewielkim zakresem temperatur solidusa i likwidusa. Generalnie, obniżenie zawartości bizmutu powoduje wzrost temperatury likwidusa. Dlatego jest ona w przypadku stopów HRL1 i HRL3 odpowiednio o 11°C i 6°C wyższa, niż dla stopu eutektycznego.
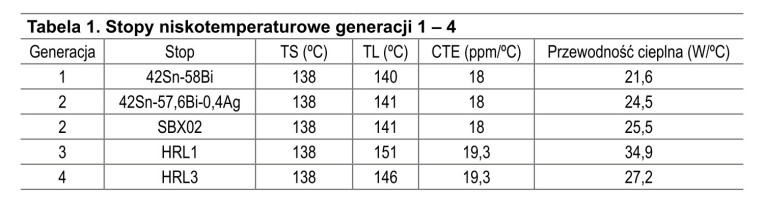
Materiały, które tworzą połączenie lutowane powinny być dobrane pod względem współczynników rozszerzalności cieplnej, w przeciwnym razie ich rozszerzanie się i kurczenie z różną szybkością generować będzie naprężenia ścinające na stykach. To potencjalnie może prowadzić do osłabienia lutu. Jak wynika z tabeli 1 współczynnik rozszerzalności cieplnej stopów SnBi wynosi 18 – 19,3 ppm/°C, co jest wartością nieznacznie niższą niż w przypadku SAC305 (22,5 ppm/°C) i mieści się w oczekiwanym zakresie dla stopów lutowniczych, gdyż CTE miedzi i laminatów FR-4 wynoszą odpowiednio 18 i14 ppm/°C.
Jeżeli chodzi o przewodność cieplną, zwykle preferowane są stopy o jej wyższej wartości. Wpływa na nią przewodność termiczna poszczególnych składników i sposób ich połączenia się w strukturze stopu. Jak wynika z tabeli 1 dodanie 0,4% Ag do 42Sn-58Bi zwiększa przewodność cieplną o około 13%. Przewodność termiczna SBX02 jest większa o 18%. Wzrost ten w przypadku stopów HRL1 i HRL3 jest jeszcze większy w porównaniu ze stopami pierwszej, jak i drugiej generacji. Mniejsza zawartość bizmutu w stopie HRL1 znacząco zwiększa jego przewodność cieplną – jest ona o ponad 60% większa niż w przypadku stopu eutektycznego 42Sn-58Bi. Z kolei ten parametr stopu HRL3 jest tylko nieznacznie mniejszy niż w przypadku HRL1, ale o ponad 25% większy niż w przypadku 42Sn-58Bi.
Jak widać, niezbędnym składnikiem stopów niskotemperaturowych jest bizmut. Warto w związku z tym lepiej poznać jego właściwości.
Właściwości Bi
Bizmut jest kruchym, krystalicznym metalem, o srebrzysto-różowym kolorze, stosunkowo gęstym – gęstość Bi wynosi 9,8 g/cm³, dla porównania gęstość ołowiu to 11,35 g/cm³. Wyróżnia się tym, że w połączeniu z innymi metalami, takimi jak cyna, obniża temperaturę topnienia powstałego stopu – chociaż temperatura topnienia samego bizmutu wynosi +271°C, stopy na jego bazie topią się w temperaturach poniżej +200°C.
Bizmut zmniejsza temperaturę topnienia stopów, których jest składnikiem przede wszystkim dzięki swojej specyficznej strukturze krystalicznej i właściwościom eutektycznym. Gdy atomy Bi zostają wprowadzone do stopu z metalem takim, jak cyna zaburzają jego uporządkowaną sieć krystaliczną. W rezultacie do przejścia stopu o nieregularnej strukturze krystalicznej ze stanu stałego w ciekły potrzeba mniej energii, co skutkuje niższą temperaturą topnienia. Ponadto ponieważ atomy bizmutu są stosunkowo duże i mniej aktywne chemicznie w porównaniu do atomów na przykład cyny, ich obecność rozluźnia wiązania metaliczne w stopie, co również ułatwia topnienie. Dodatkowo bizmut często tworzy układy eutektyczne, w których mieszanina dwóch albo większej liczby metali topi się w temperaturze niższej niż każdy ze składników osobno.
Bizmut jest nietoksyczny i nie utlenia się tak łatwo jak ołów. Unikalną cechą Bi jest jego tendencja do rozszerzania się podczas krzepnięcia – właściwość ta, charakterystyczna dla wody podczas przemiany w lód, cechuje niewiele innych metali (poza bizmutem m.in. antymon i gal). Z drugiej jednak strony, w porównaniu z Sn, Ag i Cu Bi ma niską przewodność elektryczną, jak i cieplną.
