
EMS, czyli produkcja elektroniki na zlecenie
Na korzystanie z outsourcingu, czyli zlecanie części prac związanych z wytwarzaniem urządzeń, decydują się nie tylko małe i średnie podmioty, ale też wielcy gracze na rynku elektroniki, sprzedający w skali roku miliardy egzemplarzy produktów, jak np. Apple, Microsoft czy HP. Przyczyną tego stanu rzeczy nie jest brak środków, umiejętności czy zasobów ludzkich umożliwiających tym firmom uruchomienie własnej produkcji. We wspomnianych przedsiębiorstwach pracują tysiące inżynierów, których kapitał intelektualny oraz posiadane doświadczenie zapewne pozwoliłoby na zaprojektowanie oraz uruchomienie własnych linii produkcyjnych. Jest to jednak po prostu nieopłacalne, zaś efektywniej pod względem ekonomicznym jest skoncentrować się na rozwoju samego produktu, tworząc nowe i ulepszając jego już obecne funkcjonalności.

Przerzucenie wybranych działań na podmioty zewnętrzne wiąże się z redukcją stałych kosztów funkcjonowania przedsiębiorstwa, takich jak np. utrzymanie infrastruktury oraz zatrudnienia, zamieniając je na koszty zmienne, zależne od liczby egzemplarzy produktu. Produkcja układów oraz urządzeń elektronicznych jest w dodatku dziedziną wymagającą olbrzymich inwestycji, co ma wpływ na końcową cenę pojedynczo wyprodukowanego egzemplarza. Ten jednostkowy koszt jest zatem ściśle powiązany z wolumenem produkcji – pojedynczemu OEM będzie bardzo trudno osiągnąć na tym polu wyniki porównywalne z dużym dostawcą usług EMS, mogącym realizować zlecenia od wielu różnych klientów. Korzystanie z usług EMS jest zatem często po prostu tańsze niż uruchomienie własnej produkcji, nie wymaga również olbrzymich początkowych nakładów, liczonych w kwotach nieosiągalnych lub bardzo trudno osiągalnych dla wielu przedsiębiorstw.
Wspomniana elastyczność finansowania (bezpośrednie powiązanie kosztów z wolumenem produkcji) oraz brak konieczności ponoszenia dużych nakładów inwestycyjnych przekłada się na obniżkę poziomu ryzyka dla danego przedsiębiorstwa, szczególnie w przypadku nowych produktów, dla których trudno przewidzieć sukces rynkowy oraz potencjalną wielkość sprzedaży.
Kolejna zaleta to czas wprowadzenia produktu na rynek. Niewątpliwie korzystanie z gotowej infrastruktury wraz z doświadczonym personelem skraca czas wdrożenia produktu. Ze względu na swoje doświadczenie oraz posiadaną wiedzę ekspercką dostawcy usług EMS gwarantują zazwyczaj wysoki poziom oferowanych przez siebie usług, co przekłada się pozytywnie na jakość produktu końcowego. Szeroki zakres świadczonych usług obejmuje często również rozbudowane oraz wieloetapowe mechanizmy kontroli jakości.
Zakres oferowanych usług
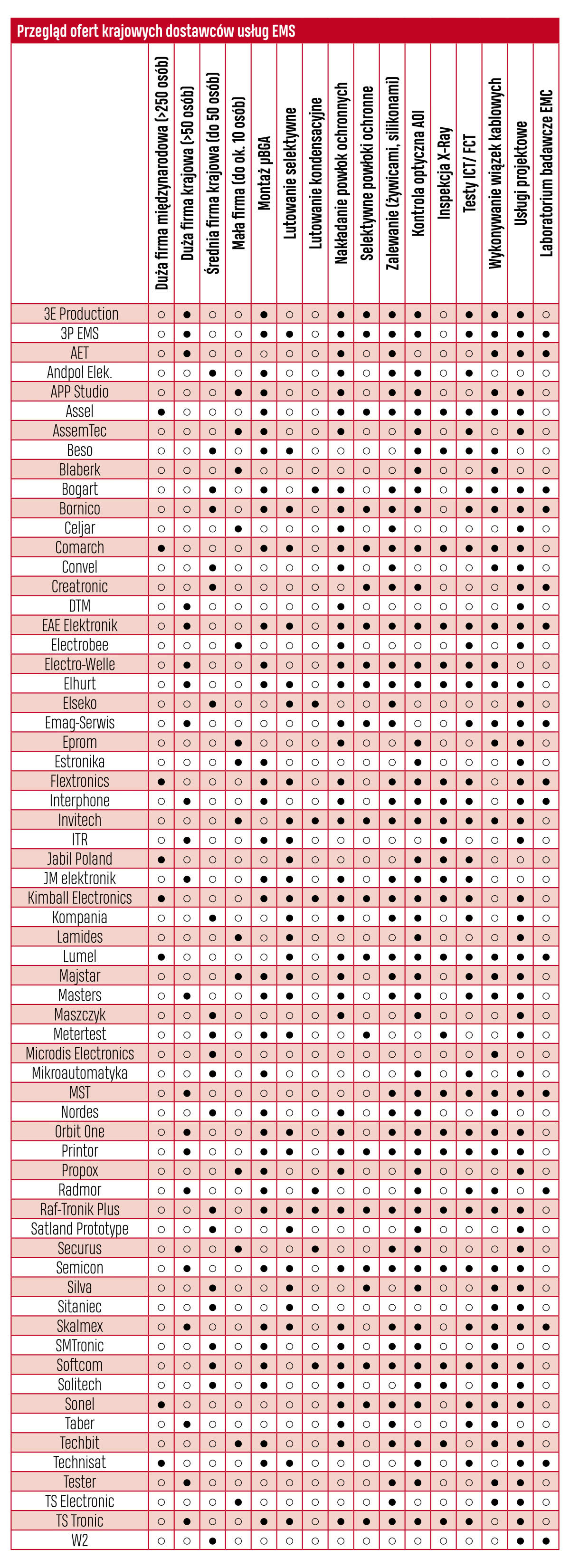
Poszczególne przedsiębiorstwa typu EMS znacząco różnią się zakresem świadczonych usług. Duże firmy oferować mogą niekiedy kompleksowe wsparcie od etapu projektowania przez cały cykl życia urządzenia, zaś mniejsze podmioty częściej skupiać się będą na poszczególnych odcinkach tego procesu. Do najpopularniejszych rodzajów usług świadczonych w ramach współpracy EMS zaliczyć można:
- wykonanie oraz montaż płytek drukowanych;
- produkcję wiązek kablowych;
- montaż podzespołów elektromechanicznych;
- usługi projektowe (biura inżynierskie);
- produkcję elementów metodą druku 3D;
- testowanie;
- prototypowanie;
- serwis posprzedażowy.
Montaż PCB
Produkcja i montaż PCB są zapewne jednymi z kluczowych obszarów świadczenia usług EMS. Jakość tego procesu ma krytyczny wpływ na funkcjonowanie całego urządzenia oraz bezpieczeństwo jego użytkowników. Już na etapie projektowania warto konsultować się z późniejszym wykonawcą płytki, ponieważ może to pozwolić na wyeliminowanie potencjalnych błędów oraz słabych punktów projektu. Większość wykonawców oferuje możliwość wieloetapowego testowania gotowych podzespołów, zarówno za pomocą testów wizualnych, badania poprawności połączeń elektrycznych, jak i testów funkcjonalnych.
Predrag Topić
|

Marzena Laren
|

Produkcja wiązek kablowych

W bardziej rozbudowanych systemach, składających się z wielu podzespołów oraz modułów umieszczonych na osobnych płytkach drukowanych, niemal nieuniknione jest stosowanie wiązek kablowych. Ich produkcja to dość specyficzna dziedzina, którą zajmują się wyspecjalizowane podmioty – na polskim rynku bez problemu znaleźć można przynajmniej kilkadziesiąt przedsiębiorstw działających w tej branży. W przeciwieństwie do większości innych procesów technologicznych z zakresu elektroniki, produkcja wiązek kablowych nadal odbywa się w dużej części manualnie, zaś poszczególne jej elementy automatyzują się raczej powoli i w sposób dość kosztowny. Sama wiązka jest elementem elektromechanicznym, dlatego przy ocenie końcowej jakości tego produktu należy zwracać uwagę nie tylko na jego właściwości elektryczne, ale również (a może nawet przede wszystkim) na mechaniczne, takie jak wytrzymałość czy odporność na zrywanie.
Proces produkcji wiązek kablowych składa się z wielu etapów, do najczęściej występujących zaliczyć można:
- Cięcie przewodów oraz elementów izolacyjnych i osłonowych – wszystkie elementy formujące wiązkę muszą mieć rozmiar dostosowany do wymagań zawartych w projekcie. Jest to jeden z najbardziej zautomatyzowanych etapów produkcji wiązek kablowych. Niekiedy może być połączony z odizolowywaniem, czyli usuwaniem warstwy izolacyjnej na końcówkach przewodów.
- Zaciskanie styków – poprzez zaciskanie można umieszczać styki na przewodach, a także łączyć je zarówno ze sobą, jak i z wyprowadzeniami komponentów elektronicznych (jest to rozwiązanie stanowiące niekiedy alternatywę dla połączeń lutowanych).
- Lutowanie – oprócz klasycznego lutowania, w dziedzinie produkcji wiązek przewodów często stosuje się również tzw. pobielanie, czyli pokrywanie końcówek przewodów cienką warstwą cyny. Zabezpiecza to przed rozwarstwieniem żył, utlenianiem się powierzchni kabla, a także ułatwia lutowanie w kolejnych etapach procesu technologicznego.
- Nadruk/oznaczanie – poszczególne żyły wchodzące w skład wiązki mogą być oznaczone na wiele sposobów. Najprostszą metodą jest stosowanie odmiennych kolorów izolacji, niekiedy może to być jednak niewystarczające ze względów praktycznych lub estetycznych. Możliwe jest wtedy wykonanie nadruków z oznaczeniami, umieszczanych zazwyczaj na samoprzylepnej taśmie, rurce termokurczliwej lub osłonie izolacyjnej.
- Montaż wiązek przewodów – obejmuje zazwyczaj również montaż złączy elektrycznych.
- Kontrola jakości obejmująca zarówno testy elektryczne (test ciągłości, test izolacji), jak i mechaniczne (test siły zrywania złączy).
Montaż elementów elektromechanicznych oraz obudowy

Usługi polegające na montażu elementów mechanicznych, elektromechanicznych czy też kompletnym montażu obudowy określane są często angielskojęzycznym zwrotem box builds. W tego typu pracach stosuje się najczęściej takie materiały jak stal, aluminium czy plastik. Usługa ta obejmować może dodatkowo testowanie produktu, pakowanie oraz przygotowanie do wysyłki, jak również wszystkie czynności związane z tematem obudowy – od jej zaprojektowania, przez wykonanie do finalnego złożenia. W przypadku złożonych systemów i urządzeń cały proces przebiega zazwyczaj wieloetapowo – od montażu elementów elektromechanicznych, złączy, wiązek kablowych, przez połączenie poszczególnych podzespołów, aż do umieszczenia całości w obudowie końcowej i ewentualnego zapakowania, zabezpieczenia oraz przygotowania do transportu.

