
Testery obwodów elektronicznych składają się z wielu komponentów – uchwytów, kontrolerów, układów pomiarowych, czujników. Są to urządzenia programowalne i konfigurowalne. Zawierają również jeden, istotny element eksploatacyjny: igły testowe. Są to precyzyjne, sprężynujące sondy, których zadaniem jest tworzenie dobrego, jednak krótkotrwałego styku z polami kontaktowymi na PCB. Igły mogą też penetrować złącza i umożliwiają programowanie techniką ISP (In-System Programming). Wyspecjalizowane igły używane są przy produkcji pakietów akumulatorów, które przed zmagazynowaniem muszą zostać naładowane.
Igły testowe – podstawowe parametry
Igła zapewnia pewny kontakt za pomocą sprężyny i ma trwałą główkę. Ponieważ igły podlegają stałej eksploatacji, są raz po raz dociskane do elementów PCB, podlegają zużyciu i zanieczyszczeniu, stąd twardość i pokrycie igły testowej odgrywa szczególnie ważną rolę. Dlatego często spotkamy się z sondami stalowymi oraz wykonanymi z miedzi berylowej (CuBe), stopu odznaczającego się dużą trwałością i przewodzeniem elektrycznym porównywalnym do miedzi czystej. Aby zabezpieczyć końcówki przed czynnikami korozyjnymi, igły najczęściej pokrywa się złotem lub niklem – w ten sposób zachowują one swoje parametry nawet przy częstym kontakcie z topikami i ich rozpuszczalnikami.
Należy zwrócić uwagę, że zwykły, zero-jedynkowy test ciągłości może być wykonany za pomocą sond o stosunkowo dużej oporności. Jednak szczegółowa inspekcja obwodu (lub jego kalibracja) będzie się opierała na precyzyjnym pomiarze, który wymaga połączeń o możliwie najniższej rezystancji. Dlatego też nominalną oporność znajdziemy w charakterystyce wszystkich igieł testowych. W tym miejscu pokrewnym czynnikiem jest robocze ugięcie sprężyny – bowiem dopiero zgodny z zaleceniami producenta nacisk gwarantuje uzyskanie połączenia o określonej rezystancji. Tutaj dwa istotne ostrzeżenia: dociśnięcie sprężyny nie powinno przekroczyć skoku maksymalnego, bo w takiej sytuacji sonda nie będzie amortyzowana, a siła nacisku przenoszona jest na elementy testowanego obwodu – błędnie dobrana sonda może uszkodzić komponenty, ścieżki itp.
Ostatnim ważnym parametrem jest dopuszczalna temperatura pracy – ponieważ zautomatyzowanych testów niekiedy dokonuje się pomiędzy kolejnymi etapami produkcji obwodu lub niedługo po zakończeniu procesu lutowania rozpływowego. Innymi słowy, zachodzą sytuacje, w których igła ma kontakt z elementami o wysokiej temperaturze. Dotyczy to również warunków tzw. stress testów i testów środowiskowych, kiedy bada się zachowanie obwodu poddanego maksymalnym obciążeniom lub w ekstremalnych warunkach termicznych.
Przy wyborze sond do testowania obwodów o dużym zagęszczeniu komponentów istotny będzie jeszcze jeden parametr: minimalny raster, w którym dana igła może pracować.
Igły zakończone walcem lub półsferycznie
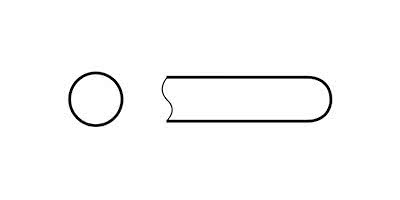
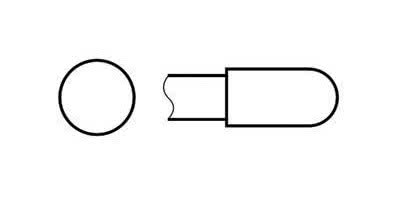
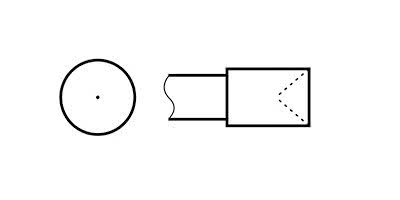
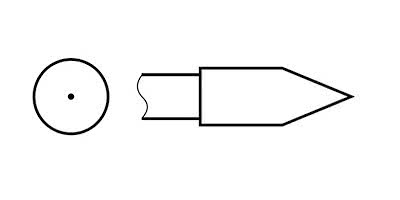
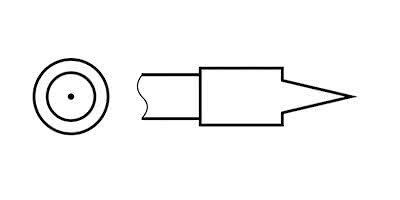
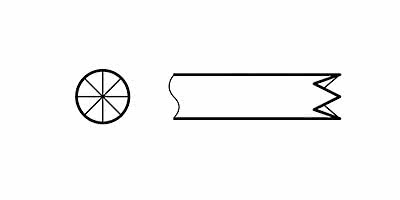
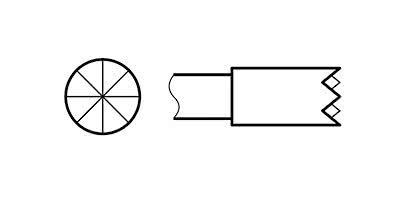
Igły wyposażone w zakończenie walcowe, płaskie (rys. 2, 3) lub półsferyczne (rys. 4, 5) są bezpiecznym narzędziem do sondowania pól testowych (zwłaszcza tych złoconych i oczyszczonych). Głowice półsferyczne z powodzeniem mogą również służyć do pomiarów dokonywanych na lutowaniu wyprowadzeń lub samych wyprowadzeniach. Nadrzędna cecha takich końcówek to nieinwazyjność.