Ograniczenia Bi
W początkach rozwoju bezołowiowej techniki lutowania bizmut do stopów lutowniczych nie był dodawany. Był ku temu ważny powód, w kontakcie z ołowiem Bi tworzy bowiem niskotopliwą, o temperaturze topnienia zaledwie +96°C, fazę eutektyczną w postaci kryształów Sn16Pb32Bi52, które pod wpływem naprężeń stają się kruche, co przekłada się na nietrwałość połączeń lutowanych. W czasach, gdy dopiero wycofywano ołów obawiano się, że stopy na bazie bizmutu mogłyby zostać nim zanieczyszczone, a nawet śladowe ilości Pb pozwalają na powstanie niestabilnego związku obu tych metali. Dopiero całkowite wyeliminowanie ołowiu z montażu płytek drukowanych dzięki dyrektywie RoHS, które ograniczyło do zera ryzyko powstania niskotopliwych międzymetalicznych związków Sn16Pb32Bi52 sprawiło, że kolejne generacje stopów bezołowiowych zaczęto opierać na Bi.
Stopy cyny oraz Bi zaczęto wykorzystywać w zastosowaniach wymagających temperatur lutowania niższych niż te konieczne w przypadku tradycyjnych lutów bezołowiowych, jak SAC305. Dzięki temperaturze topnienia wynoszącej jedynie +139°C, stopy SnBi ograniczają wpływ ciepła podczas montażu płytek drukowanych, co czyni je idealnymi w przypadku podzespołów elektronicznych wrażliwych na temperaturę i podłoży, które przy długotrwałym narażeniu na ciepło mogłyby ulec uszkodzeniu. Poza ochroną wrażliwych elementów PCB, wykorzystanie Bi w stopach lutowniczych niskotemperaturowych zapewnia korzyści ekonomiczne oraz środowiskowe – podczas lutowania w niższych temperaturach zużywa się mniej energii, co potencjalnie zmniejsza koszty operacyjne oraz negatywny wpływ produkcji na środowisko.
Pomimo tych zalet, luty niskotemperaturowe na bazie bizmutu stwarzają również pewne problemy. Kruchość bizmutu może ograniczać wytrzymałość mechaniczną połączeń lutowanych, czyniąc je bardziej podatnymi na pękanie pod wpływem naprężeń mechanicznych. Ryzyko kruchości lutów jest poważnym problemem w zastosowaniach, w których mogą występować gwałtowne wahania temperatury i wstrząsy. Ponieważ przewodności cieplna i elektryczna bizmutu jest niższa niż cyny, miedzi i srebra, może on również nie sprawdzać się w zastosowaniach wymagających efektywnego odprowadzania ciepła lub wysokiej wydajności elektrycznej.
Bi nie tylko w stopach niskotemperaturowych
Co ciekawe, choć jeżeli bizmut jest głównym składnikiem stopów niskotemperaturowych, zwiększa kruchość lutu, jako dodatek w niewielkich ilościach, zazwyczaj około 1 – 6%, zamiast tego znacznie poprawia jego podstawowe właściwości. Przykładowo stopy na bazie SAC zawierające bizmut, jak REL22 (Sn/Cu/Ag/Bi/Ni/Sb/X), są obecnie powszechne w zastosowaniach wymagających wysokiej niezawodności, takich jak motoryzacja, lotnictwo i elektronika przemysłowa, gdzie wytrzymałość połączeń lutowanych ma kluczowe znaczenie, ponieważ są one narażone na długotrwałe obciążenia eksploatacyjne i trudne warunki środowiskowe.
Niewielkie ilości bizmutu zwiększają twardość połączeń lutowanych, polepszając ich odporność na odkształcenia mechaniczne i cykle termiczne. Na przykład, podczas gdy stop SAC305 ma twardość HV10 (przy nacisku 10 kg) wynoszącą 14, stopy zawierające bizmut REL61 (Sn/Cu/Ag/Bi) oraz REL22 mają odpowiednio twardość 26 i 29. Bi poprawia także zwilżalność, ułatwiając rozpływanie się stopionego lutu i zapewniając skuteczniejsze wiązanie go z powierzchniami metalu. Zwiększa to dokładność wypełnienia otworów przelotowych, ponieważ płynny lut łatwiej wpływa do wąskich przestrzeni. Poza tym dodatek bizmutu zapewnia wygładzenie połączeń lutowanych i ich matowe wykończenie. To z kolei zwiększa skuteczność automatycznej inspekcji optycznej PCB, gdyż takie połączenia są łatwiejsze w kontroli pod kątem występowania defektów i rzadziej, w porównaniu na przykład z lutami z SAC305, dochodzi do fałszywych detekcji. Dodatek bizmutu ogranicza także powstawanie pustych przestrzeni w lutach. To przekłada się na lepszą integralność strukturalną i niezawodność elektryczną połączeń lutowanych, zmniejszając prawdopodobieństwo wystąpienia słabych punktów, które mogłyby ulec uszkodzeniu pod wpływem naprężeń termicznych lub mechanicznych. Ponadto w przypadku stopów z niewielkim dodatkiem bizmutu zaobserwowano mniejszy wzrost wąsów cynowych, które są groźne, ponieważ mogą powodować zwarcia.
Monika Jaworowska










