
 |
 |
 |
| Rys. 1. Najłatwiejszym sposobem mycia w procesie elektronicznym jest mycie ręczne na przykład za pomocą specjalnych szczoteczek ESD oraz przygotowania stanowiska z wyciągiem |
||
Konieczne będzie oczywiście wyszkolenie i opłacenie pracownika, ale stanowi to małą część kosztu nowych automatycznych urządzeń myjących. Jak już wspomniano, proces ten tylko z pozoru jest procesem najkorzystniejszym finansowo. Co prawda nie wymaga większych inwestycji, ale ilość stosowanych materiałów eksploatacyjnych kilkakrotnie przewyższa zużycie materiałów w urządzeniach automatycznych. Podczas gdy profesjonalna myjka ultradźwiękowa z zamkniętym obiegiem mediów zużywa około 0,1l środka myjącego na cały cykl, w przypadku mycia ręcznego zużycie sięga nawet 1l na jeden szablon lub płytkę PCB. Zastanawiając się nad wyborem odpowiedniej opcji, trzeba dokładnie przeanalizować liczbę mytych elementów (szablonów czy płytek). Jak wskazuje doświadczenie, ręczny proces nadaje się jedynie do produkcji prototypowej oraz do produkcji małych serii do 50 sztuk płytek lub 2-3 szablonów na jedną zmianę. W większości innych przypadków zakup urządzenia myjącego jest bardziej opłacalny, a jego amortyzacja bardzo szybka. Mówiąc o negatywnych aspektach tego typu mycia, trzeba pamiętać, że cały proces jest uzależniony od operatora, co oznacza brak powtarzalności rezultatów
|
|
| Rys. 2. Jednokomorowe myjki ultradźwiękowe wyposażone w podgrzewanie i generator o częstotliwości 40 kHz charakteryzują się one stosunkowo prostą konstrukcją, a tym samym rozsądną |

Zalety:
- małe nakłady finansowe.
Wady:
- brak powtarzalności rezultatów,
- duże zużycie mediów,
- mała wydajność do kilku sztuk na godzinę,
- szkodliwość dla otoczenia i pracownika.
Mycie półautomatyczne
W procesie półautomatycznym samo mycie jest realizowane przez urządzenie, a pozostałe etapy (płukanie, suszenie) są wykonywane ręcznie. Zadaniem operatora jest przygotowanie płytek i szablonów. Mycie półautomatyczne gwarantuje zawsze jednakowy wynik, a dzięki zastosowaniu np. ultradźwięków czy podwyższonej temperatury uzyskuje się znaczną poprawę czystości elementów. Do tego typu rozwiązania idealnie pasują jednokomorowe myjki ultradźwiękowe wyposażone w podgrzewanie i generator o częstotliwości 40 kHz. Charakteryzują się one stosunkowo prostą konstrukcją, a tym samym rozsądną ceną (rysunek 2).
Najnowsze tego typu urządzenia są wyposażone w specjalną wannę z przyklejonymi na spodzie generatorami. Oferują funkcje niespotykane dotąd w urządzeniach kompaktowych, np. odgazowywania środka myjącego (Degas) oraz zapewnienia równomiernego rozkładu mocy ultradźwięków w każdym miejscu wanny (Sweep). Jednak zawsze, gdy poszukuje się rozwiązania pośredniego, mającego zagwarantować niższe koszty inwestycji, należy pamiętać o ustępstwach, a tym samym jego wadach. Co prawda zużycie środka myjącego jest mniejsze niż w przypadku mycia ręcznego, ale jeżeli chodzi o ich żywotność daleko jeszcze do rezultatów myjek automatycznych. Nie ma możliwości zastosowania pełnej filtracji, a to właśnie ona gwarantuje kilkukrotnie dłuższy czas życia medium. W dalszym ciągu nierozwiązane pozostają etapy płukania i suszenia. Ciągle brak im dokładności, a czasy wykonywania są bardzo długie. Jeśli chodzi o samo płukanie, można do tego celu zakupić drugą myjkę ultradźwiękową wykorzystującą wodę dejonizowaną jako medium płuczące, jednak koszt zbliży się wówczas do najprostszych urządzeń automatycznych.
|
|
| Rys. 3. Myjki modułowe składają się z niezależnych modułów wykonujących odrębne etapy |

Zalety:
- mycie automatyczne wspomagane przez ultradźwięki i podwyższoną temperaturę,
- zadowalające wyniki mycia,
- zmniejszone zużycie środka myjącego,
- niskie koszty inwestycji.
Wady:
- płukanie oraz suszenie w dalszym ciągu uzależnione od operatora,
- brak filtracji środka myjącego,
- wydajność zbliżona do mycia ręcznego.
