
Zastosowania specjalne obejmują warunki, w których standardowe rozwiązania konstrukcyjne nie zapewniają wymaganej trwałości obudowy ani niezawodności urządzenia. Chodzi o środowiska, gdzie występują czynniki takie, jak wysoka albo niska temperatura, wysoka wilgotność, zapylenie, obciążenia mechaniczne (wibracje, udary), substancje chemiczne i zaburzenia elektromagnetyczne. W takich warunkach wymagana jest obudowa wzmocniona, zaprojektowana pod kątem odporności na ich oddziaływanie.
Przykładowo w przemyśle maszyny są narażone na drgania, udary i zanieczyszczenia stałe, które mogą powodować m.in. zatarcie się elementów ruchomych czy zatkanie otworów wentylacyjnych, co prowadzi do przegrzania. Dlatego ich obudowy muszą być wstrząsoodporne i szczelne. Wysoka i niska temperatura, wynikające ze specyfiki procesów technologicznych również są problemem. Na przykład wyposażenie wózków widłowych używanych w chłodniach musi być zabezpieczone przed kondensacją. Może ona wystąpić przy ich przemieszczaniu się między chłodnią i halą produkcyjną, między którymi występuje znacząca różnica temperatur.
Kondensacja jest również problemem w przypadku zastosowań na zewnątrz. Wymagają one oprócz tego obudów o odpowiedniej szczelności, by chronić elektronikę przed wnikaniem opadów i pyłów oraz materiałów odpornych na oddziaływanie promieniowania UV. W warunkach narażenia na środki chemicznie agresywne, jakie panują na przykład na morzu, największym problemem jest korozja. W strefach zagrożonych wybuchem obecność gazów i pyłów palnych wymaga natomiast eliminacji źródeł zapłonu oraz wytrzymałości na eksplozję wewnątrz obudowy. Oddzielną kategorię stanowią obudowy w wykonaniu higienicznym.

Wersje higieniczne
Korzysta się z nich m.in. w branżach spożywczej i farmaceutycznej, w przypadku których stosowne przepisy nakładają obowiązek spełnienia określonych standardów czystości. W obudowach osiąga się to dzięki rozwiązaniom konstrukcyjnym eliminującym miejsca, w których gromadzić mogłyby się zanieczyszczania i ułatwiającym skuteczne mycie i dezynfekcję.
Przykładowo, powierzchnie muszą być łatwe do czyszczenia, nienasiąkliwe i nie mogą wchodzić w reakcje chemiczne ani uwalniać żadnych toksycznych substancji. Powinna je także charakteryzować odporność na produkt, z którym mogą mieć kontakt oraz środki używane do ich mycia. W związku z tym od materiałów, z których są wykonywane wymaga się: by były gładkie (przyjmuje się, że ich średnia chropowatość nie powinna przekraczać 0,8 μm), bez niedoskonałości, powstałych w wyniku obróbki wykończeniowej bądź stanowiących defekty, gdzie mogłyby się gromadzić zabrudzenia lub rozwijać mikroorganizmy (pory, wgłębienia, ostre wypukłości, rysy, pęknięcia), by nie reagowały z produktem ani detergentami, były odporne na korozję, nietoksyczne, niebrudzące oraz niepękające. Cechy te muszą być gwarantowane bez względu na sposób wykończenia powierzchni wykonanej z danego materiału. Te same wymogi stawia się zatem powłokom, którymi się go zabezpiecza.
Wymogi te najlepiej spełnia stal nierdzewna. Materiał ten wyróżnia się odpornością na korozję, jest to bowiem stal, która zawiera przynajmniej 10% chromu. To właśnie jego dodatek uniemożliwia rozwój na powierzchni materiału rdzy. Wynika to stąd, że dzięki chromowi stal zyskuje zdolność wiązania tlenu. To powoduje wytworzenie się na jej powierzchni cienkiej, przezroczystej, ochronnej warstwy tlenków, która nie koroduje, a co więcej, ma zdolność do samonaprawiania się.
