
Rozwój technologii montażu układów elektronicznych wymusza ewolucję sprzętu lutowniczego oraz stacji do reworku. Wprowadzane rozwiązania techniczne skupiają się na automatyzacji, integracji z systemami klasy MES (Manufacturing Execution System) oraz precyzyjnym zarządzaniu profilami termicznymi. Nowoczesne urządzenia muszą odpowiadać na wyzwania związane z miniaturyzacją komponentów, a także spełniać zaostrzone normy jakościowe stowarzyszenia IPC.
Architektura i integracja w dobie Przemysłu 4.0
Stacje lutownicze są obecnie elementami połączonego ekosystemu produkcyjnego. Integracja z koncepcją Przemysłu 4.0 realizowana jest poprzez zunifikowane standardy komunikacyjne, takie jak protokół IPC-CFX (Connected Factory Exchange), które pozwalają na dwukierunkową wymianę danych między urządzeniem wykonawczym a systemami nadrzędnymi. Urządzenia rejestrują parametry w czasie rzeczywistym, w tym temperaturę grota, czas trwania cyklu lutowania poszczególnego złącza oraz dostarczoną moc.
Zebrane dane trafiają bezpośrednio do systemów zarządzania produkcją MES, co umożliwia pełne śledzenie procesu (traceability) na poziomie pojedynczego punktu lutowniczego. Architektura sieciowa pozwala na zautomatyzowane pobieranie profili termicznych przypisanych do konkretnego zlecenia produkcyjnego. Takie rozwiązanie sprzętowe zapobiega ręcznym ingerencjom w parametry, ogranicza błędy operatora i ujednolica proces montażu na całej linii. Z perspektywy utrzymania ruchu ciągły monitoring zużycia elementów roboczych ułatwia wdrożenie strategii predykcyjnego utrzymania (predictive maintenance).
Zarządzanie profilem termicznym i technologie grzewcze
Rdzeniem każdego systemu lutowniczego jest mechanizm transferu ciepła. W produkcji i serwisie dominują dwa rozwiązania: ogrzewanie rezystancyjne oraz indukcyjne. W układach rezystancyjnych ciepło generowane przez element grzejny przewodzone jest do grota, co charakteryzuje się odgórnie określoną bezwładnością cieplną. Z kolei systemy indukcyjne wykorzystują zmienne pole magnetyczne do generowania prądów wirowych bezpośrednio w masie grota. Skutkuje to zminimalizowaniem opóźnień w nagrzewaniu i wysoką responsywnością sprzętu podczas lutowania obszarów o dużej pojemności cieplnej, takich jak wielowarstwowe pola masy.
W stacjach do reworku technologicznym wymogiem jest równomierne nagrzewanie całego obszaru układu scalonego. Stosuje się tu konwekcję, promieniowanie podczerwone (IR) lub systemy hybrydowe. Promienniki podczerwieni pracujące w paśmie średnich fal (2‒8 μm) zapewniają wysoką absorpcję energii przez laminat szklano-epoksydowy FR4 (Flame Retardant 4) i obudowy komponentów bez wpływu na elementy sąsiadujące. Systemy konwekcyjne bazują na wymuszonym obiegu gorącego powietrza, zapewniając szybki transfer energii, przy czym wymagają precyzyjnego sterowania przepływem w celu uniknięcia zdmuchnięcia miniaturowych podzespołów. Urządzenia hybrydowe wykorzystują promienniki IR do podgrzewania dolnego (bottom heating) i sterowane głowice konwekcyjne od góry. Rozwiązanie to umożliwia bardziej równomierny rozkład temperatury w obrębie całej płytki, w efekcie zaś obniża naprężenia mechaniczne.