Mycie automatyczne
Pełna automatyzacja całego procesu mycia jest bez wątpienia najlepszym rozwiązaniem z punktu widzenia jakości procesu i jego kosztów, ale także najdroższym z punktu widzenia inwestycji. Można tu wyróżnić dwa podstawowe typy urządzeń: myjki modułowe realizujące każdy etap w osobnej komorze oraz myjki jednokomorowe realizujące wszystkie etapy w jednej komorze.
Myjki modułowe
Ten typ myjek składa się z niezależnych modułów wykonujących odrębne etapy (rysunek 3).
|
|
| Biorąc pod uwagę rodzaj mytych elementów, wymaganą wydajność oraz stopień ingerencji operatora w cały proces, w pierwszej kolejności należy zdecydować o rodzaju i liczbie modułów. Każdy z nich ma niezależne układy sterowania, cyrkulacji mediów i ładowania elementów (rysunek 4). |

Duża elastyczność w konfiguracji maszyn powoduje, że każda z nich może być inna i dokładnie dostosowana do potrzeb danego klienta czy aplikacji. Znając potrzeby klienta, można poprzez odpowiednią konfigurację zmniejszyć cenę urządzenia, nie wpływając na proces mycia. Urządzeniami tymi można myć zarówno płytki, jak i szablony.
 |
| Rys. 5. Wszystkie moduły są konstruowane w taki sposób, by wanna miała możliwie jak największą wysokość i długość oraz jak najmniejszą szerokość |
Do podstawowych modułów należą: moduł mycia (ultradźwiękami, natryskowego w powietrzu, natryskowego w zanurzeniu, pęcherzami powietrza), moduł płukania wodą dejonizowaną (może sam dejonizować wodę), moduł płukania wodą kranową i moduł suszenia. Każdy z tych modułów występuje w różnych konfiguracjach. Użytkownik ma wpływ na moc grzałek służących do podgrzewania środka myjącego. Decyduje o tym, czy w trak- cie wyciągania umytych elementów z komory zostaną zastosowane noże powietrzne w celu zmniejszenia zużycia środka myjącego i czy pomiędzy kolejnymi etapami nastąpi oscylacja ramy z elementami. Ponadto, w czasie konfiguracji może ustalić tryb przenoszenia ram z mytymi elementami (ręczny lub automatyczny). Wszystkie moduły są konstruowane w taki sposób, by wanna miała możliwie jak największą wysokość i długość oraz jak najmniejszą szerokość (rysunek 5).
Daje to szereg zalet:
- szablony i płytki są umieszczone w jednej płaszczyźnie (umożliwia to bezpośredni natrysk mytej powierzchni, dzięki czemu łatwiejsza jest penetracja miejsc pod komponentami),
- strumień środka myjącego napotyka minimalną liczbę przeszkód (jedynie dwie powierzchnie umieszczone równolegle do kierunku przepływu),
- urządzenie złożone z wielu modułów zajmuje minimalną ilość miejsca, do modułowej konfiguracji łatwo przystosować system transportu między modułami,
- uzyskuje się bardzo dobre rezultaty działania noży powietrznych na wyjściu z komory,
- istnieje możliwość zredukowania mocy generatorów ultradźwiękowych dla modułów,
- system zapewnia dużą wydajność suszenia (łatwiejszy do ustalenia przepływ powietrza).
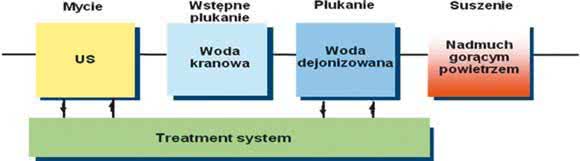 |
| Rys. 6. Dla większości przypadków optymalną konfiguracją jest wyposażenie urządzenia w cztery moduły: mycia ultradźwiękami lub natryskiem w powietrzu, płukania w wodzie kranowej, płukania w wodzie dejonizowanej oraz suszenia |
Stosując różne moduły oraz zwiększając ich liczbę w miejscach o małej wydajności, można w łatwy sposób zapewnić optymalną konfigurację korespondującą z resztą linii montażowej. Zaletą jest też możliwość rozbudowy o kolejne elementy. Dla większości przypadków optymalną konfiguracją jest wyposażenie urządzenia w cztery moduły: mycia ultradźwiękami lub natryskiem w powietrzu, płukania w wodzie kranowej, płukania w wodzie dejonizowanej oraz suszenia (rysunek 6).