Ponadto w obudowach w wykonaniu higienicznym preferuje się konstrukcje jednolite, na przykład wykonywane z odlewu. Jeśli w danym przypadku ten nie sprawdzą się, zalecany sposób łączenie metali to spawanie – inne typy złączy mogą w niesprzyjających warunkach korodować. Spawy powinny być odpowiednio gładkie. Ich rozmieszczenie należy tak planować, aby możliwe było ich dokładne wyczyszczenie. Na przykład nie zaleca się ich wykonywania w rogach. Powinno się także unikać zakładek na złączach komponentów, jak również odsłoniętych gwintów oraz szczelin w zawiasach. Nitów i śrub nie należy umieszczać w komorze z produktem.
Ostre kąty wewnątrz i na zewnątrz obudowy powinno się zaokrąglić Nie wolno również dopuszczać do powstawania tzw. stref martwych, czyli miejsc, w których osadzają się i z czasem nagromadzają resztki produktów, w które nie docierają detergenty albo woda, która je spłukuje albo generalnie miejsc, których inspekcja pod kątem czystości nie jest możliwa. Kluczowy warunek to szczelność, która gwarantuje, że podczas mycia i dezynfekcji środki chemiczne i woda nie przenikną do środka obudowy.
Stopień ochrony pod tym kątem standaryzuje się i opisuje kodem IP. Składa się on z dwóch cyfr. Pierwsza, od 0 do 6, oznacza stopień ochrony obudowy przed wnikaniem ciał stałych. Chodzi o cząstki pyłów, jak i większe ciała obce, z otoczenia albo wprowadzane do obudowy, celowo albo przypadkowo, przez użytkownika. I tak 1 oznacza ochronę przed obiektami większymi niż 50 mm (dłoń), 2 – większymi niż 12 mm (palec), 3 – większymi niż 2,5 mm (narzędzia i druty), a 4 – większymi niż 1 mm (drobne narzędzia i druty, gwoździe, śruby, większe owady). 5 gwarantuje pyłoodporność, a 6 pyłoszczelność. Druga cyfra, od 0 do 9, charakteryzuje z kolei stopień ochrony obudowy przed wnikaniem wilgoci. 1 oznacza ochronę przed kroplami wody padającymi pionowo, 2 – pod kątem 15°, 3 – pod kątem 60°, 4 – pod dowolnym kątem, 5 – przed strumieniem wody o małym ciśnieniu, a 6 – przed falą wody. 7 gwarantuje szczelność obudowy przy zanurzeniu przez 30 minut, 8 – przy zanurzeniu ciągłym. Dodatkowy kod IP69K charakteryzuje obudowy odporne na mycie strugą pod dużym ciśnieniem (80–100 barów) i o wysokiej temperaturze (do +80°C). Przykładowo więc obudowa o stopniu ochrony IP58 ma zagwarantowaną pyłoodporność oraz szczelność przy zanurzeniu ciągłym, IP56 pyłoodporność i szczelność przy zalaniu falą wody, a IP67 pyłoszczelność i szczelność przy zanurzeniu czasowym. Uzyskanie konkretnego typu ochrony wymaga zastosowania specjalnych rozwiązań konstrukcyjnych.
Obudowy wodoszczelne
Wyjaśniamy to na przykładzie dwuczęściowej obudowy wykonanej z tworzywa ABS/PC. Wybór materiału jest kluczowy. Na przykład mieszanka ABS z PC (poliwęglanem) łączy w sobie najlepsze cechy obu tworzyw, czyli łatwość przetwarzania ABS oraz wytrzymałość i odporność cieplną PC. Z drugiej strony smary, szczególnie te z dodatkami w postaci rozpuszczalników, mogą spowodować degradację tego tworzywa. Dlatego istotne jest, żeby śruby montażowe były czyste. W przeciwnym razie pozostałości smarów mogą z czasem wnikać w tworzywo, prowadząc do uszkodzeń i rozszczelnienia obudowy.