Biura inżynierskie

Postępujący rozwój elektroniki wymusza coraz większą specjalizację wśród osób zawodowo się nią zajmujących. Większość projektów, szczególnie tych bardziej złożonych, wymaga współpracy całych zespołów składających się z ekspertów o różnych specjalizacjach oraz doświadczeniu. Zajmując się elektroniką profesjonalną, bardzo trudno jest zachować ogólną specjalizację, zaś niemal każdy nowy projekt wymaga pogłębiania wiedzy przez wszystkich członków zespołu. W takiej sytuacji w wielu przypadkach rozsądna może się okazać decyzja o szukaniu możliwości konstrukcyjnych poza firmą, czyli zaangażowaniu eksperta lub grupy ekspertów do zajęcia się określonym zagadnieniem będącym częścią projektu.
Projektowanie to ponadto nie tylko człowiek wraz ze swoją wiedzą i doświadczeniem, ale również aparatura pomiarowa, narzędzia deweloperskie oraz specjalistyczne oprogramowanie. Zakup odpowiedniego wyposażenia może okazać się zagadnieniem bardzo kosztownym i nie do końca uzasadnionym ekonomicznie, szczególnie w przypadku rzadkich i jednorazowych potrzeb. W takich sytuacjach z pomocą przyjść mogą biura inżynierskie, oferujące kompleksowe usługi związane z projektowaniem urządzeń elektronicznych, często poszerzane o dodatkową tematykę, mogącą dotyczyć m.in. tworzenia oprogramowania, konstrukcji mechanicznej, projektu obudowy, systemów chłodzenia, właściwego poziomu ochrony elektromagnetycznej i środowiskowej, jak również wzornictwa i projektu plastycznego. Pomoc ekspertów z zewnątrz może być szczególnie przydatna w obszarach wymagających dużej wiedzy specjalistycznej, jak np. szybkie układy analogowe, przetwarzanie sygnałów cyfrowych, technika mikrofalowa, komunikacja radiowa czy zagadnienia antenowe. Próg wejścia do każdej z tych dziedzin jest bardzo wysoki, zaś czas zawsze pozostaje jednym z najcenniejszych i najbardziej deficytowych zasobów każdego zespołu projektowego.
Usług druku 3D
Jedną z najnowszych innowacji w dziedzinie EMS jest usługa druku 3D, ciesząca się obecnie coraz większą popularnością. Technologię 3D wykorzystać można do wykonywania obudów i części produkowanych w małej liczbie egzemplarzy, dla których zastosowanie tradycyjnych metod jest zbyt kosztowne lub w ogóle niemożliwe, a także przy prototypowaniu i wizualizacji produktu. Pozwala również na odtworzenie uszkodzonych elementów w przypadku prac serwisowych wartościowych urządzeń.
Samodzielna realizacja tej czynności nie zawsze jest opłacalna z ekonomicznego punktu widzenia, przede wszystkim z powodu wymaganych dużych nakładów finansowych związanych z zakupem sprzętu, zatem często bardziej sensowne jest skorzystanie z usług firm zewnętrznych.
Testowanie

Nieodłącznym elementem każdego procesu produkcyjnego jest testowanie oraz kontrola jakości. Rezygnacja lub nieodpowiednia realizacja tego zagadnienia nie tylko nie przyniesie raczej dodatkowych oszczędności, ale w ostatecznym rozrachunku najprawdopodobniej wygeneruje jeszcze dodatkowe koszty, związanie z koniecznością prowadzenia wymian i napraw gwarancyjnych, przyczyniając się przy tym do obniżenia reputacji i prestiżu produktu oraz całej marki.
Testowanie świadczone jest zazwyczaj przez dostawcę usług EMS jako czynność dodatkowa, np. po zakończeniu procesu montażu urządzenia. Zakres możliwych do wykonania testów rozciąga się od sprawdzeń wizualnych, przez testy poprawności parametrów elektrycznych do badań funkcjonalnych, kontrolujących całość pracy urządzenia. Testowanie może ponadto (i bezwzględnie powinno) obejmować sprawdzenie oprogramowania, zarówno pod kątem jego funkcjonalności, jak i ewentualnych dziur w zakresie bezpieczeństwa. Sprawdzenie bezpieczeństwa oprogramowania może być szczególnie ważne w przypadku urządzeń planowanych do podłączenia do sieci oraz realizujących zadania o krytycznym zdarzeniu (np. urządzenia medyczne) – warto wtedy rozważyć możliwość przeprowadzenia testów penetracyjnych, mających sprawdzić odporność produktu na potencjalne ataki. Testy takie realizowane są zazwyczaj przez wyspecjalizowane podmioty zewnętrzne.
Maciej Bornikowski
|

Bartosz Kajut oraz Włodzimierz Babś
|

Prototypowanie
Przedsiębiorstwa oferujące w ramach modelu EMS usługi prototypowania świadczą w zasadzie kompleksową pomoc będącą kombinacją części lub wszystkich wymienionych już wcześniejszej czynności – od etapu biura projektowego, przez montaż, programowanie oraz dobór odpowiedniej obudowy. Zleceniodawcami tego typu zadań mogą być nie tylko przedsiębiorstwa działające w branży, ale również (a może nawet przede wszystkim) podmioty niezajmujące się na co dzień elektroniką lub zajmujące się nią dodatkowo, jako jednym z wielu elementów funkcjonowania firmy. Podmioty te nie zawsze posiadają odpowiednie zaplecze konstruktorskie oraz wyposażenie, pozwalające na szybką oraz skuteczną realizację planowanych projektów. Skorzystanie z usług zewnętrznego dostawcy jest dla nich zdecydowanie szybszą oraz bardziej efektywną ekonomicznie metodą niż budowa i późniejsze utrzymanie własnego zespołu konstruktorskiego.
Usługi posprzedażowe