Płukanie jest rozbite na dwa etapy w celu zwiększenia żywotności aktywnego węgla przygotowującego dejonizowaną wodę. Moduł dejonizujący sam kontroluje czystość wody i rozpoczyna odliczanie czasu płukania dopiero wtedy, gdy zostanie osiągnięta zadana wartość. Wszystkie moduły pracują niezależnie. W ten sposób jednocześnie można myć cztery ramy z płytkami lub wymiennie cztery szablony. Czas pomiędzy cyklami determinuje najdłuższy z etapów, którym jest zawsze etap suszenia. W powyższej konfiguracji można umyć ok. 8-12 szablonów na godzinę lub ok. 2-3m² płytek PCB. Oczywiście podana wydajność jest teoretyczna i zależy od rodzaju zanieczyszczeń oraz stopnia zanieczyszczenia. Całkowity czas jednego cyklu wynosi ok. 20-30 minut. Chcąc w takim urządzeniu zwiększyć liczbę mytych elementów o ok. 30%, należy jedynie dokupić kolejny moduł suszący (rysunek 7).
 |
| Rys. 7. W takiej konfiguracji można umyć ok. 8–12 szablonów na godzinę lub ok. 2-3m² płytek PCB |
W poprzednich akapitach wspomniano o zużyciu środków myjących oraz wpływie filtracji na ich żywotność. Opisywane urządzenia zostały stworzone z myślą o nowoczesnych środkach myjących, np. wymienionych w pierwszej części artykułu środkach bazujących na technologii MPC (Vigon firmy Zestron). W ich przypadku usuwane substancje nie są rozpuszczane na stałe, lecz po ustąpieniu działania czynników zewnętrznych następuje ich separacja. W związku z tym wyposażone są w podwójny system filtracji. Pierwszy stopień filtracji to tzw. filtracja zgrubna, która bazuje na systemie Decanter. System obejmuje dwa zbiorniki: jeden ze środkiem wracającym z wanny myjącej i drugi z oczyszczonym środkiem myjącym. Przestrzeń pomiędzy zbiornikami jest przedzielona systemem przegród, a środek myjący jest przenoszony za pomocą grawitacji i przelewa się raz nad nimi, a raz pod nimi. Gdy na środek myjący nie działają siły zewnętrzne, następuje separacja usuniętych zanieczyszczeń. Kuleczki pasty lutowniczej z racji swojej masy podczas przelewania się środka myjącego nad przegrodą pozostają we wcześniejszej komorze. Następnie topniki, kleje i inne lżejsze zanieczyszczenia w momencie przelewania się środka myjącego pod przegrodą pozostają w poprzedzającej komorze. Cały proces nie jest aż taki prosty, a ilości środka myjącego podczas przelewania pozostające w poprzedzających komorach muszą być bardzo precyzyjne, dlatego bezwzględnie ważne jest zachowanie stałej zalecanej przez producenta ilości środka myjącego w zbiorniku. Użycie środków MPC obniża koszty eksploatacji i mycia, ponieważ nie wymaga się jego wymiany, a tylko uzupełniania do wymaganego poziomu. Za pomocą Decantera można się pozbyć ok. 95% wszystkich zanieczyszczeń. Reszta jest usuwana w drugim stopniu filtracji za pomocą filtrów mechanicznych 20 i 5μm.
Po osiągnięciu pewnej stałej ilości zanieczyszczeń, które z racji użycia niewielkich ilości rozpuszczalników w środkach myjących nie są możliwe do usunięcia, następuje pełna i całkowita filtracja. Na wykresie 1 (rysunek 8) znajduje się porównanie filtracji konwencjonalnej i filtracji dwustopniowej z użyciem Decantera. Wartość Ca oznacza poziom zanieczyszczeń, przy którym środek myjący traci swoje właściwości i należy go wymienić.
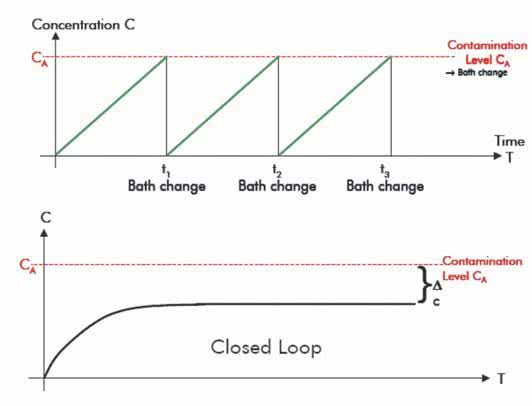 |
| Rys. 8. Porównanie filtracji konwencjonalnej i filtracji dwustopniowej z użyciem Decantera. Wartość Ca oznacza poziom zanieczyszczeń , przy którym środek myjący traci swoje właściwości i należy go wymienić |
Zalety
- doskonałe rezultaty mycia,
- modułowa konstrukcja (łatwość doboru optymalnej konfiguracji, możliwość dołączenia kolejnych modułów),
- pełna filtracja środka myjącego,
- największa wydajność,
- brak szkodliwości dla otoczenia i pracownika.
Wady
- wyższy koszt zakupu w porównaniu z poprzednimi metodami.