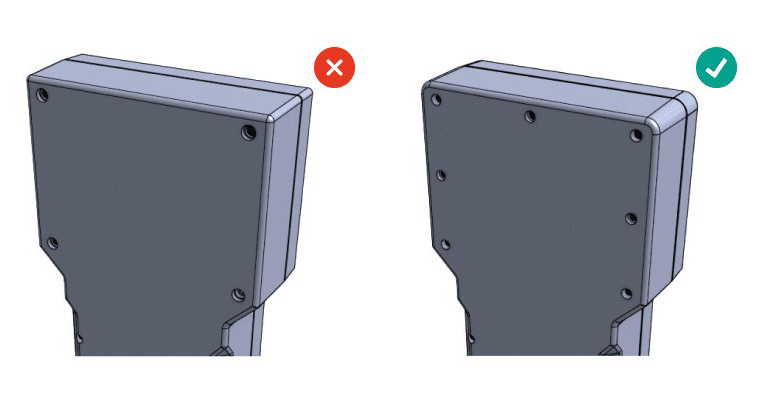
Istotny jest oprócz tego jej kształt. Przykładowo, ostre narożniki nie są zalecane. Wynika to stąd, że ostre kanty trudno uszczelnić i są podatne na uszkodzenia. Stopniowe przejścia między łączonymi powierzchniami, z zaokrąglonymi narożnikami, można łatwo skuteczniej uszczelnić. Obudowa jest także trwalsza (rys. 1).
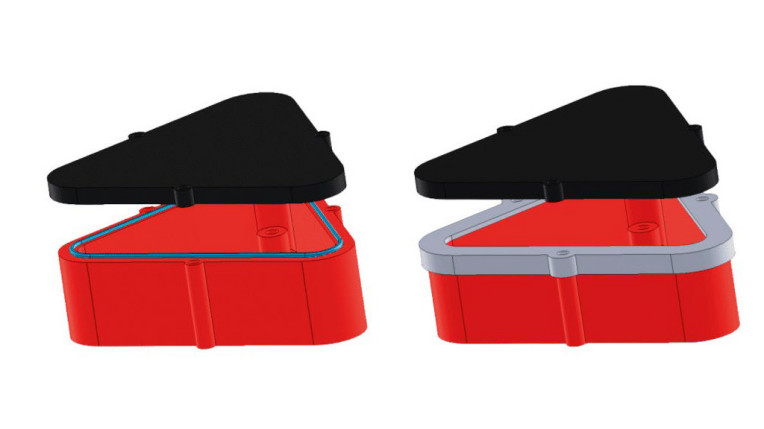
Wodoszczelność zapewnia uszczelnienie. Można je wykonać na kilka sposobów. Różne metody mają zalety i ograniczenia, zwłaszcza w produkcji na dużą skalę. Dotyczy to popularnych uszczelek typu o-ring. Są uniwersalne, ale ich montaż jest trudny, ponieważ łatwo ulegają skręceniu i przesuwają się, a każde niedopasowanie powoduje nieszczelność. To uniemożliwia uzyskanie wyższych stopni ochrony przed wnikaniem wody. Ponadto, chociaż w przypadku ręcznego montażu uszczelki tego rodzaju, przy dołożeniu odpowiednich starań, mogą się sprawdzić, dotyczy to tylko krótkich serii. W produkcji na dużą skalę trudno o zapewnienie ich powtarzalnego dopasowania. Alternatywą są uszczelki wykonywane na zamówienie, dopasowane do konkretnego kształtu obudowy. Dzięki temu ryzyko ich nieprawidłowego założenia jest mniejsze. Nie jest to jednak rozwiązanie pozbawione wad. Uszczelki, które są dopasowane są zwykle masywniejsze, co w przypadku niektórych urządzeń może być problemem. Poza tym ich montaż nie jest szybki, co również ogranicza ich wykorzystanie do krótkich serii. Alternatywą są uszczelki wylewane, zintegrowane z uszczelnianym elementem, wykonywane metodą obtrysku. Jest to podejście preferowane w przypadku obudów wodoodpornych produkowanych na masową skalę. Jest to proces zautomatyzowany, więc odciąża pracowników. To nie tylko przyspiesza montaż, ale i minimalizuje błędy ludzkie, a uszczelnieni są wykonywane w sposób powtarzalny.
