
Odpowiedź brzmi tak! Oczywiście tylko przy założeniu, że poczynimy milowe kroki optymalizacyjne na etapie projektowania i wdrażania produktu. Z uwagi na fakt, iż zagadnienie związane z optymalizacją jest tematem rzeką, skupimy się tylko i wyłącznie na rozwiązaniach poprawiających zakres kontroli jakości. Czy coś możemy zatem zrobić by zachować najwyższą jakość a jednocześnie nie spowodować znaczącego wzrostu ceny wyprodukowanego modułu?
Odpowiedź również brzmi tak. Najważniejsze elementy, które znacząco przyczynią się do osiągnięcia tego celu to urządzenia zapewniające powtarzalność procesu. Maszyny to znane od lat, AOI 2D i 3D, a także traktowane wciąż jako nowość "rentgeny". Spadek cen tych drugich wywołał falę zakupów w Polskim przemyśle. Jak to często bywa, w ślad za poczynionymi inwestycjami w sprzęt, nie zawsze idą umiejętności użycia nabytku.
W tym artykule opiszemy jakie nowe możliwości się otworzą dzięki użyciu aparatury rentgenowskiej (X-Ray), ale żeby nie było zbyt kolorowo, przedstawimy jakie wyzwania przy tej okazji na nas czekają.
Na wstępie określimy czym ta maszyna do prześwietlania falami rentgenowskimi w ogóle jest. Każdy z nas zapewne był prześwietlany przynajmniej raz w życiu np. u dentysty. Wiemy, że zajmuje to sporo czasu. Jesteśmy zmuszeni zostać w miejscach niepoddawanych naświetlaniu, osłonięci warstwą ołowiu. Nie inaczej zbudowane jest takie urządzenie do wykorzystania w elektronice. Rolę izolatora pełni tu kilkaset kilogramów ołowiu na ściankach zewnętrznych, a źródło promieniowania znajduje się bezpiecznie ukryte pomiędzy nimi. Zatem przy rozsądnym użytkowaniu nic złego nie powinno się wydarzyć. Jeżeli już wiemy, jak zrobić to bezpiecznie to możemy przystąpić do powolnej i żmudnej pracy jaką jest obsługa rentgena. Tutaj znów analogia do wizyty lekarskiej. O ile zrobienie samego zdjęcia zajmuje maksymalnie kilkadziesiąt sekund, o tyle ocenienie co na nim jest i opisanie go, to już długie minuty. Z prostego rachunku wynika, że będzie to najwolniejszy fragment procesu. Musimy się liczyć z tym, że sprawdzimy tylko kilkadziesiąt procent całościowej produkcji. Chyba, że z góry założymy odpowiednio większą liczbę godzin na ukończenie projektu, tak by sprawdzić wszystkie wyprodukowane sztuki. Kwestia indywidualnego ocenienia ryzyka wystąpienia możliwych wad podczas kontynuacji montażu i stabilności wszelkich procesów, a także stopnia skomplikowania zastosowanych elementów. Prześwietlić możemy właściwie wszystko, co znajduje się na płytce PCB i będzie to w pełni bezpieczne dla poddawanego ekspertyzie modułu. Przemyśleć trzeba opłacalność sprawdzania komponentów, których widoczne wyprowadzenia mogą zostać ocenione szybszymi metodami kontrolnymi takimi jak AOI i mikroskop. W naszej fabryce przyjęliśmy metodologię sprawdzenia pierwszych dziesięciu wyprodukowanych sztuk każdego modułu z występującym elementem typu BGA, CGA itp. Późniejsza kontrola odbywa się na co dziesiątym module, o ile nie ma innych ustaleń. Klient taką usługę otrzymuje jako gratis do montażu wykonywanego u nas. Dzięki temu zarówno my jak i nasz klient ma pewność, że wyprodukowane urządzenie będzie działać bezawaryjnie przez cały okres gwarancyjny.
Zdjęcia się różnią
W związku z faktem, iż często spotykamy nieprawidłowo wykonane zdjęcia rentgenowskie, a wysyłane do nas jako referencyjne, stwierdziliśmy, że już czas by stworzyć prostą instrukcję, jak takie prześwietlenie powinno być wykonane. Na bazie kilku z nich, podpowiemy, jak dokonać oceny jakości według norm IPC-A-610.
