
Z perspektywy inżynierii materiałowej przemysł montażu elektronicznego znajduje się obecnie na etapie istotnych zmian technologicznych. Postępująca miniaturyzacja komponentów, rozwój elektromobilności (EV), infrastruktury 5G/6G oraz rosnące wymagania środowiskowe powodują konieczność ciągłej optymalizacji materiałów i procesów lutowniczych. Kluczowym elementem determinującym niezawodność urządzenia pozostaje złącze lutownicze.
Przejście ze stopów cynowo-ołowiowych na bezołowiowe wymusiło opracowanie materiałów zdolnych do pracy w wyższych temperaturach oraz przy większych obciążeniach mechanicznych. Współczesne rozwiązania obejmują m.in. stopy niskotemperaturowe (LTS – Low Temperature Soldering), modyfikacje mikrostruktury poprzez precyzyjne domieszkowanie oraz stopy o podwyższonej odporności zmęczeniowej dla elektroniki motoryzacyjnej i układów wysokiej mocy.
Od ołowiu do zaawansowanych stopów bezołowiowych
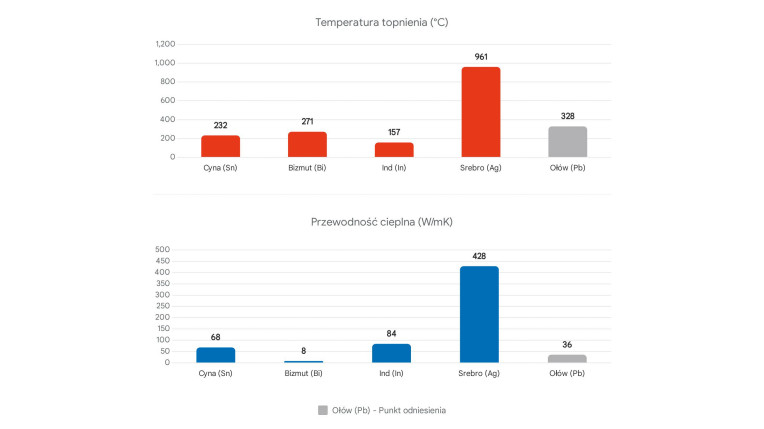
Historia zmechanizowanego montażu opierała się na eutektycznym stopie cyny z ołowiem (Sn-Pb, temperatura topnienia 183°C), który zapewniał dobrą zwilżalność i elastyczność kompensującą naprężenia. Niska temperatura procesu chroniła wrażliwe komponenty i laminaty przed uszkodzeniami. Toksyczność ołowiu i wprowadzenie dyrektywy RoHS wymusiły jednak przejście na stopy bezołowiowe, co stanowiło jedno z głównych wyzwań inżynieryjnych w branży.
W wyniku badań wyłoniono rodzinę stopów SAC (Sn-Ag-Cu) jako nowy standard, z wiodącym stopem SAC305 (96.5Sn/3.0Ag/0.5Cu). Choć stopy te ustabilizowały produkcję, ich ograniczeniem jest wyższa temperatura topnienia (217‒220°C), co wymaga stosowania w procesie rozpływowym temperatur rzędu 240‒250°C. Skutkuje to zwiększonym stresem termicznym komponentów, co może prowadzić do delaminacji PCB czy wyginania układów scalonych pod wpływem asymetrycznej rozszerzalności cieplnej.
Z drugiej strony, stopy bezołowiowe wykazują lepszą odporność na korozję w środowiskach o wysokiej wilgotności. Jednak ich większa sztywność w warunkach wahań temperatur sprawia, że naprężenia przenoszą się na warstwę związków międzymetalicznych (IMC), co może skutkować pęknięciami zmęczeniowymi.
W typowych układach Sn-Cu na granicy złącza formują się fazy międzymetaliczne Cu₆Sn₅ oraz Cu₃Sn, których grubość rośnie wraz z czasem i temperaturą pracy – nadmierny wzrost tej warstwy podczas długotrwałej eksploatacji wysokotemperaturowej prowadzi do zwiększenia kruchości połączenia i spadku jego odporności zmęczeniowej. Zjawisko to skłoniło inżynierów do modyfikacji stopów bezołowiowych poprzez precyzyjne domieszkowanie bizmutem, indem lub antymonem w celu uzyskania optymalnej plastyczności.
W ostatnich latach obserwuje się również rosnące zainteresowanie stopami typu "low-Ag SAC", takimi jak SAC105 (Sn-1.0Ag-0.5Cu) czy SAC0307 (Sn-0.3Ag-0.7Cu), które stanowią kompromis pomiędzy kosztem materiału a odpornością zmęczeniową. Obniżenie zawartości srebra redukuje cenę spoiwa oraz ogranicza tendencję do tworzenia grubych wydzieleń Ag₃Sn, przy zachowaniu akceptowalnych parametrów niezawodnościowych w aplikacjach klasy przemysłowej.