Siła docisku uszczelnienia to kolejny kluczowy aspekt w projektowania wodoszczelnych obudów. Chodzi nie tylko o ochronę przed wnikaniem wody, ale również o zachowanie szczelności pomimo zmian ciśnienia wewnętrznego spowodowanych wahaniami temperatury. Narażone są na nie m.in. urządzenia przenośne.
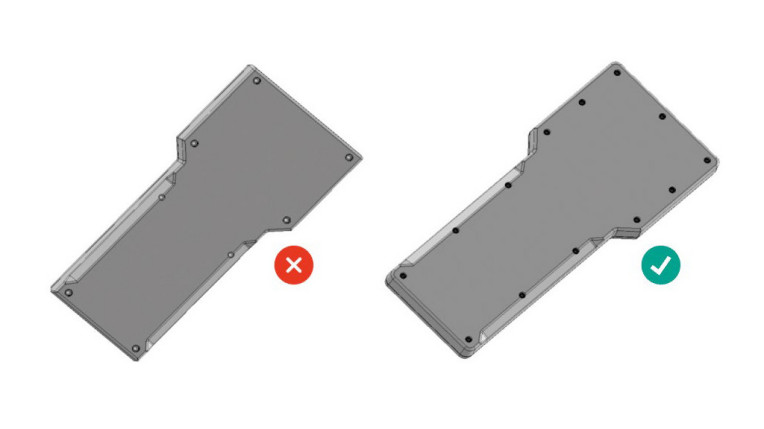
Mechanizm wahań ciśnienia w obudowie wywołanych zmianami temperatury jest następujący. Gdy obudowa się nagrzewa i ciśnienie wewnętrzne wzrasta, powietrze jest wypychane. Problem pojawia się, gdy obudowa się ochładza. Odwrotny gradient ciśnienia może wówczas spowodować zasysanie powietrza do jej wnętrza. Jeżeli jest ono wilgotne, może to prowadzić do uszkodzeń wewnętrznych, zarówno natychmiast, na skutek zwarć, jak i rozciągniętych w czasie, przede wszystkim dlatego, że sprzyja rozwojowi korozji. Skuteczny sposób na zapewnienie odpowiedniego docisku uszczelniania to dodanie dodatkowych, gęściej rozmieszczonych śrub (rys. 3).

Wojciech Sydor
sales and marketing manager, EX-CON Polska
Jakie są najważniejsze kryteria selekcji produktu w przypadku obudów do wymagających zastosowań?
Kluczowy błąd to zaczynanie od ceny albo materiału zamiast od warunków pracy. Najważniejsze są trzy rzeczy. Środowisko, czyli wilgoć, chemia, UV i temperatura. Obciążenia mechaniczne, czyli udary i wibracje. Oraz szczelność, czyli realnie potrzebna klasa IP. W praktyce często punktem wyjścia są normy. W jednym z projektów wymagania PN-EN ISO 12944-2 w kategorii C5-M narzuciły nie tylko materiał, ale cały proces zabezpieczenia antykorozyjnego. W takich warunkach nie ma miejsca na kompromisy, bo błędy wychodzą dopiero po czasie.
Czy zastosowania wymagające (środowiskowo, mechanicznie) wymuszają użycie metalu?
Nie zawsze, ale w wielu przypadkach tak. Tworzywa sztuczne mają swoje ograniczenia przy wysokich temperaturach, obciążeniach czy agresywnym środowisku. Dlatego w wymagających aplikacjach dominują aluminium i stal nierdzewna. Aluminium daje lekkość i elastyczność projektową. Stal nierdzewna V4A zapewnia wysoką odporność na korozję, szczególnie w środowisku morskim. Jeśli warunki są trudne, oszczędność na materiale szybko prowadzi do problemów.
Czego oczekuje dzisiaj rynek od dostawców?