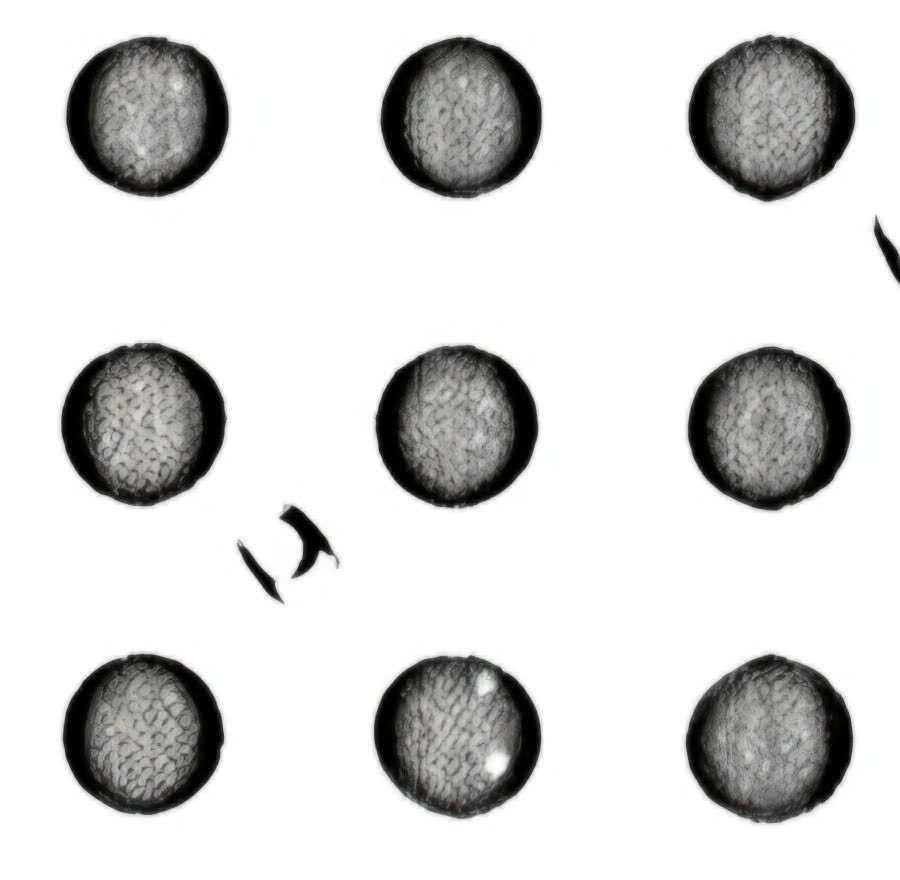
Zdjęcie (Fot. 1) choć pięknie się prezentuje, jest kompletnie nieprzydatne do wykonania oceny. Ilość czarnego koloru i jego głębia skutecznie kamufl uje wszelkie możliwe wady połączenia lutowanego. Tak prezentują się najczęściej dostarczane do nas zdjęcia jako porównawcze. Nawet format zapisania zdjęcia ma wielkie znaczenie. By nie tracić jakości powinno być utworzone w formacie bezstratnym takim jak .bmp.
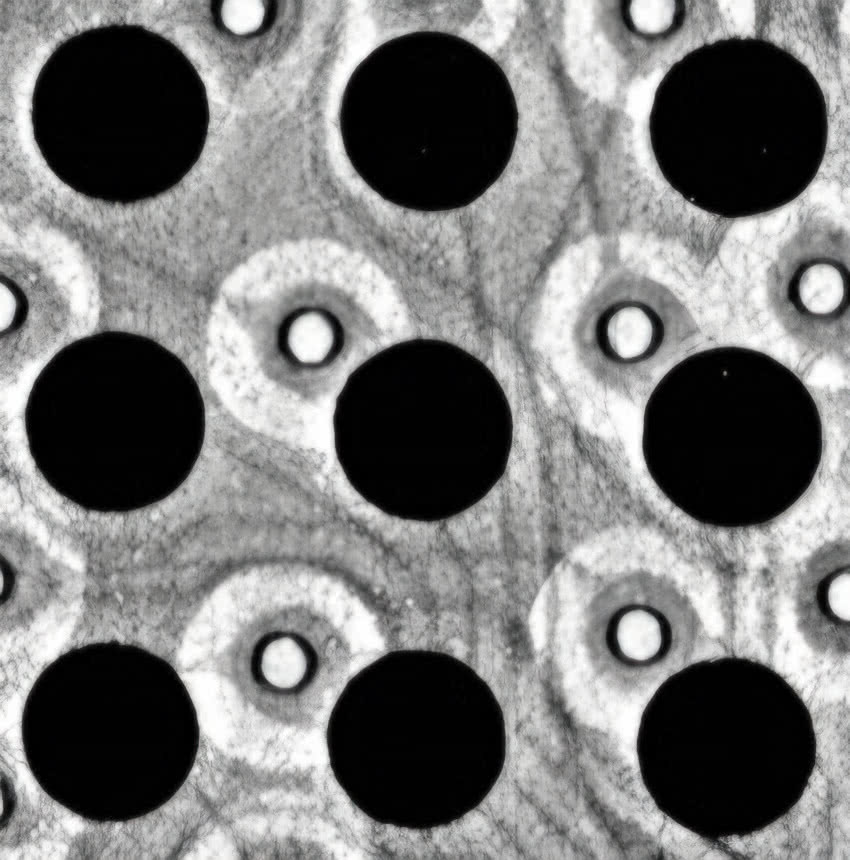
Na zdjęciu (Fot. 2) pokazano fragment tego samego układu prześwietlonego w naszej firmie. Różnica jest widoczna nawet dla niewprawnego obserwatora dlatego nie będziemy się skupiać na różnicach między tymi zdjęciami, ale w krótkich podpunktach postaramy się przedstawić co zaczęło być widoczne.