Automatyzacja i systemy wizyjne w procesach reworku
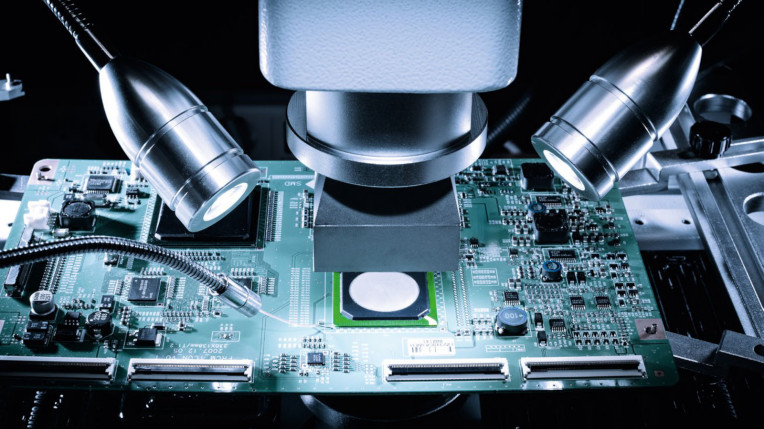
Praca z układami o dużej gęstości wyprowadzeń, w tym obudowami Ball Grid Array (BGA) czy Quad Flat No-leads (QFN), wymaga powtarzalności. Profesjonalne stacje do reworku integrują mechanizmy optycznego pozycjonowania (digital split optics). Układy te opierają się na zespołach pryzmatycznych i kamerach z matrycą CCD (Charge-Coupled Device), co pozwala na jednoczesne rzutowanie obrazu spodniej części układu oraz mozaiki padów laminatu. Nałożenie tych obrazów gwarantuje osiowe pozycjonowanie układów fine-pitch z tolerancją rzędu mikrometrów.
Implementacja algorytmów sterowania proporcjonalno-całkująco-różniczkującego (PID) zapewnia ścisłą realizację zadanego profilu temperaturowego. Układy sprzężenia zwrotnego zasilane są danymi z termopar, bezkontaktowych pirometrów lub zintegrowanych kamer termowizyjnych. Dane te służą do dynamicznej modulacji mocy elementów grzewczych, chroniąc struktury półprzewodnikowe przed szokiem termicznym. Automatyzacja powtarzalnych etapów naprawy obejmuje proces demontażu – ramię pozycjonujące z wbudowanym czujnikiem siły i podciśnienia unosi dany komponent natychmiast po fizycznym przejściu spoiwa w stan ciekły, eliminując ryzyko wyrwania metalizacji padów.
Wyzwania miniaturyzacji
Zagęszczenie układów na płytkach drukowanych wymusza montaż elementów biernych o rozmiarach 01005 oraz 008004. Manipulacja komponentami tej skali charakteryzuje się wysokim ryzykiem zjawiska tombstoningu (pionowego podnoszenia elementu w wyniku działania napięcia powierzchniowego lutowia na jednym z padów) oraz powstawania mikro-mostków lutowniczych. Ręczna aplikacja cyny z użyciem tradycyjnych metod jest w tym przypadku nieskuteczna ze względu na ograniczenia sprzętowe oraz motoryczne.
Do prac w takiej skali wykorzystywane są systemy mikrolutownicze wyposażone w tory wizyjne o dużej głębi ostrości. Głowice robocze opierają się na mikropęsetach termicznych (micro tweezers), które symetrycznie i równocześnie przekazują energię cieplną do obu stron elementu montażu powierzchniowego SMD. Zapobiega to nierównomiernemu rozpływowi i rotacji komponentu. Stacje te współpracują z dedykowanymi topnikami i pastami lutowniczymi o drobnym ziarnie stopu. Wymiary fizyczne kolb są minimalizowane, a środek ciężkości przesuwany ku dołowi, aby tłumić drgania rąk w strefie lutowania.

Wymogi norm IPC i parametryzacja kontroli jakości
Procedury lutowania przemysłowego ściśle określają międzynarodowe standardy techniczne, do których należą normy IPC J-STD-001 (wymagania dla procesów montażu) oraz IPC-A-610 (kryteria akceptacji modułów elektronicznych). Wymagania opisują m.in. wielkość kątów zwilżania, menisk lutowniczy, dopuszczalną ilość pustek (voidów) w spoinie oraz dopuszczalny czas ekspozycji cieplnej. Oprogramowanie stacji lutowniczych kontroluje podaż mocy i czas grzania, blokując możliwość pracy po przekroczeniu krytycznych wartości brzegowych.