Rynek oczekuje gotowych rozwiązań, a nie samego produktu. Coraz większe znaczenie ma kompatybilność elektromagnetyczna. W wielu aplikacjach obudowa musi nie tylko chronić, ale też eliminować zakłócenia, dlatego stosuje się rozwiązania z ekranowaniem EMC. Standardowa obudowa coraz rzadziej wystarcza. Klienci oczekują produktów przygotowanych pod projekt, czyli obudów malowanych, frezowanych i gotowych do montażu. Do tego dochodzą wymagania formalne, takie jak deklaracje materiałowe, certyfikaty czy zgodność z normami ISO i UL. W sektorach takich jak obronny liczy się także jakość współpracy i długoterminowa niezawodność. Z drugiej strony nadal funkcjonuje podejście oparte wyłącznie na cenie oraz niechęć do zmiany sprawdzonych rozwiązań. To jest realna bariera, którą trzeba przełamywać, pokazując ryzyko i wartość lepszych technologii. Szczególnie że wiele projektów funkcjonuje przez lata i każda zmiana musi być dobrze uzasadniona.
Obudowy wstrząsoodporne
Rozwiązania konstrukcyjne zastosowane w obudowach zaprojektowanych pod kątem odporności na uderzenia i wibracje muszą uwzględniać stopień ich nasilenia, inny w przypadku urządzeń, które są przeznaczone do użytku w przemyśle, w wojsku, są montowane na pokładach statków, samolotów czy w sprzęcie budowlanym. Na przykład typowe wartości udarów, na które narażone są maszyny w fabrykach mogą mieścić się w przedziale od 5g do 10g, podczas gdy te na pokładach okrętów wojennych muszą wytrzymywać udary o wartości do nawet 100g. Pod uwagę wziąć trzeba również charakter wibracji. Drgania mogą być losowe albo okresowe. Przykładem pierwszych są wibracje, które oddziałują na urządzenia zamontowane w samochodzie podczas jazdy po nierównym terenie. Z kolei źródłem drgań okresowych jest na przykład ruch wirnika helikoptera. W przypadku urządzeń specjalistycznych, na przykład na potrzeby wojska, odpowiednie normy określają parametry drgań i udarów, na które muszą być one odporne.
Aby ograniczyć wpływ wibracji wykorzystuje się izolatory. Ich zadaniem jest zmiana częstotliwości własnej obudowy tak, by nie pokrywała się z częstotliwością drgań wymuszenia, co powodowałoby rezonans i dalsze, niepożądane wzmacnianie wibracji. Ponadto zwykle izolatory też tłumią drgania przez rozproszenie ich energii. Wyróżnić można kilka ich typów.
Przykład to te elastomerowe, wykonane z materiałów sprężysto-plastycznych jak guma i poliuretan. Ich zaletami są: prosta konstrukcja, niski koszt oraz skuteczność w przypadku wibracji o średniej i wysokiej częstotliwości, ale nie sprawdzają się przy drganiach o bardzo niskich częstotliwościach i są wrażliwe na temperaturę. Izolatory w postaci sprężyny z plecionej liny stalowej, zwykle ze stali nierdzewnej, zamocowanej w metalowych uchwytach, w porównaniu z izolatorami elastomerowymi charakteryzuje z kolei większa odporność mechaniczna i na różne uciążliwe czynniki (temperatura, chemikalia), ale niższe tłumienie przy małych amplitudach wibracji. Są również zwykle większe i cięższe. Kolejny przykład to izolatory wykorzystujące sprężone powietrze jako medium sprężyste. Najczęściej mają postać gumowych miechów wypełnionych powietrzem pod ciśnieniem. Wyróżnia je skuteczność izolacji drgań o niskich częstotliwościach i możliwość regulacji sztywności poprzez zmianę ciśnienia, ale są niestety podatne na uszkodzenia i nieszczelności.
Generalnie izolatory elastomerowe są ekonomicznym rozwiązaniem, jeśli wymagane jest wyłącznie tłumienie drgań. Stalowe są zalecane, gdy występują jednocześnie wstrząsy i wibracje i wymagana jest wysoka odporność na czynniki środowiskowe (transport, wojsko, kolej), a pneumatyczne – w przypadku drgań o niskich częstotliwościach, rzędu kilku Hz. Oprócz tego, obudowa powinna mieć wystarczająco sztywną konstrukcję, aby wytrzymać impuls udarowy bez wyboczenia i ugięcia. W tym celu m.in. uzupełnia się ją o żebra usztywniające, wykonuje się grubsze ścianki, z materiałów o odpowiedniej sztywności (aluminium, stal).