Oferta wielu dostawców świadczeń EMS obejmuje cały cykl życia produktu, w tym również czynności i usługi posprzedażowe. Można do nich zaliczyć m.in. prowadzenie napraw serwisowych, modernizację produktu, dostarczanie i zarządzanie częściami zamiennymi, usługi magazynowe oraz wycofanie produktu z użycia (recykling). W skład oferty wchodzą również czynności analityczne, jak np. detekcja najczęstszych przyczyn błędów i uszkodzeń, a także związane z obsługą klientów – serwis telefoniczny czy usługi sprzedażowe i marketingowe.
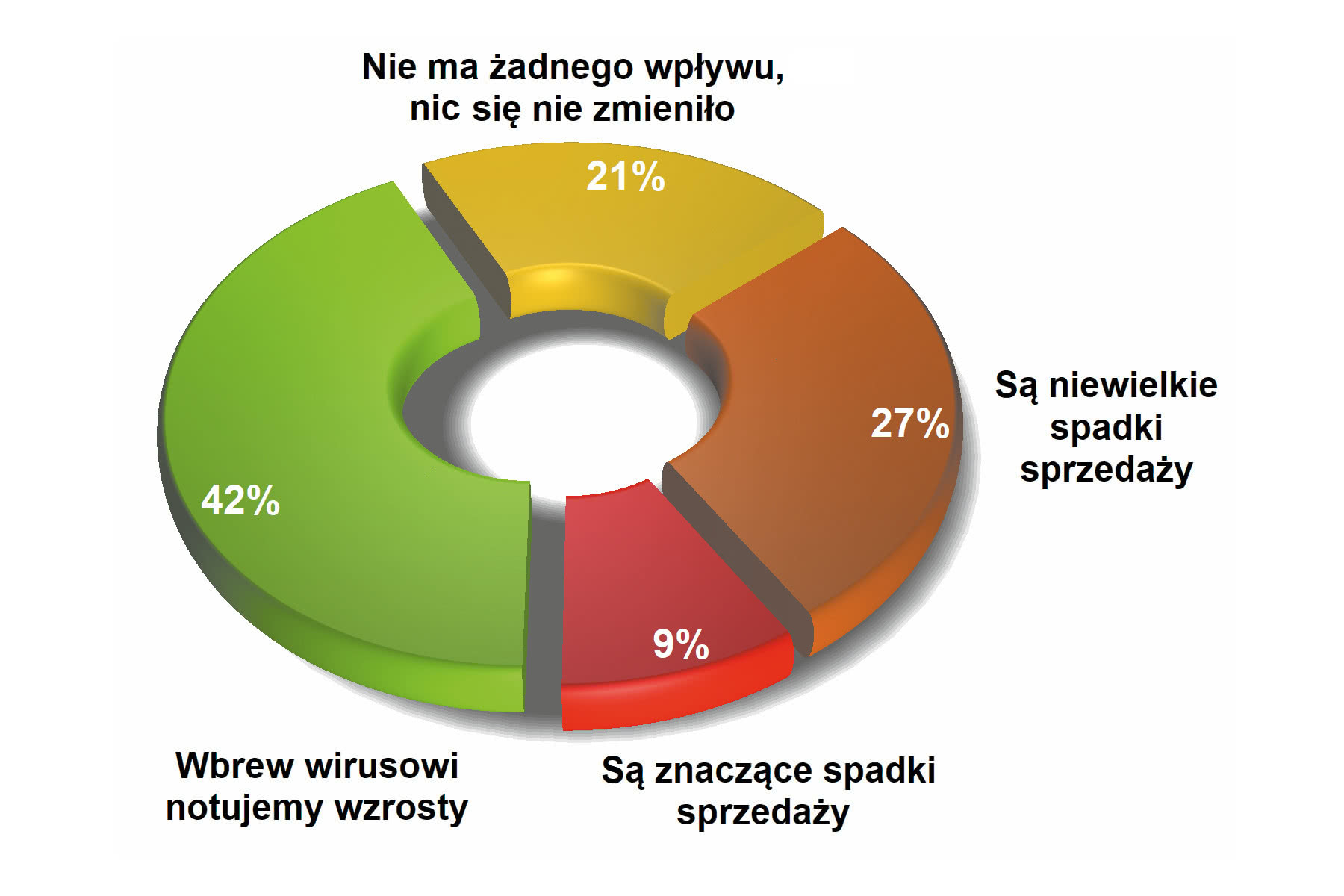
Alokacja bardzo przeszkadza
Problemy z dostępnością podzespołów pasywnych, elektromechanicznych i dyskretnych będą towarzyszyły nam jeszcze przez jakiś czas, niemniej już od roku kolejki wymuszające czekanie na części nierzadko prawie rok przeszkadzają w rozwoju wielu firmom elektronicznym. W 2021 roku sytuacja cały czas się pogarszała, a czasy dostaw rzędu 40‒60 tygodni nie były wcale czymś zaskakującym. To na tyle długo, że w praktyce oznacza wyczerpanie wszelkich rozsądnych rezerw i zapasów, które może mieć producent. Problemy z zaopatrzeniem przenoszą się dzisiaj na wszystkich uczestników rynku. Projektanci zmuszani są do podawania alternatyw i zmian w projektach pod kątem dopasowania ich do tego co się uda zdobyć. Firmy EMS wiele projektów przesuwają na później, a wszyscy zamiast zajmować się produkcją, szukają źródeł podzespołów.
Alokacja dla rynku usług EMS jest ważnym zjawiskiem, bo z punktu widzenia produkcji komponenty są kluczowym elementem urządzenia zarówno wartościowo, jak i funkcjonalnie. Zaopatrzenie w podzespoły elektroniczne, a więc źródła dostaw, są z punktu widzenia firm kontraktowych kluczowe dla biznesu, tym bardziej że wielu klientów oczekuje, że usługodawca zapewni kompleksową usługę, tj. montaż płytki i części. Im większa firma kontraktowa, tym łatwiej jej radzić sobie z podzespołami, bo jej zamówienia i tym samym pozycja handlowa na rynku jest lepsza, tak samo jak możliwości kupowania na zapas popularnych elementów. Dla dystrybutorów podzespołów elektronicznych zajmujących się także montażem dostęp do podzespołów jest bardzo korzystny, gdyż pozwala na pakietowej sprzedaży elementów i usługi jako całości z jedną marżą handlową.
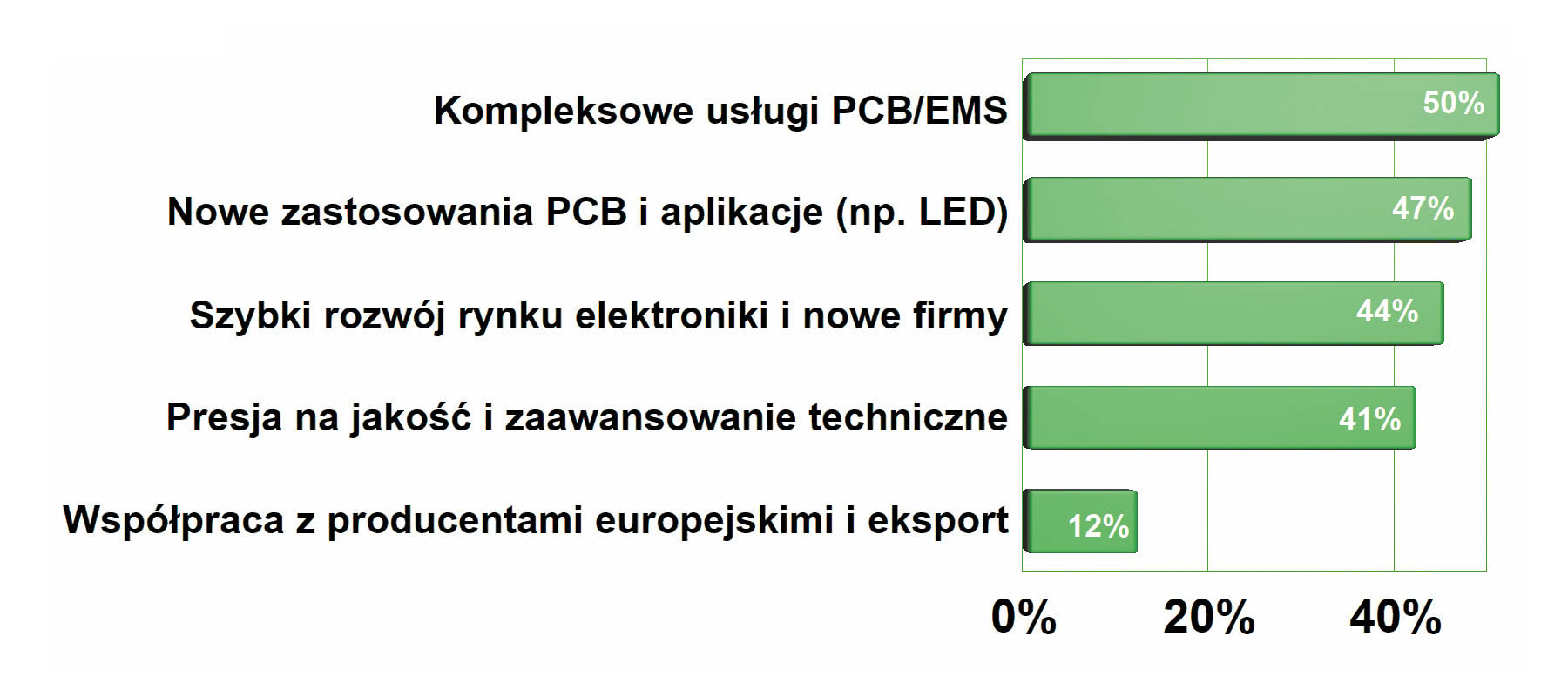
Więcej firm, lepsza oferta
W miarę upływu lat firm EMS jest coraz więcej i poszerzają się ich możliwości technologiczne. Ten drugi kierunek rozwoju rynku pozwala oderwać się firmom od konkurowania ceną i poszerza krąg odbiorców o firmy mające specyficzne wymagania techniczne, np. w zakresie obsługi długich płytek drukowanych, laminatów z rdzeniem metalowym, podłoży elastycznych i przejść między płytką sztywną a elastyczną, montażu typu PoP i podobnych.
Krajowym firmom udaje się także zapewnić stałe unowocześnianie parku maszynowego, bo rozwój technologii elektroniki stanowi czynnik wymuszający takie zmiany. Ale z drugiej strony w kraju zamawiane są głównie małe serie wyrobów, gdzie nakład pracy do zysków nie jest wcale taki duży. Z czasem może to powodować problemy z tym, aby firmy mogły finansować rozwój z dochodów z montażu.
Kompetencje krajowej branży EMS z roku na rok rosną i dobrym miernikiem tego procesu mogą być coraz liczniejsze certyfikaty IPC, jakie pojawiają się na witrynach internetowych usługodawców. Aby mówić o jakości, poprawiać i doskonalić procesy technologiczne i aby mieć wspólną i jednoznacznie opisaną płaszczyznę wymagań co do montażu, trzeba mieć wzorce do porównań i punktów odniesień. Tę funkcję pełnią od lat normy IPC, np. IPC-A610G i należy się cieszyć, że są one cenione i pożądane przez specjalistów oraz że nie ma problemów ze zdobyciem takich certyfikatów.
O jakości wiele się mówi we współczesnej technice, niemniej jest to pojęcie bardzo nieostre, czyli takie, które może być różnie interpretowane, przez co to co dla jednego jest satysfakcjonujące, innemu wydaje się nieodpowiednie. Normy IPC jakość definiują jednoznacznie w obszarze montażu płytek drukowanych i zapewne dlatego branża jest zainteresowana tym, aby "być zgodnym". Jakość montażu według standardu IPC stała się normą, a obecnie widać też wzrost zainteresowania klasą 2, czyli procesem, gdzie dopuszczalne odchyłki od ideału są mniejsze.
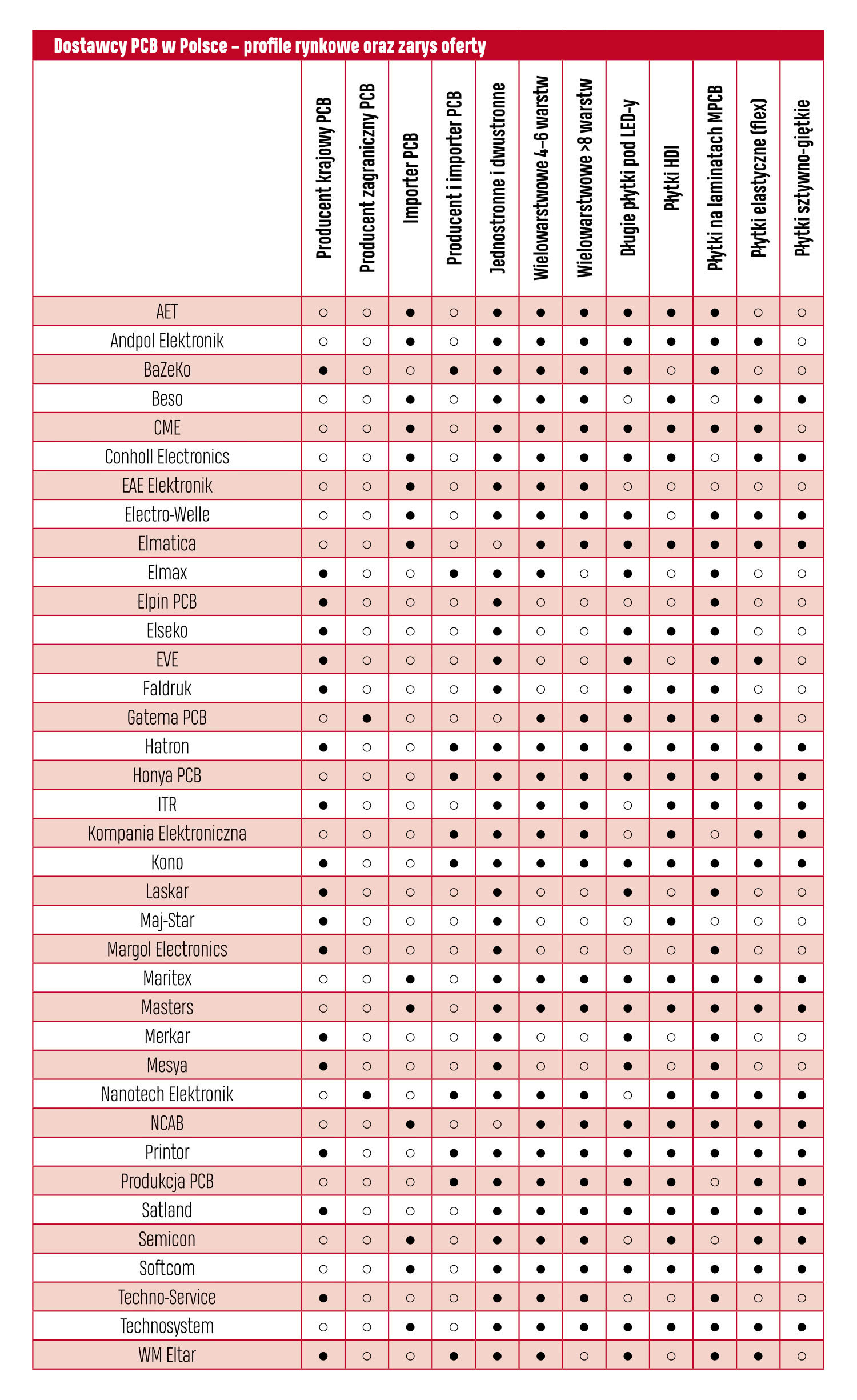
Obwody drukowane dla elektroniki
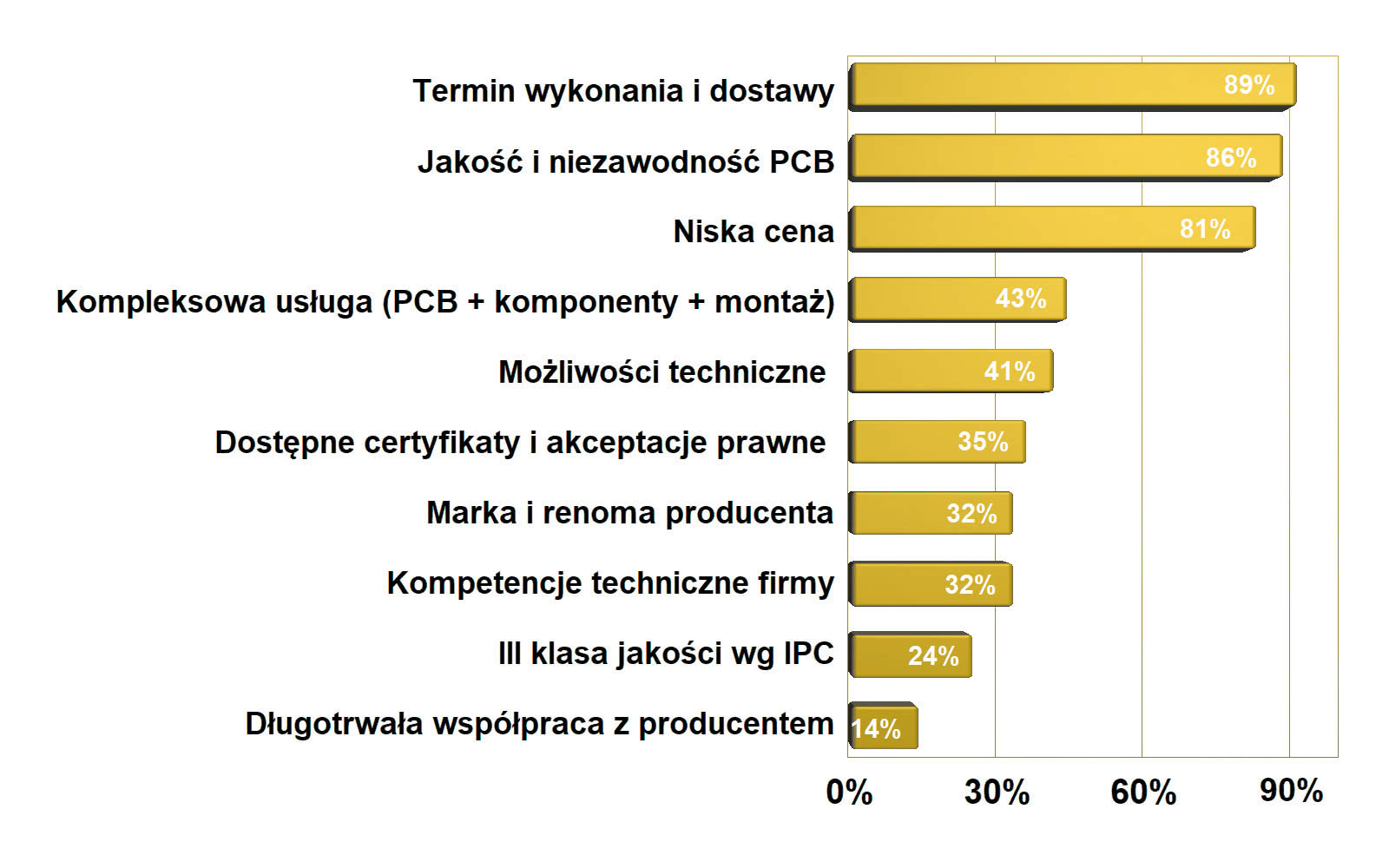
Płytki drukowane potrzebne są praktycznie do każdego urządzenia elektronicznego, dla firm kontraktowych EMS, producentów oświetlenia, wytwórców urządzeń przemysłowych oraz startupów. Rynek obwodów rośnie wraz z całą branżą elektroniczną, bo płytki potrzebne są wszystkim. Wspólnym celem dla tych przedsiębiorstw staje się zapewnienie sobie dobrych i niedrogich płytki, obojętnie, czy krajowej produkcji, czy z importu. Największe wyzwanie w obecnych czasach to zapewnienie wysokiej jakości PCB, przy krótkich gwarantowanych terminach dostaw i niskiej cenie.
Na rynku elektroniki od wielu lat firmy chińskie stanowią ważne źródło dostaw. W Azji zaopatrujemy się nie tylko w obwody drukowane, ale także podzespoły, komponenty do budowy systemów i tworzenia projektów, jak zasilacze, sterowniki oraz materiały do produkcji (laminaty, kable). W ostatniej dekadzie z roku na rok potencjał tamtejszych firm się zwiększał, jakość produktów stale się poprawiała, a dostępność usług kurierskich drogą lotniczą ułatwiała znacząco import.
Pandemia, która zaczęła się w Chinach, te zależności trochę przewartościowała, bo okazało się, że opieranie biznesu i całkowite uzależnianie się od dalekowschodnich dostawców jest dla producentów elektroniki niekoniecznie korzystne. Teoretycznie sytuacja w Chinach niby już wróciła do normy i fabryki pracują normalnie, ale nauczeni doświadczeniem producenci elektroniki zwiększają dywersyfikację swoich źródeł zaopatrzenia w materiały i komponenty po to, aby nie dopuścić do zakłócenia procesu produkcji. Część zleceń przekierowywana jest do firm europejskich, w tym też krajowych producentów, którzy są w stanie zapewnić szybką usługę i tym samym pomóc w prototypowaniu lub też ograniczeniu ryzyka. Zapewnienie stabilności rynku mimo trudnej sytuacji z pandemią ma tutaj znaczenie kluczowe, bo ogólnie w dalszym ciągu niska cena i możliwości technologiczne obwodów z Azji są wielką przewagą nad rynkiem krajowym czy europejskim. Pandemia tego nie zmieniła i nie zmieni, co najwyżej nauczy wszystkich dywersyfikacji.
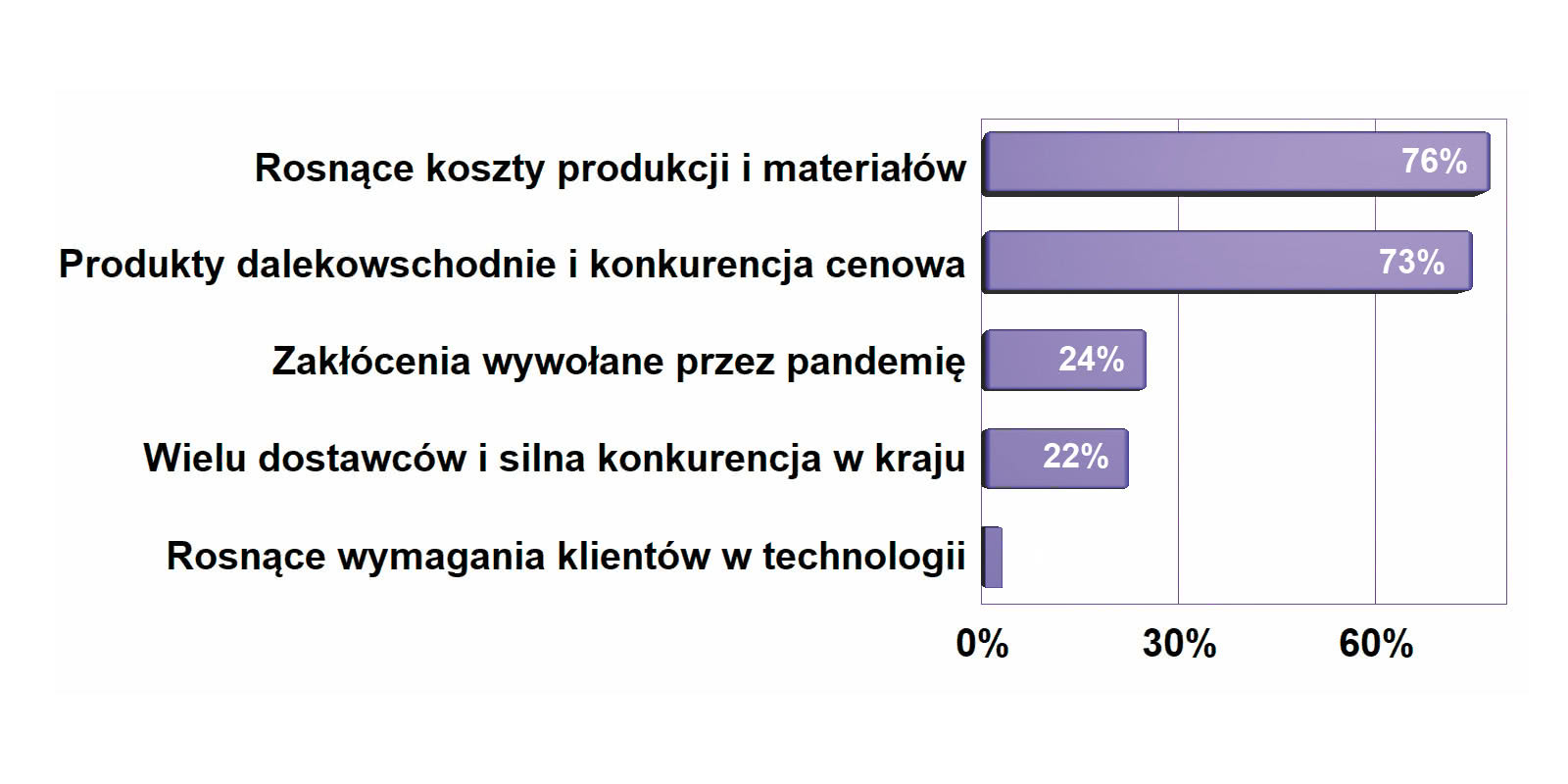
Koszty i nierównowaga biznesowa się pogłębiają
Produkcja i sprzedaż płytek PCB jest cały czas w trendzie wzrostowym, bo rynek elektroniki szybko rośnie i tworzy na tyle duży popyt, że pokrywa on cykliczne wahania koniunktury, problemy z pandemią oraz wyższe koszty działalności firm krajowych w porównaniu do tych z Azji. Inne problemy ostatnich miesięcy to stały wzrost cen miedzi i złota, zawirowania logistyczne w dostawach z Azji, konkurencja w obszarze materiałów i surowców między innymi ze strony branży motoryzacyjnej oraz w ostatnim czasie – pożar dwóch dalekowschodnich fabryk wytwarzających żywicę szklano-epoksydową. Spowodowały one duże podwyżki cen materiałów do produkcji PCB, co nieuchronnie przełożyło się na globalny wzrost cen obwodów u wszystkich. Do tego w kraju drożeje energia elektryczna, bo wynika to z polityki klimatycznej (tj. rosnących cen certyfikatów emisyjnych) oraz wielu innych problemów branży energetyki.
Kłopoty pogłębiają coraz to nowe wymagania prawne, na przykład te związane z gospodarką odpadami. Mała konkurencja wśród odbierających odpady wpływa na wysokie ceny odbierania i utylizacji. Rośnie też liczba wymagań i przepisów, które zwiększają ilość papierkowej roboty w firmach.
Krzysztof Torczyński
|