- Najważniejszym punktem jest kształt połączenia lutowanego. Musi być regularne. W tym wypadku, najczęściej występujące lutowie okrągłe, ale może przedstawiać dowolny kształt. Anomalie takie jak poszarpania krawędzi, jajowatość, są wskaźnikiem procesu sugerującym, że podczas nakładania pasty metodą sitodruku nastąpił problem stabilności zadruku lub proces w piecu rozpływowym nie był optymalnie długi, przez co cyna na układzie nie połączyła się w sposób trwały z pastą nałożoną na PCB. Mogą wystąpić dodatkowe zakłócenia w obrazie takie jak: białe, cienkie linie. Jest to niesłychanie ciężkie zjawisko do uchwycenia i bardzo często ocena takiego stanu zależy tylko i wyłącznie od subiektywnej oceny operatora urządzenia i jego doświadczenia.
- Kolejnym punktem jest ocenienie czy w obrazie utworzonego połączenia występuje jasny środek i ciemny brzeg. Wynika to bezpośrednio z gęstości utworzonego połączenia, ciężaru układu i budowy padów. Jeżeli występuje takowe to mamy wielkie szanse, że produkt końcowy "będzie żył". Odwrotna kolorystyka, niestety zwykle będzie oznaczała wadę, choć kontakt przez "styk" i jakiekolwiek działanie takiego układu jest nadal możliwe.
- Wprawne oko, w dolnym, środkowym punkcie zdjęcia zauważy niewielkie anomalie wyglądające jak dziury. Jest to nieodłączny element utworzonego połączenia lutowanego, występujący głównie w technologii bezołowiowej. Fachowo nazywa się je, lukami lutowia. Normy IPC określają ich maksymalną wielkość na 30% powierzchni połączenia, bez strat na jego jakości. Jednak patrząc na to zjawisko przez pryzmat zdrowego rozsądku dopuszczenie większych luk niż 20% może przyczynić się w przyszłości do powstania pęknięć z powodu powstających naprężeń pomiędzy PCB a układem. Najpopularniejszymi przyczynami powstania uszkodzeń, wskutek luk w lutowiu są drgania i częste zmiany temperatur. Rośnie również rezystancja takiego "niepewnego" połączenia, co nigdy nie jest dobre dla żywotności modułu. W naszej firmie by zachować najwyższą jakość produkcji, dokładamy wielkich starań by parametr ten nie przekraczał 15%. Uzyskujemy to dzięki stosowaniu najwyższej klasy past lutowniczych, odpowiednio dopracowanemu procesowi sitodruku i profilowaniu każdego, nowego produktu na piecach rozpływowych.