Zapobieganie kondensacji
W warunkach dużej wilgotności lub gdy temperatura gwałtownie spadnie, wilgoć z powietrza ulega skropleniu. Kluczowy dla tego zjawiska jest punkt rosy. Jest to temperatura, przy której dochodzi do nasycenia powietrza wodą, tj. gdy wilgotność względna wynosi 100%. Jeśli powietrze styka się z powierzchnią chłodniejszą niż punkt rosy, wilgoć w nim zawarta ulega kondensacji. Można to zaobserwować na zimnych powierzchniach, jak szyby samochodowe, lustra, na trawie ranem pokrytej rosą nad ranem czy butelce wyjętej z lodówki. Ta ostatnia początkowo jest sucha, ale w krótkim czasie powietrze wokół niej schładza się poniżej punktu rosy i nadmiar wilgoci, którą jest ono nasycone skrapla się na zimnym szkle. Kondensacja może również wystąpić w obudowie, gdy temperatura otoczenia powietrza spadnie, a urządzenie jest wyłączone i jego komponenty nie nagrzewając się, nie emitują ciepła, które ogrzałoby jej wnętrze. Wówczas powietrze w obudowie także się schładza i nasyca wilgocią, która przy temperaturze poniżej punktu rosy skrapla się.
Kondensacji w obudowach można zapobiegać na dwa sposoby. Pierwszy polega na utrzymywaniu temperatury w ich wnętrzu powyżej punktu rosy. W tym celu instalowane są antykondensacyjne grzałki sterowane higrostatem, stanowiącym połączenie czujnika oraz regulatora wilgotności. Kiedy wraz ze spadkiem temperatury rośnie poziom wilgotności, higrostat wykrywa to i włącza grzałkę. Główną zaletą higrostatu w porównaniu z termostatem jest to, że jeżeli jest zimno, ale wilgotność jest niska, grzałka nie zostanie włączona, co pozwala zaoszczędzić energię. Zaleca się, aby grzałki antykondensacyjne montować jak najbliżej górnej krawędzi obudowy, gdyż to pozwala szybciej i przy mniejszym zużyciu energii nagrzać zwykle najzimniejszy wierzch obudowy. Dostępne są także grzałki z dodatkowo wymuszanym obiegiem powietrza.
Drugi sposób zapobiegania kondensacji w obudowie polega na zmniejszaniu wilgotności, co osiąga się przez osuszanie powietrza. W tym celu używane są osuszacze różnych rodzajów. Przykładem są te mechaniczne, w których wilgotne powietrze jest zasysane przez wentylator i doprowadzane nad chłodzoną wężownicę, gdzie zachodzi jego kontrolowana kondensacja. Wilgoć, która skropliła się na wężownicy ścieka do zbiornika, skąd jest odprowadzana poza obudowę. Alternatywę stanowią osuszacze, w których powierzchnią, gdzie zachodzi kondensacja jest zimna strona ogniwa Peltiera. Są one prostsze, tańsze i cichsze, dzięki temu, że nie wymagają komponentów mechanicznych. Jako rozwiązanie kompaktowe sprawdzają się w mniejszych obudowach. Wspólnym ograniczeniem obu typów osuszaczy w porównaniu z montażem grzałki antykondensacyjnej, jest konieczność odprowadzania skroplin poza obudowę. Wada ta nie dotyczy osuszaczy trzeciego typu, "na sucho", czyli w postaci materiału o właściwościach silnie higroskopijnych, który pochłania wilgoć z powietrza. W tym przypadku trzeba jednak pamiętać o regularnej wymianie osuszacza, który z czasem nasyca się wilgocią i traci swoje właściwości.
Monika Jaworowska