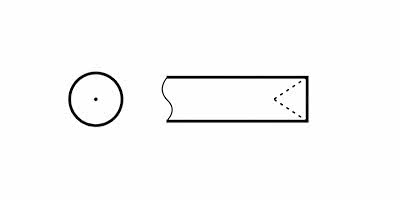
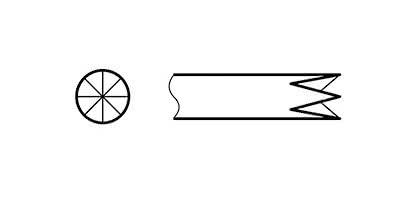
W ofercie TME dostępne są również igły zakończone walcem o stożkowym żłobieniu (rys. 6, 7). Taki kształt ułatwia testy przeprowadzane na męskich złączach kołkowych lub w miejscu montażu elementów THT. Szeroki otwór pozwala chwytać wyprowadzenia, nawet gdy są one odgięte lub umieszczone nieprecyzyjnie. Specjaliści zwracają uwagę, że stożkowe zagłębienie szybko może ulec zanieczyszczeniu – jeżeli igła eksploatowana jest w nieoptymalnych warunkach lub w serwisach testujących sprzęt używany i zabrudzony. Tym niemniej jest to jedno z najpopularniejszych rozwiązań do weryfikacji obwodów przewlekanych. Podobne właściwości mają głowice frezowane promieniście (rys. 8) – przy czym są też kompatybilne z płaskimi i wypukłymi punktami testowymi.
Uniwersalne igły wielowierzchołkowe
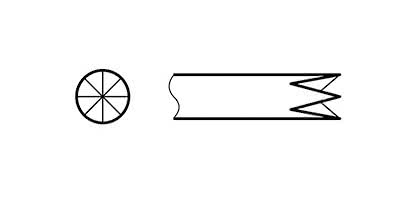
Wyżej opisane końcówki mają jedną wadę, która może się okazać krytyczna w przypadku procesów produkcyjnych wykorzystujących lutowie bezołowiowe. Ich budowa utrudnia penetrację nalotów i pozostałości topnika. Alternatywą są igły walcowe, których szczyt wyfrezowano, uzyskując matrycę piramidalnych ostrosłupów. Takie sondy nie tylko mogą być stosowane do łączenia z większością punktów pomiarowych (test pady, wyprowadzenia THT itp.), przebijają się też przez wierzchnią warstwę spoiwa (np. utlenionego), co zmniejsza ryzyko zafałszowania wyniku testu (rys. 9).
Końcówki stożkowe
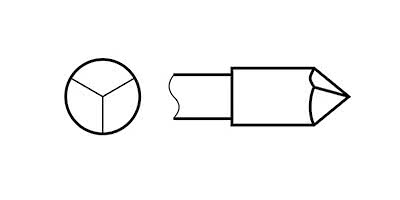
Głowice o kształcie stożka (rys. 10, 11, 12) stosować można niemal do wszystkich rodzajów testów, chociaż wymagają one precyzyjnego umiejscowienia.
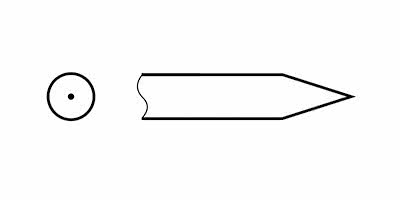
Nawet drobne wahania w rozmiarze PCB szybko doprowadzą do serii błędnych pomiarów. Zakończenia ścięte pod kątem 60° i 90° stosuje się głównie do testowania punktów via i złączy żeńskich. Przed aplikacją soldermaski mogą również służyć do tworzenia tymczasowych połączeń z pojedynczą ścieżką obwodu. I tutaj znów należy zaznaczyć, że w przypadku tulei i złączy, których powierzchnia może być jakkolwiek zanieczyszczona, najlepszym rozwiązaniem będą warianty nafrezowane/żłobione (rys. 13, 14, 15) – ich krawędzie ułatwiają przenikanie nalotów.