Montaż, PCB i podzespoły
Z istnieniem silnej konkurencji chińskiej w zakresie płytek drukowanych trzeba się niestety pogodzić i szukać na rynku nisz oraz metod zapewnienia większej wartości dodanej, która pozwoli firmie zachować konkurencyjność. W warunkach krajowych taką niszą jest montaż podzespołów, a najlepiej pełna usługa kontraktowa EMS.
W stronę EMS kierują się w zasadzie wszystkie firmy z analizowanego obszaru. Producenci kontraktowi rozszerzają działalność o zapewnienie płytek drukowanych dla klienta oraz komponentów. Nawiązują oni współpracę z producentami chińskimi, współpracują z dostawcami (pośrednikami, brokerami) obecnymi na rynku w Polsce i biorą na siebie to, aby płytki niezbędne do produkcji móc zorganizować bez angażowania klienta. Dla tych firm jest to naturalne działanie, bez żadnego obowiązującego schematu współpracy. Jedni nawiązują współpracę bezpośrednią z producentami w Chinach, inni współpracują z brokerami działającymi w kraju, a najwięcej firm EMS działa w modelu mieszanym, czyli bez z góry ułożonej współpracy oraz nastawienia na jednego partnera.

Montaż podzespołów oferują także producenci PCB, którzy rozwijają w tym kierunku biznes. Jest to słuszny kierunek pozwalający zapewnić lepszą ofertę klientowi, zgodny z oczekiwaniami rynkowymi i globalnymi trendami w zakresie wzrostu znaczenia outsourcingu i pogłębiającej się specjalizacji.
Montaż komponentów na zamawianych płytkach drukowanych proponują też chińscy producenci PCB, ale w tym zakresie akurat przebić im się jest niełatwo. Powodem jest to, że klienci, którzy zamawiają płytki z montażem, idą na całość, a więc chcą też, aby usługodawca zapewnił im podzespoły. Z reguły oznacza to jakieś problemy, bo tego nie ma, a zamiast tamtego może być coś innego. Na zmiany nie trzeba się niby zgadzać, ale brak zgody powoduje, że cena przestaje być konkurencyjna, tak samo jak termin wykonania usługi. Samo uzgadnianie zmian jest czasochłonne, a różnica w cenie nie jest duża, więc te dodatkowe trudności mają działanie zaporowe.
Usługi EMS oferowane przez chińskich producentów PCB opierają się na tym, że klient wybierze do projektu podzespoły, które ta firma ma w magazynie. A ma najczęściej elementy lokalnych wytwórców, te popularne i typowe. Inne można dosłać, zamienić na jakieś inne lub poczekać, aż firma je kupi, ale to piętrzenie trudności najprościej rozwiązać, zamawiając usługę w kraju. Krajowe firmy mają dobrze przetarte ścieżki zaopatrzenia u dystrybutorów, często prowadzą buforowe magazyny typowych elementów o uniwersalnym przeznaczeniu (np. kondensatorów 100 nF w rozmiarze 0603) i są w stanie uwolnić od konieczności szukania kompromisów.
Można zaryzykować tezę, że komponenty elektroniczne stanową największą barierę hamującą zapędy dalekowschodnich EMS- ów na naszym rynku. Dotyczy to szczególnie tamtejszych firm PCB, które "rozszerzyły się" o montaż i zleceń prototypowych.
Dla rynku PCB montaż podzespołów z pewnością wydaje się najbliższym tematycznie kierunkiem rozwoju, ale rozszerzenia kompetencji można także poszukiwać także w drugim kierunku, a więc w stronę usług projektowania elektroniki. W tym obszarze kryją się duże możliwości i warto zacząć budować już dzisiaj jakiś przyczółek.
Szybkie prototypowanie
W warunkach polskich poszukiwaną cechą przez klientów jest szybkie prototypowanie obwodów. Wynika to z wielu czynników biznesowych i technicznych, między innymi z tego, że projektantom zawsze się spieszy i czas między skończeniem pracy a wypróbowaniem prototypu zawsze niemiłosiernie się dłuży. Wiele pracy to tzw. projekty, a więc zlecenia na wykonanie urządzenia, systemu lub instalacji. Do nich konieczne jest wykonanie płytek i z reguły im szybciej, tym lepiej. Cena w takich sytuacjach ma mniejsze znaczenie.
Z takich powodów wiele firm krajowych proponuje wykonanie ekspresowe prototypów, a niektóre zakłady wręcz w nich się specjalizują. Jest to z pewnością jakaś metoda konkurowania na rynku, niemniej wcale nie łatwa, bo wymaga ona dopracowania organizacji i procesów do tego, aby ta szybkość była osiągania zawsze, a nie w ramach "pospolitego ruszenia".
Maciej Bilski
|