Coraz częściej stosuje się również mikro- i nano-dodatki pierwiastków takich jak nikiel (Ni), kobalt (Co) czy german (Ge), które w śladowych ilościach stabilizują morfologię faz międzymetalicznych, ograniczają nadmierny wzrost warstwy IMC oraz poprawiają jednorodność mikrostruktury spoiny podczas długotrwałej eksploatacji.
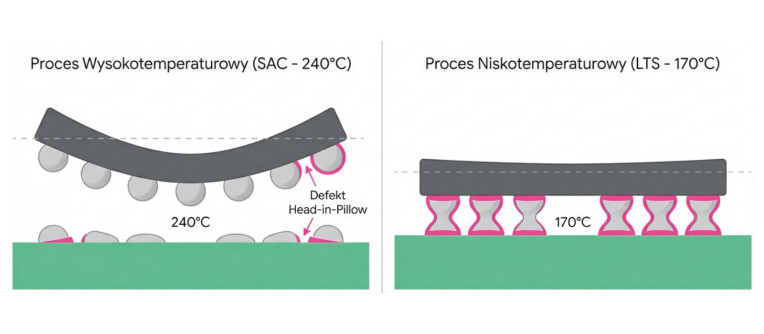
Niskotemperaturowe stopy lutownicze (LTS) i naprężenia termiczne. Istotnym problemem w montażu powierzchniowym (EMS) z wykorzystaniem stopu SAC305 są defekty produkcyjne układów BGA wynikające z wysokich temperatur rozpływu tego stopu. Różnica we współczynnikach rozszerzalności cieplnej krzemu i laminatu powoduje odkształcanie się obudowy. W temperaturze 250°C odkształcenie to może być znaczące, rzędu 80-150 μm. Zastygnięcie spoiwa w momencie wygięcia komponentu często prowadzi do braku połączeń lub powstawania wad ukrytych.
Kolejnym z charakterystycznych defektów związanych z wysoką temperaturą procesu rozpływowego jest zjawisko Head-in-Pillow (HIP), polegające na braku pełnego zespolenia kulki BGA z pastą lutowniczą mimo ich pozornego kontaktu. Powstaje ono w wyniku jednoczesnego występowania utlenienia powierzchni oraz dynamicznych odkształceń komponentu podczas rozpływu pasty, co prowadzi do separacji faz ciekłych. Zjawisko to stanowi istotne wyzwanie w montażu dużych obudów BGA i wymaga precyzyjnej kontroli profilu temperaturowego oraz aktywności topnika.
Rozwiązaniem tego problemu są stopy niskotemperaturowe, bazujące głównie na bizmucie i indzie. Eutektyczny stop 58Bi/42Sn charakteryzuje się temperaturą topnienia 138°C, co pozwala na obniżenie szczytowej temperatury profilu do 160-170°C. Zmniejsza to odkształcenia termiczne obudów BGA i umożliwia bezpieczny montaż modułów światłowodowych, wyświetlaczy oraz układów na elastycznych podłożach FPC.
Domieszkowanie bizmutem: Przełamywanie bariery kruchości
Wdrożenie na szeroką skalę stopów lutowniczych zawierających bizmut wiąże się z pewnymi ograniczeniami mechanicznymi. Bizmut jest metalem kruchym i rozszerza się podczas krzepnięcia. Złącza Sn-Bi charakteryzują się zatem wyższą sztywnością, co czyni je bardziej podatnymi na uszkodzenia powodowane wibracjami oraz wstrząsami.
W celu poprawy właściwości mechanicznych stosuje się domieszkowanie. Dodatek niewielkiej ilości srebra (np. stop 57Bi/42Sn/1Ag) podnosi temperaturę topnienia o około 1°C, ale modyfikuje siatkę krystaliczną, poprawiając ciągliwość materiału. Komercyjne serie stopów wykorzystują tę modyfikację w celu lepszego rozpraszania energii kinetycznej.
Odmienne wymagania technologiczne dotyczą układów dla elektroniki motoryzacyjnej (inwertery napędów EV, systemy ADAS) oraz wysokowydajnych urządzeń infrastrukturalnych. Elektronika klasy automotive pracuje w rozszerzonym zakresie temperatur (od -40°C do 150°C), narażona jest także na wysoki poziom wibracji. W takich warunkach standardowe stopy SAC305 ulegają zjawisku pełzania temperaturowego i szybkiej rekrystalizacji.
