 |
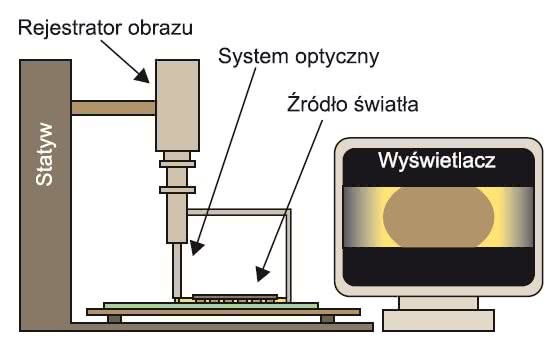
| Rys. 1. Schemat systemu inspekcji wizyjnej układów BGA |
System wizualnej inspekcji układów BGA zapewnia trzykrotne powiększenie najmniejszych elementów. Z tego powodu systemy optyczne muszą zachowywać bardzo dużą stabilność mechaniczną. Nawet najmniejsze drgania mogą powodować niestabilność obrazu.
Ręczna inspekcja wizualna staje się tu całkowicie nieprzydatna. Konstrukcja mechaniczna systemu musi być dostosowana do inspekcji wszystkich rozmiarów płytek drukowanych, a układy BGA znajdujące się w pobliżu krawędzi płytki drukowanej o dużych rozmiarach muszą być widoczne bez ograniczeń.
Podstawowymi elementami systemu są: statyw, źródło światła, system optyczny, rejestrator obrazu, procesor obrazu i wyświetlacz (rys. 1). Odpowiednie dopasowanie i zgranie wszystkich tych elementów daje konstrukcję odporną na błędy, łatwą w obsłudze i w pełni elastyczną. Pełna inspekcja elementu wymaga ruchu bezpośrednio nad kolejnymi rzędami kulek w matrycy połączeń BGA.
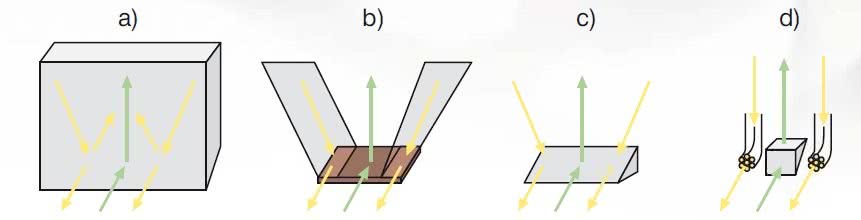 |
| Rys. 2. Geometria głowicy analizującej (żółty – tor światła, niebieski – tor obrazu): a – pryzmat do zintegrowanego obrazu i światło zakrzywiane przy wykorzystaniu rozproszonego odbicia w osi obrazowania, b – lustro odbijające promienie w plastikowym uchwycie, c – pryzmat i lustro, d – pryzmat zakrzywiający promienie i optyczna wiązka światłowodowa |
Przy wymiarach na poziomie 50μm konieczne jest zapewnienie odpowiedniej precyzji przesuwu. Układy BGA nie są jednak jedynymi elementami poddawanymi inspekcji wizyjnej. System inspekcji staje się uniwersalny, jeżeli jest w stanie kontrolować jakość innych połączeń. Do kontrolowanych elementów można zaliczyć różnego rodzaju złącza, przelotki i połączenia wewnętrzne.
Urządzenie powinno dawać możliwość obracania płytki drukowanej i obserwacji elementów pod dowolnym kątem. Wymaganą elastyczność zapewnia jego modułowa konstrukcja. Wymiana systemu optycznego lub kamery oraz dołączenie filtrów i elementów optycznych (konwerterów) może okazać się konieczne do spełnienia wymogów konkretnej aplikacji.
Przykładowo, kamera inspekcyjna może zostać użyta do obracania głowicy trójokularowej w mikroskopie wizyjnym, a system optyczny do inspekcji układów BGA może zostać zastąpiony układem optycznym do kontroli od góry. Łatwość wymiany elementów składowych staje się istotną cechą systemu z punktu widzenia serwisu i obsługi.
Rdzeń systemu
Podstawowym zadaniem systemu inspekcji jest tworzenie obrazu w szczelinie o wysokości nieprzekraczającej 500μm. W tym celu głowica analizująca potrzebuje źródła światła i elementów optycznych formujących wiązkę. Elementy zakrzywiające światło (rys. 2) składają się zazwyczaj z pryzmatu lub lustra połączonego z zakończeniem głowicy układu optycznego.