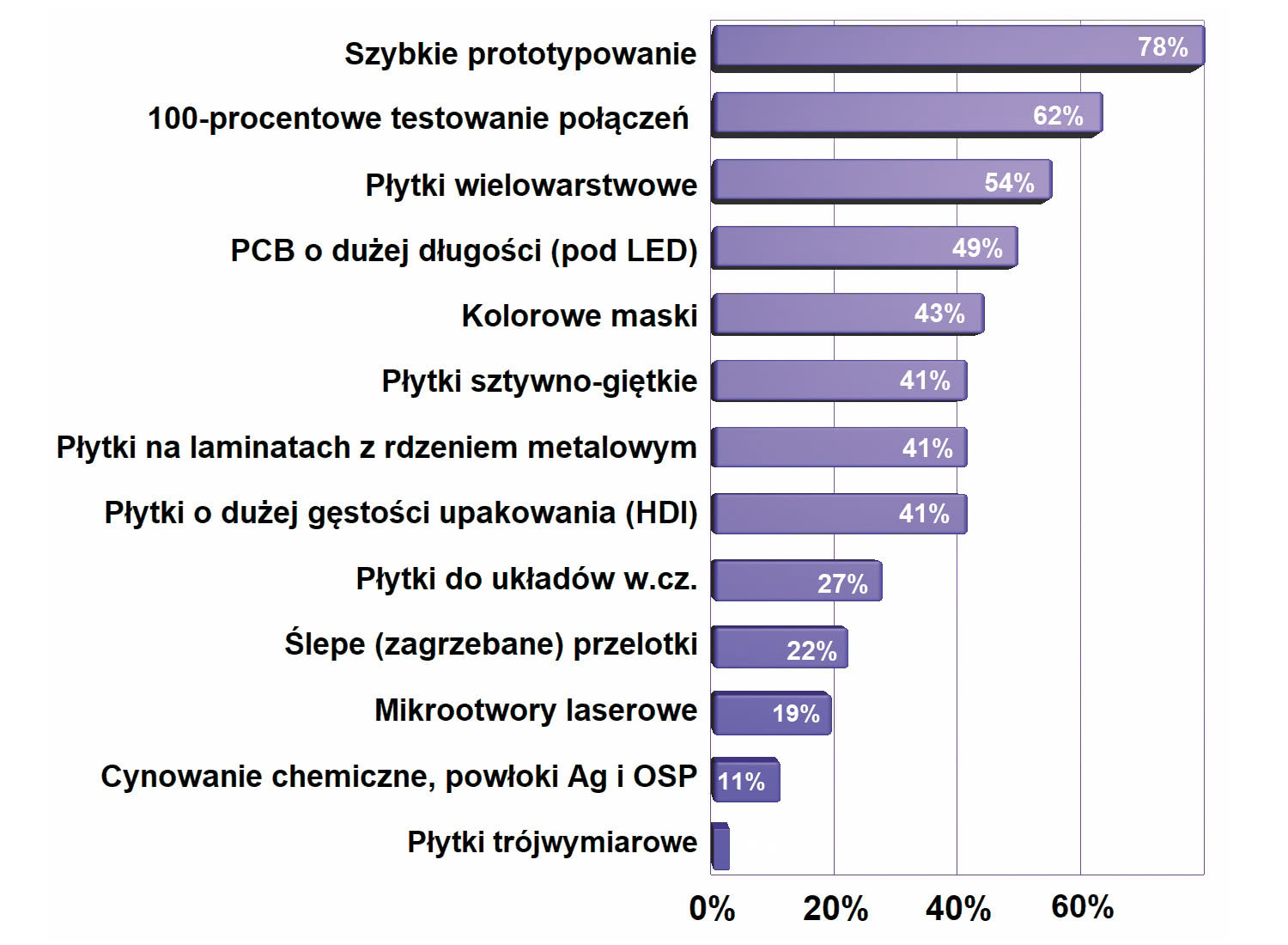
Rośnie zaawansowanie technologiczne
Przez wiele lat obwody wykraczające technologicznie poza sztywne płytki jedno- i dwustronne były w zasadzie tylko niszą i ciekawostką. Niemniej teraz widać, że wszystkie globalne trendy zmieniające światową elektronikę, a więc IoT, komunikacja bezprzewodowa, elektronika mobilna oraz noszona, prowadzą do coraz większej miniaturyzacji i szybkiego wzrostu wymagań technologicznych w zakresie obwodów drukowanych. Takie aplikacje często wykorzystują bardzo skomplikowane projekty na małych powierzchniach, gdzie odległości pomiędzy ścieżkami, padami i ringami są coraz mniejsze (nawet 3-milsowe).
Widoczne jest to w zwiększającym się zainteresowaniu rynku obwodami na cienkich laminatach, płytkami sztywno-giętkimi i elastycznymi oraz oczywiście płytkami wielowarstwowymi. Coraz więcej klientów przechodzi na obwody wielowarstwowe, bo tylko one są w stanie zapewnić możliwość ciasnego upakowania złożonych układów cyfrowych, a poza tym są coraz tańsze. Płytki czterowarstwowe są mniej więcej około dwukrotnie droższe od 2-warstwowych, co nie jest już szokujące. A przecież taki obwód może być mniejszy, więc różnica w rzeczywistości może być mniejsza. Podobnie będzie niedługo z obwodami na materiałach elastycznych i wersjami sztywno-giętkimi, które też tanieją.
Na koniec warto zauważyć, że znaczącym klientem na obwody drukowane są w kraju producenci oświetlenia, którzy cały czas inwestują w technologię LED. Są oni klientami na płytki z rdzeniem metalowym i tradycyjne obwody o dużych rozmiarach.
Zmiany technologiczne na rynku płytek drukowanych wywołują też wchodzące na rynek nowe podzespoły. Są one zawsze coraz mniejsze, bo w ten sposób zapewnia się miniaturyzację, niższe koszty i innowacyjność. Konstruktorzy mają też coraz mniej możliwości wyboru obudowy dla poszczególnych chipów. Często nowe serie są dostępne w dwóch wersjach, z czego obie są bardzo małe. Skutkiem jest konieczność stosowania płytek wielowarstwowych, zagrzebanych przelotek i innych nowinek, bo przy gęstym rastrze nie da się przeprowadzić ścieżek między padami. Nawet jeśli w aplikacji nie brakuje miejsca, układ połączeń nie jest bardzo zawiły, sięga się po zaawansowane płytki, bo obudowy podzespołów o małym rastrze to wymuszają.
Konstantin Karawajew
|

Sprzęt i usługi do produkcji małoseryjnej i prototypowej
Projektowanie elektroniki staje się kosztowne i coraz trudniejsze. Projektant musi znaleźć kompromis dla wielu przeciwstawnych zagadnień technicznych i zmieścić się w budżecie z kosztami. Do tego dochodzą ponadto badania, certyfikaty i konieczność spełnienia norm branżowych. A wszystko to trzeba zapewnić w krótkim czasie, przez co swoboda konstrukcyjna jest dzisiaj znacznie mniejsza niż kiedyś. Dodatkowo czas życia rozwiązań układowych, technologii i standardów nieustannie się skraca, stąd w pracach projektowych nierzadko trzeba sięgać po to, co właśnie się pojawiło. Czas, jaki zostaje na analizę potencjału danych technologii, jest już krótki i nie należy oczekiwać, że w przyszłości będzie lepiej, bo tempo rozwoju całej elektroniki rośnie, a dodatkowo na rynku jest wiele rozwiązań równoważnych od strony technicznej i technologii podobnych do siebie. To, na co warto postawić, nierzadko determinują dostępne narzędzia. W takiej rzeczywistości prototypowanie zyskuje na znaczeniu, bo zapewnia skrócenie czasu pracy.
Pandemia i związane z nią problemy logistyczne, zamknięcia biznesów i kłopoty z dostępnością towaru wprowadziły na rynek wiele niepewności. Dla jednych sytuacja ta okazała się wielką szansą i możliwością ogromnego zarobku, innym przysporzyła wielkich strat. Jeśli chodzi o branżę elektroniki, to patrząc z perspektywy miesięcy na to, co zaszło, można powiedzieć, że pogłębiła ona polaryzację rynku. Mniejsze firmy zaczęły się borykać ze spadkiem zamówień, większymi cenami, rosnącymi kosztami działalności i inflacją. Z kolei duże międzynarodowe korporacje kontynuują wzrost produkcji i inwestycje, bo mają na tyle silną pozycję oraz możliwości kapitałowe, że przed wieloma negatywnymi zjawiskami są w stanie skutecznie się bronić.
Kłopoty z dostępnością i rosnące ceny
Od roku rynek komponentów elektronicznych zmaga się z wydłużonymi czasami dostaw, gorszą dostępnością produktów i w konsekwencji rosnącymi cenami podzespołów, materiałów oraz transportu oraz długim czasem oczekiwania na ich produkcję. W konsekwencji sytuacja na rynku prototypowania urządzeń elektronicznych również jest bardzo dynamiczna. Ceny zwiększają się na skutek splotu wielu czynników, takich jak wzrost kosztów surowców, transportu, kosztów pracy, na skutek dużej inflacji pojawiającej się przy okazji tłumienia skutków pandemii, a także tego, że duży popyt rynku pozwala na podwyżki. Ceny zwiększają się także dlatego, że w wielu grupach towarowych przez długi okres marże produkcyjne były małe, co nie pozwalało na inwestycje i rozwój technologii. Pandemia i alokacja stały się okazją do wyrwania się z dyktatu niskiej ceny i tę szansę wielu producentów wykorzystuje.
Wprawdzie kłopoty na rynku zaczęły się od mikrokontrolerów, ale niedługo później te pierwotne problemy rozchwiały cały rynek, bo producenci elektroniki, przewidując wychodzenie gospodarki z kryzysu, zaczęli zamawiać spore partie elementów do planowanej produkcji. Część firm kupowała podzespoły na zapas, inne przestały kupować po to, aby ograniczyć potencjalne straty.
Podrożały metale, a z nimi laminaty i płytki drukowane oraz stopy lutownicze. Tak samo wzrosły ceny tworzyw sztucznych, a w konsekwencji produktów chemicznych, jak lakiery, farby, materiały izolujące. W kolejności większe ceny środków do produkcji, a także koszty pracy plus inflacja przełożyły się na ceny urządzeń i usług.
Zwłaszcza w prototypowaniu, gdzie liczy się czas, jest to sytuacja krytyczna i zmuszająca klientów do poszukiwań producentów posiadających wymagany materiał lub dostęp do szybkich zakupów.
Jerzy Ziółkowski
|

Miniaturyzacja sprzyja rynkowi urządzeń do prototypowania

Zapotrzebowanie na usługi związane z prototypowaniem elektroniki i sprzętem niezbędnym do tego ciągnie w górę miniaturyzacja. Współczesna elektronika jest coraz bardziej złożona, a jednocześnie coraz mniejsza, lżejsza, bardziej mobilna. Stąd nawet jeśli potrzebna jest tylko jedna sztuka, nie da się wykonać jej ręcznie. Montaż ręczny płytek PCB daje się wykonać w przypadku elementów o rozmiarze nie mniejszym niż 0603, o ile oczywiście nie ma obudów BGA i podobnych z padami umieszczonymi pod spodem lub wyświetlacza, który wymaga zgrzania taśmy elastycznej. Wówczas bez wsparcia się urządzeniami nie da się zmontować nawet jednej płytki. Dlatego miniaturyzacja wymusza wykonanie prototypu w normalnym procesie produkcji.
Ponadto w obudowach jest coraz mniej miejsca, bo trzeba zmieścić ogromną liczbę podzespołów, pojemny akumulator, system chłodzenia, dodatkowy filtr lub ekran i oczywiście duży wyświetlacz. W efekcie wiele nowych konstrukcji pod względem precyzji wykonania, upakowania i rozwiązań konstrukcyjnych detali mechanicznych przypomina szwajcarskie zegarki.
Pozytywnym aspektem wiążącym się z miniaturyzacją jest wzrost zaawansowania technicznego urządzeń wypychający z rynku słabszych producentów pod względem stosowanej technologii oraz w pewnym stopniu eliminujący też tandetę. Maleńkie elementy wymagają posiadania parku maszynowego najwyższej klasy.
Takie procesy silnie oddziałują na produkcję elektroniki, gdyż producenci muszą brać pod uwagę przy planowaniu działalności takie zjawiska i dostosowywać się, kupując odpowiednie narzędzia i sprzęt lub też oddając etapy produkcji do kooperantów.
Usługi zewnętrzne związane z prototypowaniem

Poza sprzętem ukierunkowanym na produkcję małych serii produktów, istotną część rynku tworzą usługi świadczone przez wyspecjalizowane firmy. Do najpopularniejszych rodzajów takich działań zaliczyć można, poza oczywiście wykonywaniem PCB i montażem podzespołów, produkcję wiązek kablowych, wytwarzanie elementów metodą druku 3D, usługi projektowania i testowania oraz badania i certyfikację. Samodzielna realizacja takich zagadnień nie zawsze jest opłacalna z ekonomicznego punktu widzenia, przede wszystkim z powodu wymaganych dużych nakładów finansowych związanych z zakupem sprzętu, zatem często bardziej sensowne jest skorzystanie z usług firm zewnętrznych.
Zleceniodawcami tego typu zadań mogą być nie tylko przedsiębiorstwa działające w branży, ale również (a może nawet przede wszystkim) podmioty niezajmujące się na co dzień elektroniką lub zajmujące się nią dodatkowo, jako jednym z wielu elementów funkcjonowania firmy. Podmioty te nie zawsze mają odpowiednie zaplecze konstruktorskie, pozwalające na szybką oraz skuteczną realizację planowanych projektów. Skorzystanie z usług zewnętrznego dostawcy jest dla nich zdecydowanie szybsze oraz bardziej efektywne ekonomicznie od inwestycji w sprzęt i utrzymania własnego zespołu inżynierskiego.

Przykładem usług, które z reguły są wykonywane przez firmy zewnętrzne, jest druk 3D, ważną częścią usług związanych z prototypowaniem są także badania urządzeń. Chodzi o kontrole wykonywane podczas procesu projektowania, które mają na celu sprawdzenie możliwie jak najwcześniej, czy czegoś nie trzeba poprawić lub zmienić, bo np. wychodzą zakłócenia (tzw. precompliance). Świadczą je laboratoria badawcze (akredytowane lub nie) i są to też finalne testy zgodności z normami wykonywane na koniec procesu przygotowania urządzenia do produkcji. Poza badaniami w zakresie kompatybilności weryfikacje laboratoryjne dotyczą testów klimatycznych, narażeń mechanicznych (np. odporności na upadek), bezpieczeństwa użytkowania, a dalej specyficznych norm branżowych: medycznych, telekomunikacyjnych, wojskowych, pożarniczych i innych. W ten sposób usług kierowanych w stronę przygotowania prototypów jest sporo, bo dochodzą jeszcze specjalistyczne zagadnienia, jak badania odporności na impulsy HPEM (dużej mocy), badania odporności urządzeń na anomalie występujące w sieciach zasilających m.in. zmiany częstotliwości sieci zasilającej, wahania napięcia, zniekształcenia przebiegu napięcia itp., badania zaburzeń od urządzeń PLC pracujących w liniach niskiego napięcia. Jeszcze bardziej specjalistycznie wyglądają badania fotobiologiczne, temperatury barwowej i wskaźnika oddawania barw w oświetleniu, a także oddziaływania fal elektromagnetycznych na organizm ludzki.
Usługi związane z prototypowaniem w przyszłości będą się rozwijać, bo poza posiadaniem urządzeń w równym stopniu liczą się kompetencje pracowników. A im bardziej złożone zagadnienia, tym te kompetencje są ważniejsze.
Rosnące zainteresowanie markowym sprzętem

Ogólną tendencją w branży elektroniki jest zainteresowanie wysoką jakością produktów. Dla firm oznacza to dopracowanie szczegółów, gruntowne przetestowanie, do których prototypowanie jest niezbędne.
Prototypów wykonuje się coraz więcej i dzieje się tak pomimo istnienia coraz lepszych symulatorów, oprogramowania do wizualizacji przestrzennej, projektów mechanicznych i podobnych. Te dodatkowe prototypy zwykle dotyczą obszaru badań, a więc testów w zakresie kompatybilności, bezpieczeństwa elektrycznego i oceny środowiskowej, z uwagi na prowadzone badania precertyfikacyjne, bo zwykle testy prowadzą do mniejszych lub większych poprawek konstrukcyjnych.
Rośnie też świadomość klientów co do znaczenia jakości, a wiele krajowych firm pracuje na rzecz partnerów i kontrahentów z krajów Europy Zachodniej, co często oznacza konieczność utrzymania wysokiego poziomu obsługi.
Zapewnienie jakości, także dla tych próbnych serii, wymaga użycia dobrych narzędzi. Inaczej w razie problemów nie będzie wiadomo, co jest powodem usterki – błąd projektowy, wada materiału, uszkodzony komponent, a może jednak źle przygotowana produkcja serii próbnej. Wraz z pogłębiającą się i stale rosnącą złożonością i miniaturyzacją elektroniki coraz mniej szczegółów widać gołym okiem, stąd znaczenie zaawansowanego sprzętu stale się zwiększa.