Rozwiązaniem w tym obszarze są stopy o podwyższonej wytrzymałości (m.in. stop Innolot czy jego modyfikacje, takie jak Sn-Ag-Cu-Bi-Sb-Ni). Zawierają one dodatki bizmutu, antymonu oraz niklu, co wywołuje zjawisko utwardzania wydzieleniowego. Tworzy to w strukturze krystalicznej bariery zapobiegające rozprzestrzenianiu się mikropęknięć. Stopy te charakteryzują się dużo większą odpornością na uszkodzenia mechaniczne, znacząco podnosząc żywotność modułów.
Dla modułów mocy wdraża się z kolei lutowanie z wykorzystaniem spiekanych preform (kształtek) w procesach wykorzystujących kwas mrówkowy jako czynnik redukcyjny w piecach próżniowych. Pozwala to na ograniczenie objętości pustych przestrzeni w spoinie do poziomu poniżej 1%.
Chemia systemów: rola topników
Właściwości zastosowanego stopu lutowniczego zależą w dużej mierze od parametrów chemicznych topnika. Procesy lutowania w wysokich temperaturach powszechnie opierały się na tradycyjnych topnikach kalafoniowych, jednak wykorzystanie stopów LTS z domieszką bizmutu wymaga nowego podejścia.
Bizmut charakteryzuje się inną dynamiką utleniania niż powszechnie używane stopy Sn-Ag. Tradycyjne topniki mogą wykazywać niewystarczającą aktywację w obniżonych temperaturach lutowania LTS (140-160°C). Doprowadziło to do opracowania topników dostosowanych do niższych profili termicznych. Zapewniają one redukcję tlenków już na wczesnym etapie wygrzewania. Takie podejście zapobiega formowaniu się twardych osadów, poprawia skuteczność procesów mycia płytek i obniża odsetek fałszywych błędów podczas zautomatyzowanej inspekcji optycznej (AOI). Nowe rodzaje topników tworzone są również z uwzględnieniem wytycznych ekologicznych, w tym dyrektywy REACH.
W przypadku elementów montażu przewlekanego (THT) coraz powszechniej stosuje się procesy lutowania selektywnego w atmosferze azotu. Ograniczenie zawartości tlenu redukuje intensywność utleniania powierzchni miedzi oraz ciekłego lutu, co przekłada się na lepszą zwilżalność i bardziej kontrolowany wzrost warstwy międzymetalicznej. Zastosowanie azotu umożliwia również obniżenie aktywności chemicznej topnika, zmniejszając ilość pozostałości powygrzewczych i poprawiając powtarzalność procesu.
Standardy IPC-A-610: kryteria jakościowe
Normą weryfikującą poprawność montażu płytek elektronicznych jest standard IPC-A-610 (powiązany ze specyfikacjami procesu IPC J-STD-001). Precyzuje on wymagania jakościowe, kategoryzując urządzenia elektroniczne na trzy klasy:
- Klasa 1 (Elektronika ogólnego przeznaczenia): Urządzenia powszechnego użytku. Dopuszcza się występowanie drobnych defektów wizualnych spoiwa, o ile nie mają one wpływu na poprawność funkcjonowania urządzenia.
- Klasa 2 (Elektronika o dedykowanym zastosowaniu): Urządzenia telekomunikacyjne, automatyka przemysłowa oraz standardowa elektronika motoryzacyjna. Wymagania wobec złączy są wyższe; na przykład dla elementów montażu przewlekanego (THT) minimalne wymagane wypełnienie otworu metalizowanego lutowiem wynosi 75%.
- Klasa 3 (Elektronika o wysokiej niezawodności): Systemy podtrzymywania życia, zastosowania wojskowe oraz sprzęt lotniczy i kosmiczny. Wymagania są bardzo restrykcyjne. W złączach nie dopuszcza się widocznych pęknięć, braków zwilżenia ani przekroczenia limitów dotyczących pustych przestrzeni. Złącze musi stanowić spójną, pewną strukturę.
Podsumowanie
Wdrażanie nowoczesnych technologii lutowniczych to proces wykraczający poza konieczność eliminacji ołowiu. Współczesne stopy lutownicze muszą być precyzyjnie dobierane pod kątem specyficznych wymagań termicznych, mechanicznych i aplikacyjnych projektowanego układu. Oferta rynkowa dostarcza obecnie różnorodnych rozwiązań: od stopów niskotemperaturowych minimalizujących odkształcenia obudów BGA, poprzez nanomateriały stabilizujące strukturę złącza, po wysoko wytrzymałe stopy przeznaczone dla motoryzacji. Prawidłowe powiązanie fizyki stopu, doboru odpowiedniego topnika oraz zachowania norm jakościowych IPC stanowi dla inżynierów fundament w procesie projektowania wysoce niezawodnej elektroniki.
Damian Tomaszewski