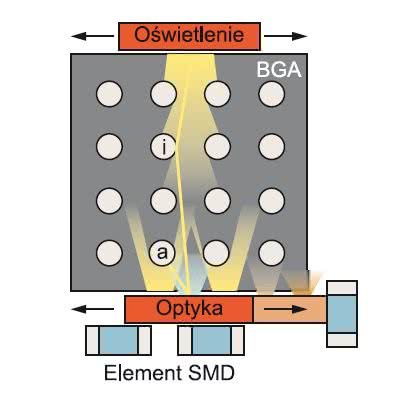 |
| Rys. 3. Ruchomy system inspekcji układów BGA (widok z góry) |
Ponieważ elementy na płytkach drukowanych są obecnie coraz gęściej układane, głowica analizująca musi także ulegać miniaturyzacji. Rysunek 3 pokazuje schemat układu BGA ze znajdującym się w bezpośrednim sąsiedztwie układem optycznym. Geometria układu optycznego jest w tym przypadku sprawą najważniejszą.
Głębokość odnosi się do teoretycznie minimalnej odległości pomiędzy układem BGA i innymi elementami SMD. Szerokość wyznacza minimalną odległość głowicy od krawędzi układu BGA bez jednoczesnej kolizji z pozostałymi układami SMD. Dostępne powinny być także najbardziej odległe rzędy połączeń. Głębokość rzędu 1,5mm i szerokość 5- 6mm są standardem dla głowicy analizującej. Głębokość i szerokość są ustalane dla wysokości około 1mm, czyli dla wysokości standardowych elementów SMD.
Ustalenie minimalnych wymiarów mechanicznych nie rozwiązuje problemów związanych z optyką. Jeżeli użytkownik zamierza analizować wszystkie połączenia pod układem BGA, to układ optyczny musi zapewniać głębię ostrości porównywalną z wymiarami elementów BGA. Rysunek 4 przedstawia dwa systemy optyczne (kolorem ciemnoniebieskim zaznaczono obszary, w których nie można uzyskać ostrości obrazu).
System optyczny 1 (górny) jest prawidłowo pozycjonowany względem układu BGA. Nawet jeśli byłoby to możliwe, dalsze zbliżanie układu optycznego nie przynosi już żadnych korzyści, ponieważ system nie dostarczy w takim przypadku w pełni ostrego obrazu połączenia. Większa odległość od układu BGA nie jest problematyczna.
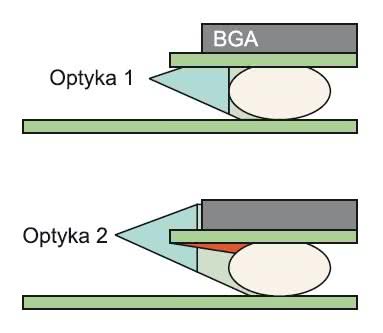 |
| Rys. 4. Wysokość głowicy optycznej a zdolność do całościowej analizy połączenia |
Nie wpływa na głębię ostrości i może nawet ograniczać inne efekty niepożądane. Jeżeli stożek optyczny nie ma idealnej wysokości (mniejszej niż wysokość szczeliny), to górna część połączenia nie jest widoczna, co przedstawiono kolorem czerwonym (rysunek 4, dolny). Łatwo sobie wyobrazić, że nawet przy większej odległości system optyczny będzie zmniejszał kąt w stosunku do obserwowanej kulki i zmniejszał w ten sposób powierzchnię ograniczonego widzenia.
Zwiększenie odległości poprawia też jakość obrazu. Ponieważ przestrzeń wokół układu BGA jest zazwyczaj ograniczona, najwyższej jakości głowice optyczne zapewniają poprawną projekcję obrazu nawet przy znacznym zbliżeniu do układu BGA.
Światło wymagane do rejestracji obrazu
Do obserwacji i wizualizacji obiektu niezbędne jest światło. System inspekcyjny musi mieć możliwość dostarczenia pełnej informacji o właściwościach połączeń (obecność kulek i ich struktura, kształt połączeń z podłożem, zwarcia, pozostałości topnika itp.). Idealnym sposobem oświetlania elementów jest zastosowanie dwóch źródeł światła: przedniego i tylnego.