Biura inżynierskie są wsparciem dla firm
Postępujący rozwój elektroniki wymusza coraz większą specjalizację wśród osób zawodowo się nią zajmujących. Większość projektów, szczególnie tych bardziej złożonych, wymaga współpracy całych zespołów składających się z ekspertów o różnym doświadczeniu. Zajmując się elektroniką profesjonalną, bardzo trudno jest zachować ogólną specjalizację, zaś niemal każdy nowy projekt wymaga pogłębiania wiedzy przez wszystkich członków zespołu. W takiej sytuacji w wielu przypadkach rozsądna może się okazać decyzja o szukaniu możliwości projektowych poza firmą dla całości lub przynajmniej części projektu.
Biura inżynierskie oferują kompleksowe usługi związane z projektowaniem urządzeń elektronicznych, często poszerzane o dodatkową tematykę, mogącą dotyczyć m.in. tworzenia oprogramowania, konstrukcji mechanicznej, projektu obudowy, systemów chłodzenia, właściwego poziomu ochrony elektromagnetycznej i środowiskowej, jak również wzornictwa i projektu plastycznego. Pomoc ekspertów z zewnątrz może być szczególnie przydatna w obszarach wymagających dużej wiedzy specjalistycznej, jak np. szybkie układy analogowe, przetwarzanie sygnałów cyfrowych, technika mikrofalowa, komunikacja radiowa czy zagadnienia antenowe. Próg wejścia do każdej z tych dziedzin jest bardzo wysoki, zaś czas zawsze pozostaje jednym z najcenniejszych i najbardziej deficytowych zasobów każdego zespołu projektowego.
Urządzenia technologiczne do produkcji elektroniki
Proces montażu układów elektronicznych jest dość złożony i składa się z kilku podstawowych etapów. Etapy te następują kolejno po sobie, tworząc jeden ciąg technologiczny. Na każdym z nich wykorzystywane są inne rodzaje maszyn i urządzeń produkcyjnych, montowany układ musi zatem odbyć "wędrówkę", podczas której odwiedza poszczególne stacje produkcyjne. Ważne jest również zapewnienie dokładnej informacji zwrotnej na temat jakości produktu, co pozwala na bieżąco monitorować efektywność produkcji oraz szybko wykrywać ewentualne błędy i lokalizować ich przyczyny. Poszczególne etapy montażu obejmują nakładanie pasty lutowniczej na płytkę, rozmieszczenie na niej komponentów, ich lutowanie, kontrolę jakości oraz (opcjonalnie) test poprawnej pracy urządzenia.
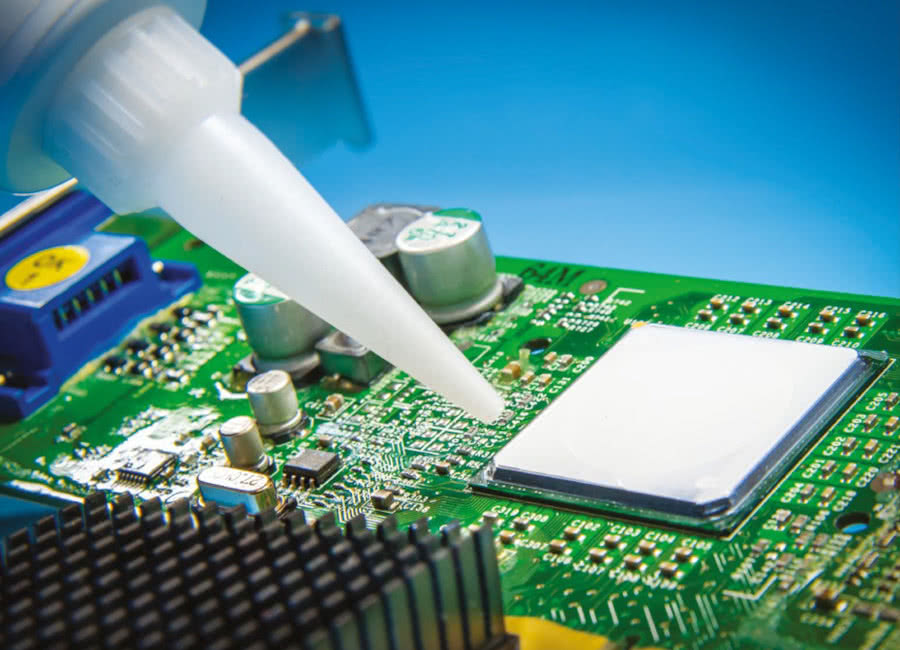
Nakładanie pasty lutowniczej
Pasta lutownicza to kompozycja materiałów chemicznych będąca mieszaniną topnika oraz drobno sproszkowanych metali (lutowia), jak np. cyny, ołowiu, srebra lub miedzi, wykorzystywana w procesie lutowania powierzchniowego (SMT, Surface Mounting Technology). Substancja ta nakładana jest na pady oraz inne elementy płytki mające później podlegać procesowi lutowania. Do tego celu wykorzystuje się specjalny metalowy szablon (wykonywany na potrzeby każdego projektu płytki PCB) zawierający otwory w miejscach przeznaczonych do rozprowadzenia pasty.
Do aplikacji pasty wykorzystuje się urządzenie określane jako drukarka pasty lutowniczej (Solder Paste Printing Machine). W pierwszej fazie w drukarce umieszcza się płytkę oraz przygotowany uprzednio szablon. Szablony najczęściej wykonane są z arkusza stali nierdzewnej z laserowo wyciętymi otworami. Bardzo ważne jest wzajemnie precyzyjne oraz stabilne umieszczenie zarówno płytki, jak i szablonu. Gdy do tego dojdzie, maszyna rozprowadza pastę po powierzchni szablonu – dzięki otworom substancja umieszczona zostaje jedynie w przeznaczonych do tego miejscach na płytce. Ważnym zagadnieniem jest kontrola ilości rozprowadzanej pasty. Aplikacja zbyt dużej jej ilości może spowodować rozlanie połączeń lutowniczych prowadzące do zwarcia, aplikacja zbyt małej może zaś przyczynić się do powstania niepoprawnego połączenia lutowniczego.
Inspekcja nałożenia pasty
Wiele badań i analiz nad efektywnością procesu lutowania podkreśla fakt, że ok. 70% wszystkich problemów z nim związanych generowanych jest przez niewłaściwe rozmieszczenie pasty lutowniczej w procesie jej drukowania. Ważnym krokiem jest zatem sprawdzenie poprawności tego rozmieszczenia, do czego wykorzystuje się specjalne urządzenie. Urządzenie do inspekcji pasty lutowniczej (SPI, Solder Paste Inspection machine) używane jest szczególnie w przypadku produkcji masowej (rzędu tysięcy egzemplarzy lub więcej), ponieważ pozwala uniknąć dodatkowych kosztów związanych z poprawkami lub ponowną produkcją błędnie zmontowanych układów.
Maszyna ta w procesie inspekcji korzysta z kilku rozmieszczonych w różnych miejscach kamer, dzięki czemu jest w stanie generować trójwymiarowy obraz powierzchni płytki. Na uzyskanym obrazie dokonuje się porównania wyglądu poszczególnych miejsc nałożenia pasty, sprawdzając m.in. jej wysokość, nadmiar lub niedobór, deformację przez wtrącenie obcego materiału, zanieczyszczenia oraz mostki. Sprzęt ten, w połączeniu z urządzeniem do automatycznej inspekcji optycznej, umożliwia efektywną kontrolę jakości montowanych układów.
Automatyczne rozmieszczenie komponentów
Główna czynność tej części montażu, czyli rozmieszczenie, poszczególnych komponentów na płytce, wykonywana jest automatyczne przez maszynę pick and place. W urządzeniu tym komponenty umieszczone są na specjalnych taśmach, z których kładzione są bezpośrednio na powierzchni obwodu drukowanego. Automaty pick and place są jednym z najbardziej złożonych elementów linii montażowej, zdolnych do pracy z bardzo dużą szybkością – niektóre z nich są w stanie rozmieszczać nawet do 30 000 komponentów na godzinę.
Maszyna pick and place uzyskuje informacje na temat typu oraz lokalizacji każdego z komponentów z plików projektowych PCB. Przeznaczona jest do pracy z układami w obudowach do montażu powierzchniowego (SMT).
Lutowanie
Gdy komponenty zostaną już prawidłowo rozłożone na powierzchni płytki, przechodzi się do etapu lutowania. Płytka umieszczana jest w odpowiedniej maszynie. Jeśli w projekcie przewiprzewidziano elementy przeznaczone do montażu przewlekanego (THT), to niezbędne może być skorzystanie z procesu lutowania na fali. W przypadku układów z przewagą komponentów do montażu powierzchniowego najbardziej efektywnym typem lutowania jest lutowanie rozpływowe.
Obecnie montaż powierzchniowy jest podstawową technologią wykorzystywaną przy konstrukcji obwodów drukowanych, przez co lutowanie rozpływowe jest jednocześnie najpowszechniejszym sposobem lutowania używanym w procesie montażu układów. W tej technice płytka z rozmieszczonymi na niej komponentami przechodzi przez urządzenie będące podzielonym na kilka stref piecem, utrzymującym różne wartości temperatury w każdej ze stref. Temperatury w poszczególnych strefach dobiera się w zależności od szczegółów konstrukcji obwodu, w taki sposób, by zapewnić maksymalnie efektywny rozpływ lutowia i powstanie wysokiej jakości połączeń lutowniczych. Połączenia lutownicze tworzone są przez roztapiającą się, a następnie krzepnącą pastę lutowniczą (właśnie od zjawiska rozpływania się pasty lutowniczej pochodzi nazwa tej techniki).
Lutowanie na fali

Lutowanie na fali wywodzi swoją nazwę od sposobu uformowania rozgrzanego lutowia wykorzystywanego w tym procesie – jest ono układane na wzór fali. Kształt generowanej fali może różnić się w zależności od typu lutowanych elementów – w przypadku montażu mieszanego, korzystającego zarówno z elementów przewlekanych, jak i montowanych powierzchniowo, używa się najczęściej dwa różne typy fali – chip (komponenty SMT) oraz lambda (komponenty THT). Maszyna do lutowania na fali składa się z podłużnej szyny transportowej przesuwającej obwód drukowany nad falą lutowia, umieszczoną poprzecznie w stosunku do kierunku ruchu płytki. Przed rozpoczęciem lutowania na całą powierzchnię strony płytki podlegającej lutowaniu nanosi się topnik, który oczyszcza pady i złącza z wszelkich zanieczyszczeń środowiskowych. Następnie obwód poddawany jest wstępnemu podgrzewaniu, aby uniknąć powstawania zbyt wielkich napięć termicznych podczas właściwego procesu lutowania, mogących prowadzić do uszkodzenia komponentów lub struktury płytki. Potem obwód przesuwany jest nad zbiornikiem z rozgrzanym lutowiem, które osadza się na złączach i po zastygnięciu tworzy połączenia elektryczne.
Nowoczesną odmianą tej techniki jest lutowanie selektywne, gdzie fala dotyka jedynie wybranych elementów płytki, nie zaś jej całej powierzchni. Pozwala to uchronić wrażliwe układy (przede wszystkim w obudowach do montażu powierzchniowego) przed destrukcyjnym działaniem wysokiej temperatury.
Inspekcja i testowanie