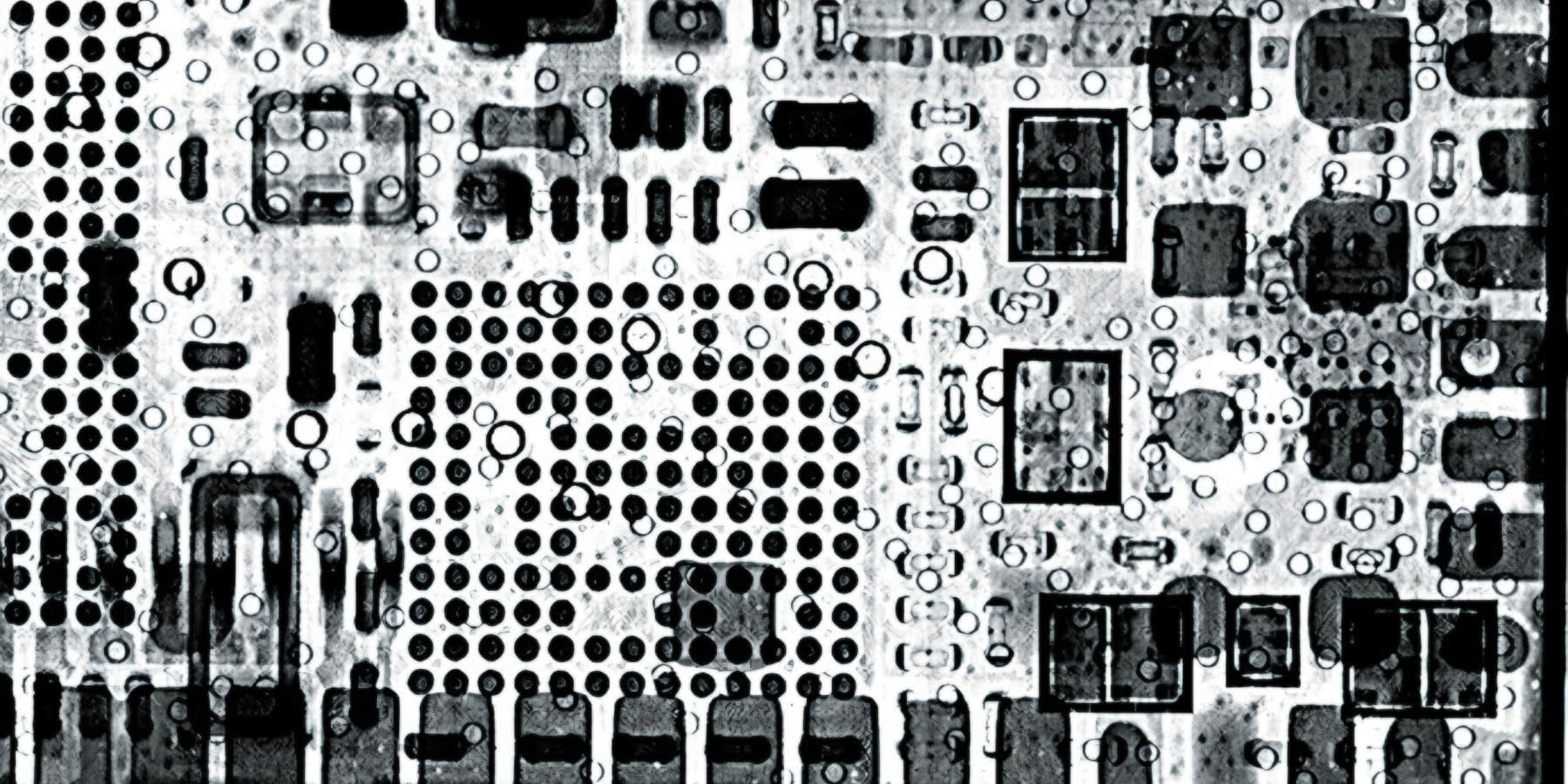
To oczywiście tylko część możliwych do zlokalizowania błędów, jednak to one przyczyniają się najczęściej do niedziałania całego, zmontowanego układu. Dla najbardziej zainteresowanych, w formie sprawdzenia nabytej wiedzy, dorzucamy zdjęcie (Fot. 4) z całkiem sporą liczbą błędów, na którym samodzielnie możemy poszukać "tego co poszło nie tak".
Podsumowując, wprowadzenie technologii X-Ray do kontroli jakości w produkcji elektroniki to krok milowy w zapewnianiu doskonałej jakości produktów, pozwalając odkryć nawet najdrobniejsze błędy. Jednak pamiętajmy, że w świecie RTG, każdy szczegół ma znaczenie, a precyzja to klucz do sukcesu. Dzięki niej, wytworzone przez nas urządzenia będą działać bezawaryjnie, a my utrzymamy się na krok przed konkurencją.
ASZ Electronic Solutions
www.aszes.com.pl