Podświetlenie przednie eksponuje zewnętrzne kulki i umożliwia dokładną analizę struktury powierzchni, poprawności i kształtu połączeń oraz niektórych błędów, np. mikropęknięć. Pochylając system optyczny pod pewnym kątem względem krawędzi układu BGA, można obserwować najbliższe rzędy wewnętrznych kulek.
 |
| Rys. 5. Ogniskowanie obrazu w środkowej części pod powierzchnią układu BGA |
Podświetlenie tylne eksponuje głębiej położone kulki. Krawędzie i kształt kulek zewnętrznych (oznaczenie „a” na rys. 3) są zdecydowanie wyraźniejsze, a obraz jest bardziej kontrastowy (rys. 6). Zalety oświetlenia tylnego są szczególnie widoczne, kiedy głowica inspekcyjna służy do analizy przestrzeni pomiędzy dwoma rzędami kulek (rys. 3). Podświetlenie tylne służy do analizy potencjalnych zwarć i pozostałości po procesie lutowania.
Jeżeli system optyczny zapewnia dużą głębię ostrości, to możliwa jest odrębna analiza kolejnych rzędów i detekcja zarysu wewnętrznych kulek przy zastosowaniu oświetlenia tylnego. Dobrym przykładem jest tor promienia świetlnego w kierunku wewnętrznej kulki, oznaczonej jako „i” na rysunku 3. W ten sposób można ocenić formę i kształt połączeń oraz różnego rodzaju nieprawidłowości.
W przypadku, gdy użytkownik potrzebuje obejrzeć wszystkie kulki pod układem BGA, musi przesunąć głowicę układu analizującego. Jak zaprezentowano na rysunku 3, obraz kulek wewnętrznych jest możliwy do uzyskania po umieszczeniu oświetlenia przedniego dokładnie naprzeciw oświetlenia tylnego. Kulki znajdujące się w środku układu BGA blokują światło biegnące z boku.
Kontrolowana metoda pozwalająca na stałe oświetlenie na dobrym poziomie pod układem BGA polega na prowadzeniu oświetlenia tylnego w kierunku głowicy inspekcyjnej. Sprzężenie oświetlenia przedniego i tylnego w jednym systemie daje w tym przypadku najlepsze rezultaty.
Jakość obrazu i właściwości systemu
Jakość obrazu jest zdeterminowana przez indywidualne właściwości poszczególnych elementów systemu: głowicy inspekcyjnej, konstrukcji systemu optycznego, systemu adaptacyjnego kamery i samej kamery z sensorem obrazu. O jakości wyświetlanego obrazu decyduje tu najsłabszy element. Słabe parametry niskiej jakości systemów optycznych nie mogą być kompensowane przez doskonałe parametry kamery.
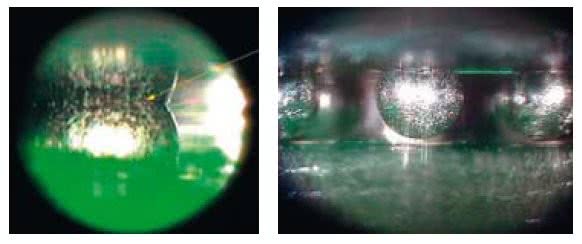 |
| Rys. 6. Zewnętrzna kulka układu BGA z widocznym dolnym i górnym połączeniem |
Najlepszą strukturą testową jest wzorcowa płytka siatkowa i liczba par linii, które mogą być zaobserwowane na monitorze. Warto w tym miejscu zwrócić uwagę, że liczba rozróżnialnych linii zmniejsza się wraz z pogorszeniem warunków oświetleniowych. Warto przyjrzeć się także uważnie szczegółom obrazu. Jeżeli dwie kulki są widoczne w przypadku układu BGA o rastrze 1,27mm, to można założyć, że pole obrazowania wynosi około 2,54mm.
Jeżeli maksymalna rozdzielczość wynosi 288 par linii, to struktury są ciągle widoczne w kierunku pionowym na przestrzeni 2,54mm/288, co daje odległość około 9μm. Jeżeli inny układ optyczny daje podgląd pojedynczej kulki w obszarze 1,27mm i rozdzielczość na poziomie 200 par linii, to możliwa jest obserwacja struktur wyraźnie mniejszych, rzędu 6μm. Oczywiście w takim przypadku użytkownik będzie widział znacznie więcej szczegółów obrazu. Szczegóły są łatwe do zaobserwowania, jeżeli analizowany obiekt jest dobrze widoczny. W przypadku układów BGA powinna być widoczna dolna i górna część połączenia lutowanego (rys. 4 i 6).
