
Jak podejść do automatyzacji produkcji THT?
Większość producentów elektroniki dochodzi do momentu, w którym – idąc śladem SMT – chce maksymalnie zautomatyzować produkcję całościowo, zastępując ręczne układanie komponentów przewlekanych automatami lub półautomatami.

Obecnie najbardziej sensowne wydają się dwa nurty. Pierwsze podejście to skupienie się na jednym z produktów, którego wolumen w danym zakładzie jest największy. W przypadku produkcji określanej w branży jako high-volume, low-mix należy tak skonfigurować automat montażowy THT, żeby wydajnie i powtarzalnie sprostał masowej produkcji.
Drugi nurt kreuje gałąź kontraktowa. U producentów typu EMS trudniej wskazać jeden produkt, który będzie produkowany masowo. W tej sytuacji, czyli w popularnym modelu high-mix, można zatem skupić uwagę bardziej na komponentach niż na finalnym produkcie – i to też może okazać się dobrą inwestycją w przypadku wybrania odpowiedniego automatu.
| Maksymalna wielkość PCB | X 800 mm × Y 360 mm |
| Wielkość komponentów | maks. □ 50 mm |
| Wysokość komponentów | maks. 30 mm |
| Rozmiar maszyny | S1500×D1505×W 1450 mm |
| Active-clinch | tak |
Radial, Axial i Tray - JUKI JM-100
Przez ostatnie lata JUKI mocno rozwinęło swoje portfolio maszyn w zakresie automatów przeznaczonych do montażu THT. Seria JM składa się z kilku urządzeń, na czele z najnowszą platformą JM-100, która jest obecnie oceniana jako jeden z najlepszych na rynku, uniwersalnych automatów do układania komponentów przewlekanych.

Bazę stanowi tu głowica Takumi, czyli ta sama, która jest sercem najnowszych automatów RS-1. Dzięki aż ośmiu ssawkom zapewnia ona dużą uniwersalność i możliwość użycia jednocześnie kilku elementów wykonawczych, które podzielone są na cztery główne grupy – ich dobór będzie zależał od kształtu obudowy komponentu oraz czasami również kształtu jego wyprowadzeń:
- vaccum nozzle,
- gripper nozzle,
- axial nozzle,
- chuck nozzle.
Podajniki komponentów możemy również podzielić na cztery główne grupy i ustawić je w poniższej kolejności, definiując niejako poziomy trudności automatyzacji montażu przewlekanego:
- komponenty taśmowane (axial oraz radial feeder),
- ułożone w tackach (tray),
- umieszczone w laskach bądź tubach (stick feeder),
- podawane luzem (bulk feeder).

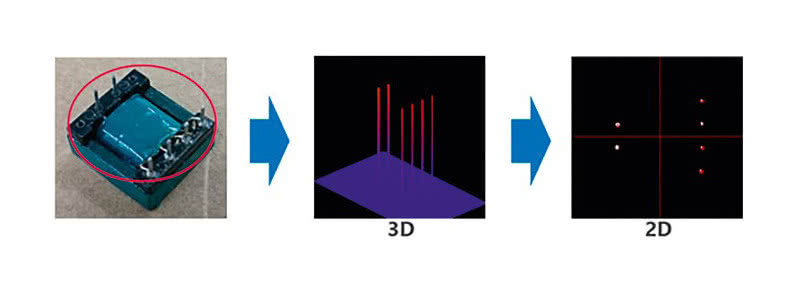
W maszynie JM-100 dostępne są dwa rodzaje inspekcji wyprowadzeń. Pierwszy to weryfikacja laserowa wykonywana "w locie" dla wszystkich komponentów, których wyprowadzenia ułożone są liniowo. Drugą opcją jest kontrola wizyjna, w większości przypadków wykorzystywana dla komponentów podawanych z tacek (trays), bazująca na specjalnym układzie projektorów, luster i kamery, dzięki któremu obrazy 2D i 3D umożliwiają sprawdzenie nie tylko poprawnego kształtu ostrych wyprowadzeń metalowych o niewielkich średnicach, ale również np. elementów zatrzaskowych z tworzyw sztucznych o specyficznym kształcie.
Warto zwrócić uwagę na to, że maszyny JM-100 mogą być wyposażone w tzw. active-clinch, czyli formowanie wyprowadzeń od strony dolnej, zapobiegające wypadaniu lub przekrzywianiu się komponentów podczas transportu do maszyny lutującej.
Odd Shape - Fenix Automation

Praktycznie w każdej produkcji pojawią się elementy, których maszyny bazujące na ssawkach lub niewielkich gripperach nie będą w stanie ułożyć na PCB. W tym przypadku możemy wykorzystać maszyny z serii FX-AO firmy Fenix Automaton. Włoski producent specjalizuje się w trudnych aplikacjach, czyli przede wszystkim w układaniu komponentów o skomplikowanych kształtach oraz specyficznych wymaganiach dotyczących samego montażu. Przykładem jest projekt wdrożony przy naszym udziale dla jednego z producentów branży automotive. Wymagany był tu dwuetapowy montaż złącza przewlekanego, wyposażonego w dodatkowe piny mocujące i kołki rozporowe z tworzywa, które musiały zostać dociśnięte z dokładnie zdefiniowaną siłą.
W maszynach mamy możliwość wykorzystania zarówno technologii active-clinch, jak i pasywnego formowania wyprowadzeń od strony dolnej, za pomocą przeznaczonych do tego matryc.
Komponenty niestandardowe podawane luzem - Robotas
Stanowiska montażowe Mascot ustawione w linii THT za powyżej opisanymi automatami będą idealnym uzupełnieniem dla komponentów, których automatyczne podawanie jest albo niemożliwe, albo zbyt kosztowne. Montaż w tym przypadku wykonuje co prawda operator, ale biorąc pod uwagę wspomaganie podawania komponentów, precyzyjne wskazywanie miejsc ich montażu za pomocą laserowej głowicy oraz inspekcja optyczna, na bieżąco weryfikująca poprawność ułożenia i polaryzacji, w mojej opinii wpisują się w temat automatyzacji procesu montażu THT. Stanowiska angielskiego producenta mają zmotoryzowany transport i komunikację SMEMA oraz, jak powyższe, wykorzystują technologię active-clinch.
Industry 4.0
Wszystkie omówione wyżej urządzenia są przygotowane do pracy w ramach Industry 4.0. Wyposażono je w oprogramowanie do śledzenia produkcji i gromadzenia danych procesowych, które mogą być transferowane do nadrzędnych systemów MES za pomocą specjalnych interfejsów.
Podsumowanie – nasza nowa linia produkcyjna
Na podstawie powyższego zestawu maszyn i rozwiązań powstała linia produkcji przewlekanej, która przy oczywistym uzupełnieniu jej o dodatkowe elementy – w postaci m.in. maszyny do lutowania selektywnego, AOI oraz systemów podających i odbierających PCBA – zapewni szybką produkcję przy najmniejszym możliwym udziale operatorów oraz pozwoli na kontrolę nad danymi procesowymi z każdego jej ogniwa.
Paweł Kałkowski
PB Technik sp. z o.o.
www.pbtechnik.com.pl