Testowanie może składać się z kilku etapów – zazwyczaj pierwszym z nich jest inspekcja optyczna, wykonywana za pomocą specjalizowanego urządzenia. Dla dużych wolumenów produkcji inspekcja optyczna wykonywana przez człowieka nie jest efektywna, ponieważ zajmuje znacznie więcej czasu, jest również zdecydowanie mniej skuteczna – operator stosunkowo szybko ulega zmęczeniu, przez co spada poziom jego koncentracji i wzrasta ryzyko popełnienia błędu.
Urządzenia do AOI (Automated Optical Inspection) z pomocą kilku kamer wysokiej rozdzielczości skanują obwody drukowane pod kątem cech charakterystycznych dla powierzchni PCB. Wykryte zostają plamy, zwarcia, zarysowania, zastosowanie nieprawidłowego komponentu lub jego brak, otwarte obwody oraz zaburzenia w obszarze lutu. Uzyskany obraz porównywany jest ponadto z wczytanym do maszyny obrazem wzorcowej płytki, zwiększając skuteczność algorytmów rozpoznawania wzorców.
Kolejnym etapem inspekcji jest sprawdzenie jakości połączeń elektrycznych. W tym celu powszechnie wykorzystuje się urządzenie określane jako Bed of Nails, składające się z dużej liczby wyprowadzeń (pinów), których końcówki dotykają powierzchni płytki PCB podczas testowania. Pozwala to na wysłanie oraz odbiór jednocześnie dużej liczby sygnałów elektrycznych – porównanie otrzymanego wyniku z wzorcem umożliwia stwierdzenie elektrycznej poprawności układu. Taka technika testowania określana jest jako ICT, czyli In-Circuit Testing.
W ostatniej fazie kontroli jakości układu wykonuje się test funkcjonalny. Przebieg tego testu jest bardzo zindywidualizowany i wysoce zależny od rodzaju badanego układu. Środowisko testowe dobiera się w taki sposób, by jak najlepiej odwzorowywało rzeczywiste warunki pracy urządzenia. Podczas testu do układu wgrywane jest oprogramowanie, następnie sprawdza się poprawną realizację wymaganych zadań i funkcji w środowisku maksymalnie zbliżonym do rzeczywistego.
Robotyzacja i automatyzacja

Koncepcja całkowicie zrobotyzowanej linii produkcyjnej zajmującej się wytwarzaniem układów elektronicznych jest obecnie powszechnie akceptowana przez większość wiodących światowych producentów. Wyeliminowanie lub znaczące ograniczenie liczby pracowników zaangażowanych bezpośrednio w proces produkcyjny niesie ze sobą wiele korzyści. Tego typu zakład może pracować nieprzerwanie, nie wymaga oświetlenia, klimatyzacji, planowania dni wolnych ani rozwiązywania szeregu innych aspektów ściśle powiązanych z zatrudnianiem i obecnością na parkiecie produkcyjnym pracowników.
Wzrost poziomu automatyzacji procesu produkcji pociąga za sobą zazwyczaj poprawę jakości produktu oraz efektywności jego wytwarzania, obniżając jednocześnie koszty działalności. Niemal każdym etap procesu produkcyjnego z powodzeniem poddany może zostać robotyzacji oraz automatyzacji. Tego typu zabiegi najpowszechniej i najskuteczniej stosuje się do czynności takich jak rozmieszczanie komponentów, montaż, wytrawianie czy testowanie układów. Większość z tych czynności charakteryzuje się dużą powtarzalnością, co sprzyja wykorzystywaniu zautomatyzowanych rozwiązań. Roboty przemysłowe mogą znacząco obniżyć koszty funkcjonowania przedsiębiorstwa, redukując liczbę pracowników przy jednoczesnym skróceniu czasu produkcji oraz zmniejszeniu liczby błędów i strat materiałowych.
Zastosowanie robotów znacząco ułatwia i usprawnia proces miniaturyzacji urządzeń, ponieważ znacznie lepiej od ludzkich pracowników radzą sobie one z obiektami o małych rozmiarach, zachowując przy tym odpowiednią precyzję oraz warunki bezpieczeństwa
Stosunkowo nowym trendem w robotyce są tzw. roboty współpracujące, zwane też cobotami (collaborative robot). Są to roboty przystosowane do pracy w bezpośrednim towarzystwie ludzkich operatorów, bez konieczności stosowania separacji i przegrodzeń. Zaimplementowane w nich mechanizmy bezpieczeństwa umożliwiają detekcję potencjalnie niebezpiecznych sytuacji, takich jak np. kolizja z pracownikiem, w efekcie zaś pozwalają na ich unikanie. Tego typu urządzenia mogą pracować bezpośrednio na liniach montażowych i produkcyjnych, umożliwiając automatyzację wybranych zadań. Charakteryzują się też zazwyczaj prostotą programowania i dużą elastycznością, co pozwala na wykonywanie mnóstwa różnorodnych prac, zależnie od aktualnych potrzeb. Roboty współpracujące są szczególnie atrakcyjnym rozwiązaniem dla małych i średnich przedsiębiorstw, które z różnych względów (np. finansowych) nie mogą pozwolić sobie na pełną automatyzację procesu produkcyjnego.
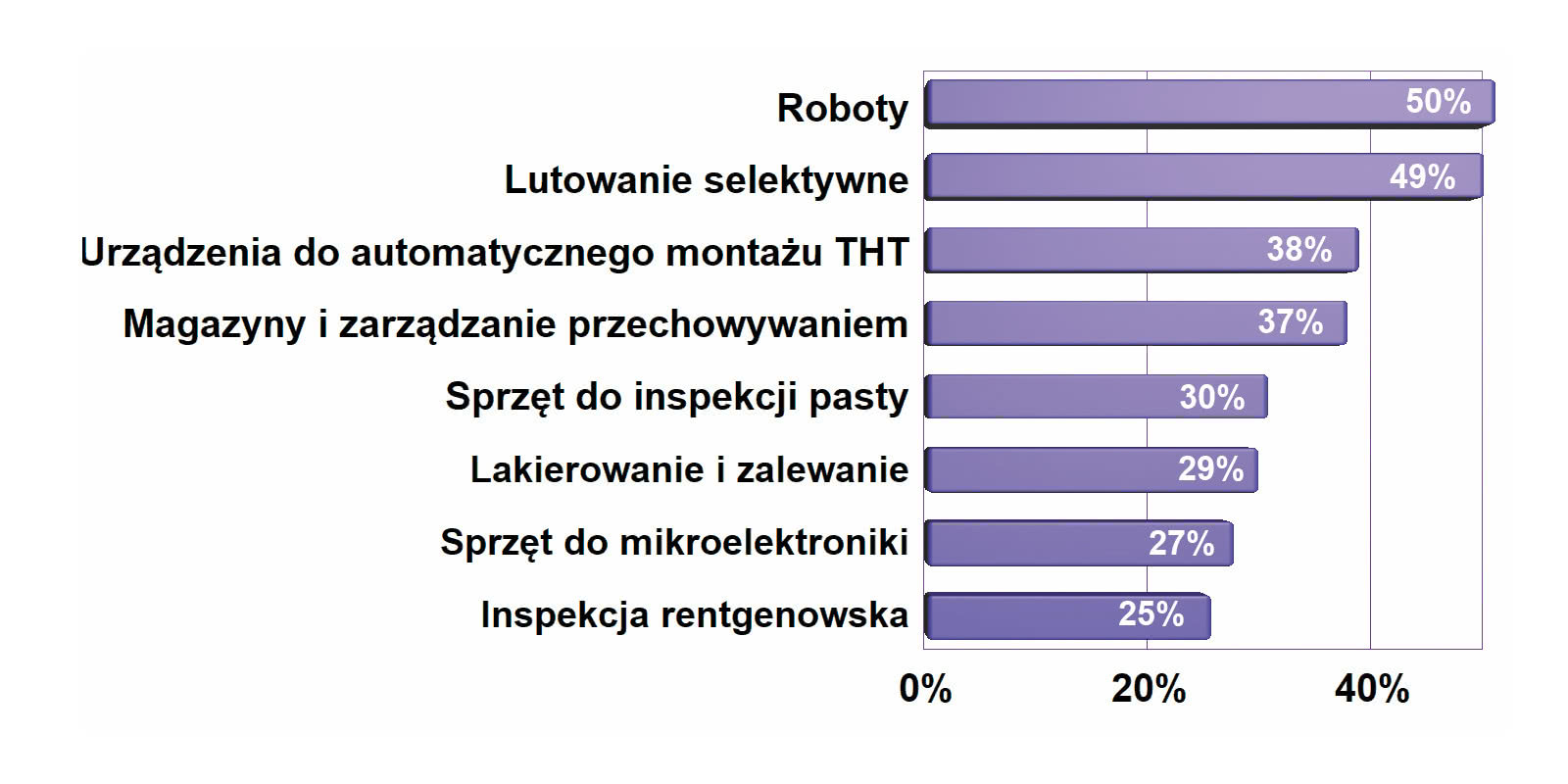
Coraz więcej sprzętu w halach
Z roku na rok w halach produkcyjnych działa coraz więcej urządzeń i sprzętu technologicznego. Poza wymienionymi grupami podstawowymi do hal produkcyjnych weszły też szafy z kontrolowanymi wewnątrz warunkami środowiskowymi służące do przechowywania elementów. Sprzęt to ponadto urządzenia do zalewania, lakierowania płytek po to, aby zabezpieczyć je przed wpływem środowiska. To także inspekcja rentgenowska, za pomocą której zagląda się w niedostępne dla systemów wizyjnych miejsca w celu oceny jakości lutowania, np. kulek BGA.
Przy większej skali działania park maszynowy wzbogacany jest o urządzenie do wycinania szablonów niezbędnych do nakładania pasty lutowniczej, o maszyny do mycia płytek, zautomatyzowane programatory chipów oraz systemy do liczenia komponentów. Elementem infrastruktury produkcyjnej są zabezpieczenia antystatyczne, w tym podłoga, stoły, meble i stojaki, a także transportery do przewożenia płytek między stanowiskami. Produkcja wymaga oczywiście jeszcze mnóstwa innego wyposażenia, niemniej nie jest ono już specyficzne dla branży. To na przykład oświetlenie, sprzęt komputerowy i oprogramowanie do zarządzania produkcją, systemy dokumentowania operacji (traceability) i podobne.
Jak widać z tego krótkiego i bardzo pobieżnego opisu, infrastruktura produkcyjna obejmuje wiele sprzętu, nie tylko dużego i widowiskowego w działaniu, którym jest niewątpliwie automat do układania elementów (tzw. placer). W przypadku firm EMS znaczenie posiadania rozbudowanego parku maszynowego jest większe, bo pozwala na realizację zleceń o szerszym zakresie wymagań bez wspierania się kooperacją, a więc bez dodatkowych kosztów i najszybciej jak się da.

Duża liczba maszyn to też pokłosie drugiego trendu, a więc zakupu urządzeń przeznaczonych tylko do montażu prototypów i krótkich serii, które uzupełniają posiadaną już wysoko wydajną linię produkcyjną. Rozwiązanie takie umożliwia niezależny montaż nowych opracowań w działach R& D bez przerywania bieżącej produkcji. Kilka linii produkcyjnych umożliwia też optymalizację działań, bo niektóre urządzenia ukierunkowane są na wykonywanie dużych jednakowych serii, inne mają małą wydajność, ale za to łatwo się je przestawia, stąd są one wygodne do drobnych zleceń i prototypów.
Rośnie też liczba urządzeń specjalizowanych, a więc o przeznaczeniu takim jak wymieniono, ale o unikatowych właściwościach, dostosowanych do specyficznych zadań. Przykładem może być montaż elementów na podłożach metalowych (laminat MPCB do oświetlenia LED) i podłożach giętkich (flex), do którego są inne urządzenia oraz lakierowanie selektywne.
W praktyce park maszynowy nigdy nie jest czymś, co można uznać za działanie zakończone. Zawsze coś trzeba uzupełnić, wymienić lub zmodernizować, bo na rynku pojawiło się nowe rozwiązanie lub stare przestało być funkcjonalne. Proces inwestycyjny ma charakter prawie ciągły, ale z uwagi na duże koszty dochodzenie firm do stanu stabilnego trwa nierzadko długie lata.
Rozbicie wydatków inwestycyjnych w urządzenia produkcyjne na lata ma też swoje dobre strony i jest istotne zwłaszcza w warunkach polskich, a więc gdy kapitały na inwestycje są ograniczone. Rynek usług EMS pozwala zorganizować produkcję dla najmniejszych firm, nawet takich, gdy w grę wchodzi pojedyncze zlecenie. Ale jak z czasem biznes się rozkręci, nierzadko dochodzi do momentu, że w firmie pojawia się mała własna linia. Nawet jeśli początkowo jest to sprzęt kupiony na rynku wtórnym i nie najnowszy, to i tak nierzadko stanowi on kamień milowy w działalności. Pozwala nabrać doświadczenia i w późniejszym czasie taka firma jest w stanie precyzyjniej zdefiniować swoje potrzeby przy kolejnych zakupach.