Dopasowanie do cyklu produkcyjnego
Inspekcja wizualna układów BGA powinna być zawsze kompatybilna z wymaganiami ESD (szczególnie w przypadku użycia układów typu CMOS). Moduły wykonywane na płytkach drukowanych wielowarstwowych mogą być ceną porównywalne z wartością urządzenia do inspekcji wizualnej. Ochrona obwodów drukowanych tego typu powinna być w zakładzie produkcyjnym sprawą priorytetową. Z drugiej strony obsługa urządzenia musi być prosta, niezawodna i łatwa do zrozumienia.
Dopasowanie głowicy inspekcyjnej do pracy w środowisku produkcyjnym zależy od przewidywanych narażeń. Pewne systemy inspekcji wymagają bezpośredniego kontaktu niezabezpieczonej głowicy optycznej lub szklanego lustra z płytką drukowaną. System optyczny wyposażony w delikatne pryzmaty i lustra może zostać w takim przypadku stosunkowo łatwo uszkodzony, co prowadzi do utraty obrazu i kosztownej naprawy. Problemu nie rozwiązuje zastosowanie pozornie łatwych w demontażu głowic wymiennych.
Optymalnym rozwiązaniem staje się w takim przypadku raczej zastosowanie głowic ze zintegrowanym, odpornym na uszkodzenia pryzmatem. Wersja przedstawiona na rysunku 2d może być zdecydowanie łatwiej zabezpieczona przed uszkodzeniami mechanicznymi niż wersja zaproponowana na rysunku 2c, ponieważ powierzchnia kontaktu w tym przypadku jest zdecydowanie większa, a dołączenie mechanizmu chroniącego głowicę byłoby zdecydowanie trudniejsze i zajmowałoby większą przestrzeń.
Zaletą dobrze zabezpieczonych głowic optycznych jest prawdopodobieństwo zniszczenia bliskie zeru przy prawidłowym użytkowaniu. Małe ryzyko uszkodzenia daje dodatkową możliwość głębszego opuszczenia głowicy wizyjnej. W efekcie uzyskuje się możliwość dokładnej analizy płaskich kolumn w obudowach typu CSP lub przyrządów montowanych w technologii flip-chip.
Koszty kontra korzyści
Inwestycja w system kontroli optycznej jest rekompensowana przez możliwe korzyści wynikające z jego wykorzystania. Dokładna detekcja błędów montażowych sprawia, że inwestycja szybko się zwraca, wraz z kosztami eksploatacji urządzenia i serwisu. Zakup systemu kontroli wizyjnej jest rzeczywiście opłacalny, jeżeli urządzenie skutecznie wykrywa typowe dla montażu uszkodzenia i nieprawidłowości.
Jeżeli system jest oferowany wraz z oprogramowaniem do analizy i przetwarzania obrazu, to reakcja na błędy pojawiające się w trakcie montażu może być znacznie szybsza i wydajniejsza. Analiza kosztów zakupu powinna z pewnością uwzględniać koszty odpadów produkcyjnych i wartość dodaną wiedzy związanej z zastosowaniem systemu w badaniach i rozwoju produktów. Amortyzacja kosztów może zostać zoptymalizowana, jeżeli system jest wystarczająco elastyczny i może być używany do różnych zadań, np. do inspekcji od góry.
Szacowanie kosztów posiadania urządzenia powinno uwzględniać koszt głowic optycznych, które są narażone na uszkodzenia nawet w przypadku niezwykle odpornych konstrukcji. Inwestycja w system ze słabo chronionymi głowicami może być niezwykle kosztowna. Reasumując, skuteczna kontrola układów BGA w celu poprawy procesu produkcyjnego wymaga bez wątpienia użycia wydajnych systemów inspekcji.
Szczegółowa wiedza dotycząca poszczególnych elementów składowych systemu inspekcji wraz z rzetelną demonstracją możliwości systemu na konkretnych obiektach daje podstawę do podejmowania decyzji o inwestycjach w system inspekcji wizualnej.
PB Technik