Myjki jednokomorowe
Myjki jednokomorowe to urządzenia, w których wszystkie etapy mycia są realizowane w jednej komorze. Konieczność wykorzystania tych samych elementów zarówno do mycia środkiem myjącym, jak i płukania oraz suszenia zawężają krąg dostępnych sposobów jedynie do natrysku środka myjącego w powietrzu. Z racji wymogów technologicznych urządzenia te po zakupie nie mogą być uzupełniane o kolejne elementy poprawiające wydajność mycia. Większość z dostępnych obecnie urządzeń to urządzenia małe, konstrukcyjnie przypominające zmywarki do naczyń. Niewiele z nich nadaje się zarówno do mycia płytek, jak i szablonów.
 |
| Rys. 9. Super Swash - uniwersalne urządzenie myjące stosowane do mycia szablonów i płytek |
Na tle innych dostępnych na rynku rozwiązań wyróżnia się tu urządzenie Super Swash (rysunek 9). Przede wszystkim ze względu na swoje rozmiary urządzenie to nadaje się do mycia nie tylko szablonów i płytek, ale również palet lutowniczych i elementów pieców lutowniczych, gdzie kondensują się opary topników. Po drugie, jest to obecnie jedno z najbardziej oszczędnych urządzeń dostępnych na rynku pod względem zużycia środka myjącego i energii elektrycznej. Udostępnia pewne rozwiązania, które w zależności od wymaganej wydajności pozwalają dowolnie konfigurować zużycie tych mediów. W odróżnieniu od innych rozwiązań dostępnych na rynku, Super Swash nie zawiera wirujących ramion z dyszami. Zamiast tego jest wyposażony w „listwę” poruszającą się w kierunku poziomym, na której znajdują się dysze natryskujące środek myjący pod różnymi kątami. Kierunki natrysku środka myjącego są bardzo dokładnie dobrane i uzupełniają się nawzajem do tego stopnia, że patrząc z boku widzi się to tak, jakby na myte elementy natryskiwana była ściana środka myjącego. W ten sposób w urządzeniu w ogóle nie występuje efekt cienia na mytych elementach.
Wzorem urządzeń modułowych i tutaj komora mycia jest bardzo wąska, a orientacja mytych elementów pionowa. Zastosowanie poruszającej się „listwy” pozwoliło na maksymalne zbliżenie dysz do mytych przedmiotów, dzięki czemu zminimalizowano straty ciśnienia środka myjącego wynikające z odległości między dyszami i mytymi elementami. W przypadku, gdy nie jest wykorzystywana cała dostępna powierzchnia, można dowolnie regulować zakres poruszania się „listwy”, oszczędzając energię elektryczną i skracając czas procesu. Do tego celu służy podziałka milimetrowa umieszczona na przedniej szybie. Dodatkowo, zastosowano oryginalny sposób mocowania ramy z elementami (przodem do operatora i przedniej szyby), co również jest niespotykane w tego typu urządzeniach. Z uwagi na taką orientację, z tyłu komory umieszczono podświetlaną białą szybę, co w przypadku mycia szablonów pozwala na ocenę ich czystości bez wyjmowania z urządzenia (rysunek 9).
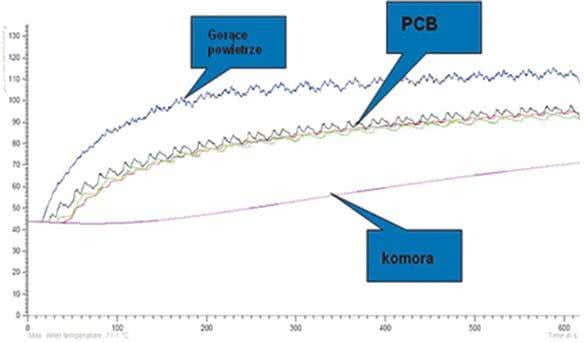 |
| Rys. 10. System suszenia wykorzystujący te same dysze, które natryskują środek myjący i wodę dejonizowaną. Ponieważ poruszają się one bardzo blisko suszonych elementów, nie występują straty związane z ogrzewaniem całej komory |
Unikalny jest również system suszenia. Wykorzystuje on te same dysze, które natryskują środek myjący i wodę dejonizowaną. Ponieważ poruszają się one bardzo blisko suszonych elementów, nie występują straty związane z ogrzewaniem całej komory (rysunek 10).
Zastosowanie wszystkich elementów wymienionych powyżej sprawia, że Super Swash to najbardziej ekonomiczna myjka dostępna na rynku. Całkowity koszt wykonania jednego cyklu mycia, czyli jednego szablonu lub ok. 1m² płytek drukowanych, wynosi ok. 1,5-2 euro. Dla porównania, koszt w przypadku mycia ręcznego może sięgnąć nawet 8–10 euro.
Jakub Opałka, PB Technik