Najlepszą penetrację osadów zapewniają w tej grupie produktów igły stożkowe ścięte pod kątem 30°, a nawet 15° (rys. 16). Tego rodzaju sondy nie są wskazane do testowania przelotek wypełnionych lutowiem, mogą bowiem uszkodzić połączenie między warstwami PCB.
Szczególnym przypadkiem igieł testowych o zakończeniu w kształcie stożka są te ze ściętym wierzchołkiem (rys. 17). Ich kształt pozwala na tworzenie połączeń z wieloma rodzajami punktów testowych, są najpewniejszą metodą testowania gniazd, a oferują przy tym stosunkowo dużą powierzchnię styku i co za tym idzie: niską oporność i większą zdolność prądową.

Igły frezowane koronowo
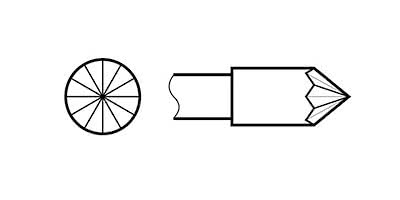
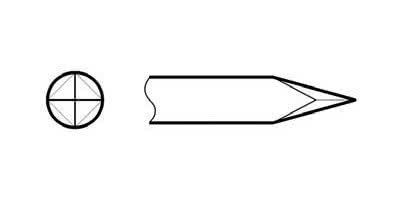
Można powiedzieć, że igły nacinane koronowo (zazwyczaj o czterech wierzchołkach) łączą zalety wszystkich prezentowanych powyżej rozwiązań. Chociaż nie są przystosowane do testowania przelotek i złączy żeńskich, oferują znakomitą penetrację nalotów i osadów; ich liczne, ostre krawędzie utrudniają przywieranie zanieczysz czeń (efekt samooczyszczenia); otoczenie centralnego punktu głowicy wierzchołkami ułatwia igle kontakt z wyprowadzeniami elementów THT nawet w przypadku drobnych niedoskonałości montażowych (wygięcie, przemieszczenie), a także centruje sondę na wypukłych polach testowych.
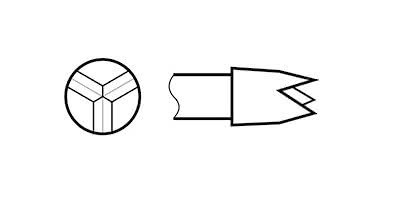
W ofercie TME znalazły się igły o zakończeniu koronowym łagodnym (płytkim, rys. 18, 19) oraz ostrym (rys. 20, 21), jak również wariant trzywierzchołkowy (rys. 22).

Igły i sondy specjalne
Poza igłami służącymi do podstawowych testów elektrycznych w asortymencie TME znalazły się również wyspecjalizowane sondy przeznaczone do precyzyjnych pomiarów, testowania LED i obsługi baterii (akumulatorów) zapewniające pomiar czteroprzewodowy (Kelwina).
Inne wersje służą do testowania diod LED podczas produkcji. Testy te bazują na pomiarach elektrycznych oraz podłączeniu zasilania i weryfikacji, czy emitowane przez diodę światło ma właściwą jasność oraz barwę. Promieniowanie transmitowane jest za pomocą światłowodu. Dalszych pomiarów dokonuje odbiornik wyposażony w czujniki. Końcówka światłowodu zamocowana w igle zazwyczaj umiejscowiona jest w żłobieniu, które ogranicza dopływ światła zewnętrznego, a zatem test nie musi być dokonywany w zaciemnieniu.

TME
tel. 42 645 55 55,
www.tme.eu