Część urządzeń analizuje impedancję cieplną punktu roboczego, obliczając poprawność uformowania międzyfazowej warstwy związków międzymetalicznych (IMC – Intermetallic Compound). Stanowi to przejście od optycznej, subiektywnej kontroli złącza w stronę walidacji fizykochemicznej. W celu minimalizacji zjawiska utleniania na powierzchni lutu, urządzenia integruje się z systemami nawiewu zjonizowanego azotu osłonowego. Użycie atmosfery obojętnej przyspiesza aktywację topnika, poprawia napięcie powierzchniowe i jest powszechnie stosowane jako techniczne wsparcie bezołowiowych stopów lutowniczych.
Ekologia, energooszczędność i materiały eksploatacyjne
Optymalizacja konsumpcji prądu realizowana jest poprzez oprogramowanie układów zasilania, które wprowadza groty robocze w tryb uśpienia (standby) po ustalonym okresie bezczynności mierzonym akcelerometrami w uchwycie. Działanie to, obok zmniejszenia zapotrzebowania na moc, hamuje proces oksydacji powierzchni roboczej grota. Stopy bezołowiowe zawierają wyższy procent cyny, która przyspiesza erozję wżerową miedzi. Aby temu zapobiec, producenci stosują specjalne, grubsze powłoki galwaniczne nakładane technologiami nanostrukturalnymi, co zauważalnie wydłuża cykl życia osprzętu.
Obecne instalacje przystosowywane są również do procesów lutowania niskotemperaturowego (LTS – Low Temperature Soldering). Użycie stopów o obniżonej temperaturze topnienia (poniżej 200°C) przekłada się na niższe zapotrzebowanie energetyczne układów grzewczych i minimalizuje naprężenia mechaniczne delikatnych substratów krzemowych. Nierozłącznym elementem nowoczesnych stacji lutowniczych stają się układy odciągu u źródła. Systemy te filtrują cząstki stałe oraz szkodliwe dla zdrowia lotne związki organiczne (VOC – Volatile Organic Compounds) powstające przy spalaniu topników bazujących na żywicach lub kwasach organicznych.
Interfejsy i ergonomia stanowiska pracy
Inżynieria fizyczna stacji ewoluuje w kierunku poprawy biomechaniki i minimalizacji obciążeń ścięgien u operatorów linii montażowych. Odległość od uchwytu do punktu grzejnego ulega systematycznemu skracaniu, co przekłada się na wyższą precyzję ruchu punktowego. Przewody sprzęgające bazują na odpornych na temperaturę mieszankach silikonowych, które dzięki wysokiej giętkości nie generują naprężeń oporowych podczas pozycjonowania ręki.
Analogowe potencjometry zastępowane są pojemnościowymi ekranami sterującymi, zabezpieczonymi chemicznie powłokami uodparniającymi szkło przed rozpuszczalnikami i chemią czyszczącą. Skomplikowane struktury menu zastępują panele umożliwiające graficzne generowanie wykresów krzywej temperaturowej. Urządzenia wzbogacane są również o mechanizmy sprzężenia zwrotnego. Komunikaty wizualne lub proste sygnały wibracyjne informują obsługę o zjawiskach takich jak niedostateczne dogrzanie padu o dużej pojemności cieplnej, bezpośrednio chroniąc produkt przed defektem zimnego lutu.
Podsumowanie
do reworku funkcjonują obecnie jako wysoce zintegrowane i inteligentne systemy montażowe. Redukcja ludzkich błędów operacyjnych przez automatyzację regulacji temperatury, wbudowane systemy pozycjonowania optycznego oraz pełną rejestrację danych procesu to wymóg konieczny dla stabilnej obróbki wielowarstwowych obwodów drukowanych. Bieżące modyfikacje mechanizmów wymiany ciepła, rozwój analizy wizyjnej obrazu i przeprojektowywanie elementów chwytnych stanowią bezpośrednią reakcję przemysłu na rygorystyczne wytyczne technologiczne (standardy IPC) oraz narastającą skalę miniaturyzacji komponentów w elektronice użytkowej i przemysłowej.
Damian Tomaszewski












