
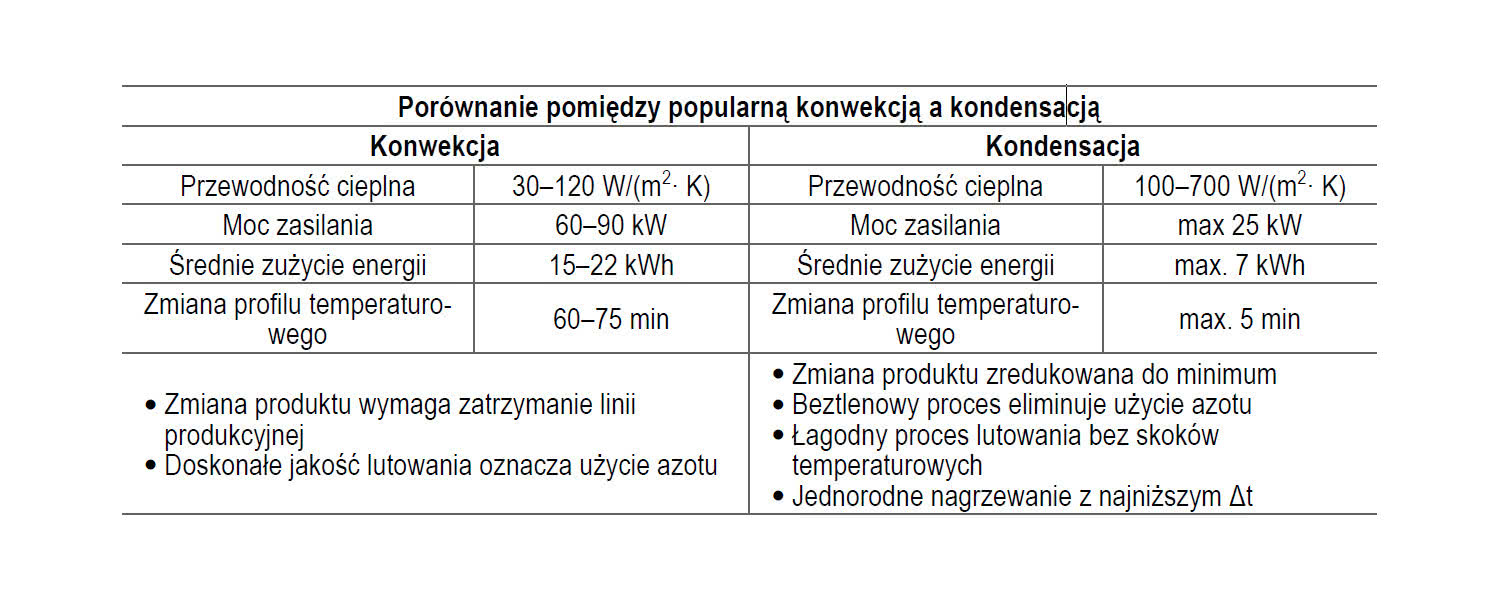
Lutowanie w oparach umożliwia ponad 20-krotnie lepszą wymianę ciepła niż powietrze ze względu na zastosowany płyn! Oznacza to jednocześnie oszczędność zużycia energii do 70% przy zastosowaniu systemu do lutowania w oparach. Poniżej przedstawiono kluczowe cechy takiego rozwiązania firmy ASSCON.
Technologia fazy parowej ASSOCN - kluczowe fakty
- Lutowanie w fazie pary z opcjonalnym procesem próżniowym
- Najlepsza zdolność zwilżania zapewnia najwyższą jakość lutowania
- Łatwy i wysoce niezawodny proces zdefiniowany przez właściwości fizyczne
- Łatwe profilowanie jako korzyść dla operatorów
- Minimalne zużycie medium procesowego (Galden).
- Brak przegrzania dzięki samokontroli maks. temperatura
- 100% wolny od tlenu – bez utleniania
- Trwałe filtrowanie Galdenu – mniej prac konserwacyjnych.
Zalety lutowania w fazie gazowej ASSCON - Saturated Vapor Phase

Para nasycona – jest bezpośrednio związana z cieczą procesową
- Temperatura par jest równa temperaturze wrzenia odparowanej cieczy procesowej
- Brak utleniania podczas lutowania (nie są potrzebne gazy ochronne tj. azot)
- Granice procesu są definiowane tylko przez prawa fizyczne
- Prosty i stabilny proces. Nienasycona faza parowa (proces konkurencyjny), w którym podgrzana ciecz jest odparowywana na gorącej płycie, a następnie przegrzewana.
- Temperatura pary nie jest zdefiniowana właściwościami fizycznymi i zależy od wielu wpływów zewnętrznych.
- Bardzo wysoki potencjał utleniający
- Proces i profilowanie mogą być trudne
- Wysokie wydatki na kontrolę
- Wysokie koszty operacyjne inżynierii procesowej, monitorowania i konserwacji
- Złożony proces – prawie niemożliwy do kontrolowania (niekontrolowany przez właściwości fizyczne)
Robert Brożyna
Amtest
tel. 662 219 555
https://amtest-group.com
robert.brozyna@amtest-group.com