Dostawcy sprzętu wyróżniają się kompetencjami
Urządzenia z omawianego obszaru nie są produktami kupowanymi z półki lub w sklepach internetowych, co wskazuje, że znaczenie wyboru dostawcy i tego, jaki poziom merytoryczmerytoryczny on reprezentuje, jest tu czynnikiem pierwszorzędnym. Dobór optymalnego rozwiązania to wielowymiarowe zagadnienie, w którym trzeba rozważać wiele czynników nie tylko związanych z danym urządzeniem, ale całym środowiskiem produkcyjnym oraz możliwościami finansowymi inwestora. Do tego dochodzą zagadnienia przyszłego wykorzystania, możliwości rozbudowy, dopasowania do innych zadań, a także kwestie utrzymania w ruchu (koszty i dostępność części). Takich problemów jest bardzo dużo, stąd w praktyce dobór bazuje na wiedzy, kompetencjach i rzetelności partnera.
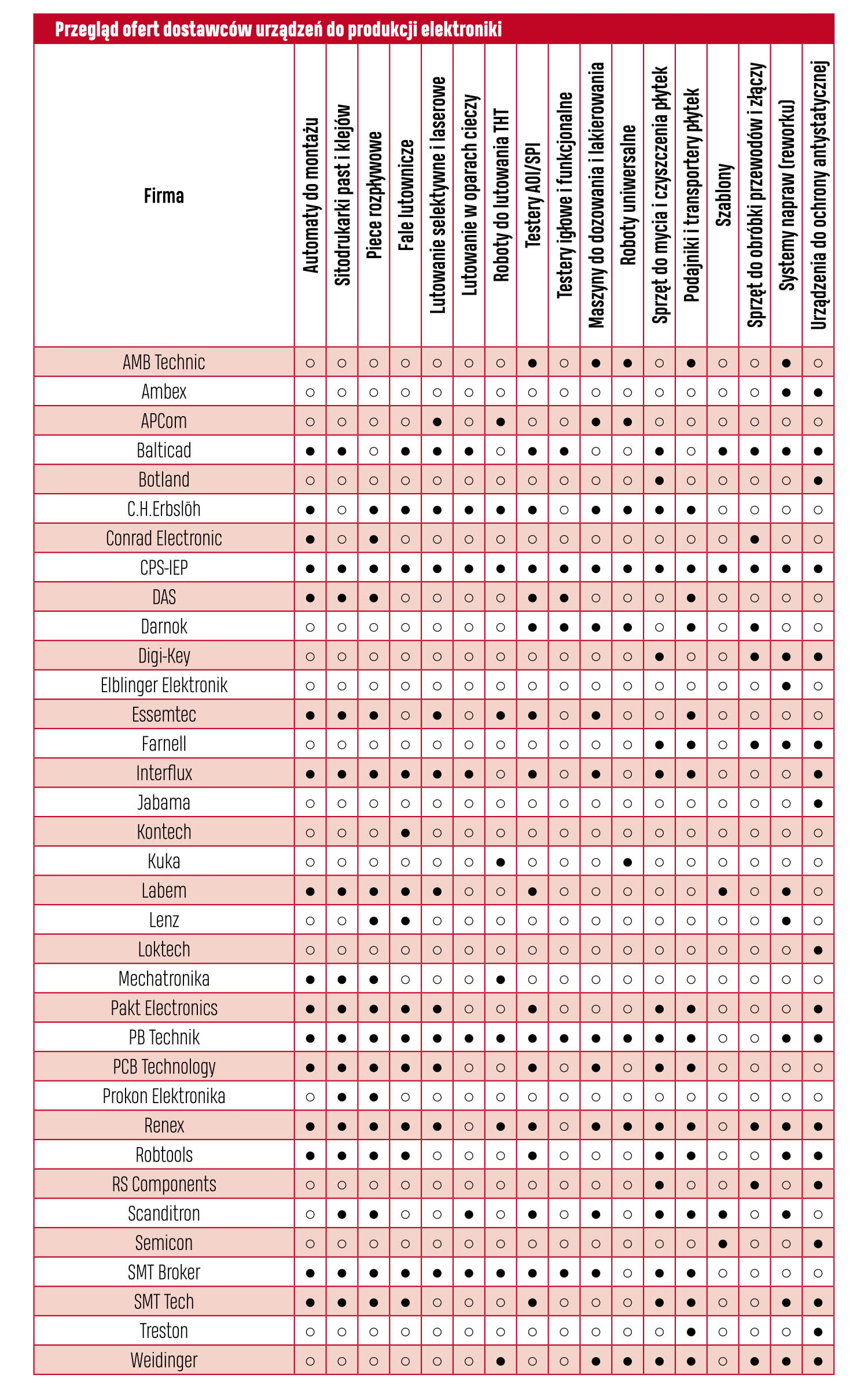
Dla większości dostawców zasadniczą część działalności stanowi sprzedaż urządzeń do montażu podzespołów. Z reguły z czasem oferta produktowa się powiększa i niektórzy dystrybutorzy są przedstawicielami kilkunastu, kilkudziesięciu producentów urządzeń (maszyn pick & place, dostawcą pieców, sitodrukarek i innych grup). Takie firmy w tym zestawieniu to m.in. CPS-IEP, Pakt Electronics, PB Technik, Renex, Robtools SMT, Scanditron oraz DAS, Essemtec, Labem, SMT-Tech, JSD, Amtest. Jak widać grono takich firm jest stosunkowo liczne.
Poza wymienioną grupą funkcjonują firmy o bardziej specjalistycznym profilu, specjalizujące się w urządzeniach do nakładania powłok ochronnych oraz lutowania selektywnego jak AMB Technic, Semicon (szablony SMT), PCB Technology (maszyny do produkcji PCB) oraz Treston Ergona specjalizujący się w dostawach mebli i wyposażenia produkcji. Są też firmy niezwiązane bezpośrednio z montażem podzespołów, ale mimno to powiązanym mocno z elektroniką, np. Prokon (mikroelektronika). Krajowych producentów reprezentuje Mechatronika – wytwórca automatów i półautomatów SMT, pieców, dozowników pasty i kleju, drukarek szablonowych, ale mamy też w kraju producenta maszyn do produkcji cewek i dławików – firmę Neotech.
Wiązki kablowe i kable specjalistyczne do urządzeń elektronicznych

Kooperacja w produkcji wiązek kablowych wiąże się z wszechobecną presją na zapewnienie jakości w całej technice. W zakresie układów elektronicznych i przy montażu płytek drukowanych branża elektroniczna doprowadziła do perfekcji zagadnienia z nią związane i elektronika układowa, a więc ta, która znajduje się w obrębie płytki drukowanej, psuje się dzisiaj stosunkowo rzadko. Tym samym w konsekwencji znacznie wzrosły wymagania techniczne dla reszty subkomponentów, w tym złączy i wiązek kablowych. To dlatego, że nikt nie chce dopuścić do sytuacji, w której złe połączenie będzie przyczyną awarii sprzętu.
Firmy produkcyjne chętnie oddają dzisiaj kooperantom wybrane etapy produkcji, a zwłaszcza te, z którymi wiążą się jakieś kłopoty (inwestycyjne, utrzymanie jakości, nieciągła produkcja, mała skala), ale jednocześnie takie, które nie wiążą się z utratą dorobku intelektualnego przedsiębiorstwa. Wiązki, montaż komponentów, płytki drukowane, wykonywanie obudów, badania i certyfikacja produktów to doskonałe przykłady takich wydzielonych obszarów, w których outsourcing jest silnie zarysowany.
W przypadku wiązek kablowych silnym czynnikiem sprzyjającym kooperacji jest duże znaczenie zwiększających się wymagań technicznych oraz to, że wiele zakładów nie potrzebuje tyle wiązek kablowych, aby inwestycje w produkcję we własnym zakresie były uzasadnione.
Liczy się też możliwość sprostania uniwersalnym trendom zmieniającym współczesną technikę jak miniaturyzacja. Oczekiwania klientów się stale zwiększają o kolejne zagadnienia jak posiadanie certyfikatów jakości ISO, spełnianie norm branżowych, kontrola jakościowa. W dalszej kolejności ważne są bufory magazynowe, kompleksowa usługa, doświadczenie oraz specjalistyczny sprzęt do kontroli wiązek pozwalający m.in. na szczegółowe kontrole obszaru zacisku przewodu, inspekcję promieniami Roentgena, czy wręcz badanie składu chemicznego materiałów.
Na skutek rosnących wymagań park maszynowy producentów wiązek staje się coraz bardziej złożony. Po stronie produkcji celem jest ograniczenie znaczenia pracy ręcznej po to, aby zapewnić wydajność i powtarzalność. Stąd niezbędne są maszyny do zaciskania pinów, cięcia i odizolowywania przewodów. W zakresie kontroli jakości niezbędne są testery elektryczne z adapterami, urządzenia do badania skuteczności zaciśnięcia, a nawet sprzęt do kontroli rentgenowskiej. Niedługo w halach pojawią się roboty.
Kłopoty z dostępnością i rosnące ceny
2021 rok był okresem, w którym cały rynek komponentów elektronicznych zmagał się z wydłużonymi czasami dostaw, gorszą dostępnością produktów i w konsekwencji rosnącymi cenami podzespołów, materiałów oraz transportu. Dotyczy to nie tylko półprzewodników, ale także wielu innych grup produktowych, np. złączy oraz przewodów, które do wykonania wiązek kablowych są niezbędne.
W ostatnim okresie podrożała również znacząco miedź, bo jest ona niezbędna m.in. do produkcji silników elektrycznych, na które jest duże zapotrzebowanie ze strony motoryzacji. W konsekwencji drożej trzeba płacić za przewody i kable, a na wiele popularnych wersji produktów trzeba czekać długi czas, bo popyt jest duży. Rosnące ceny wywołują też łańcuchowe reakcje spekulacyjne i działania odwetowe – wielu odbiorców i producentów urządzeń woli zerwać umowy ze swoimi klientami i płacić kary, niż kontynuować produkcję urządzeń, do której trzeba coraz więcej dopłacać na skutek nieprzystających do rzeczywistości kalkulacji. Z kolei dostawcy materiałów nie wywiązują się z terminów lub nie realizują zamówień w ogóle, co podnosi koszty i utrudnia produkcję firmom zajmującym się wiązkami. Nad wieloma zakładami wisi ryzyko wstrzymania produkcji z powodu braku surowców. Taką mamy obecnie rzeczywistość na rynku, a kłopoty pogłębia jeszcze to, że podobne problemy dotyczą wielu złączy i to nie tylko tych kupowanych z rynku pierwotnego, a więc od producenta przez dystrybutora i dalej do klienta, ale także wszystkich źródeł klasyfikowanych jako wtórne, np. od brokerów.
Zdolność producentów wiązek do szybkiej realizacji zleceń oraz elastycznego działania jest wprost powiązana z możliwością kupna złączy i materiałów niezbędnych do ich produkcji. Więc gdy czasy dostaw wielu grup podzespołów istotnie się wydłużają, to niestety przeszkadza to bardzo w rozwoju biznesu i w zasadzie blokuje możliwość wykonania dzisiaj wiązek "na szybko".

Specjalizacja jest koniecznością
Duży asortyment złączy funkcjonujący na rynku powoduje, że obsługa wielu typów elementów przy jednoczesnym zapewnieniu dużej wydajności produkcji oraz przy zachowaniu kryteriów jakościowych wymaga od firm usługowych znaczących inwestycji w rozwój parku maszynowego. Urządzenia te są kosztowne i tak samo drogi jest osprzęt wymagany do zaciskania pinów. Stale wiele operacji jest wykonywanych ręcznie, na skutek czego koszty pracy są znaczącą pozycją w kalkulacjach cen usług i im większa skala działania danego przedsiębiorcy, tym łatwiej jest nad nimi panować.

Brak możliwości zapewnienia szerokiego lub nawet kompleksowego zakresu usług jest na rynku wiązek kablowych bardzo charakterystyczny. Zamiast niego mamy specjalizację – w części branżową, ale w większej mierze jest to specjalizacja produktowa. Ale jest to zjawisko, które ogranicza możliwość swobody inżynierskiej w wyborze złączy, przewodów i materiałów przy projektowaniu urządzenia lub maszyny i dotyczy to głównie tych nowszych wersji, tj. z małym rastrem, wersji hybrydowych i podobnych zaawansowanych rozwiązań. Gdy budżet oraz możliwości wytwórcze są ograniczone, trzeba wybierać spośród elementów oraz technologii, jakimi producent dysponuje (z reguły tych popularnych i używanych przez wiele firm), a w obecnych czasach nawet ograniczyć się do jeszcze węższego zakresu – tego co uda się zdobyć.
Można oczywiście postrzegać tę zależność jako niedogodność lub ograniczenie, ale ma to też plusy, bo zdejmuje z firmy ryzyko inwestycji w mało popularne typy, czyli w te trudniej dostępne i droższe. To samo dotyczy zapewnienia jakości, która dla produktów wykorzystywanych przez wiele firm, a więc wypróbowanych w wielu zleceniach, jest łatwiejsza do zapewnienia.
Oczywiście wiązki zawierające zaawansowane złącza też są wykorzystywane, ale w tym przypadku pomocy w dużej części udzielają producenci tych elementów, którzy dostarczają złącza z zamontowanymi odcinkami przewodu lub wykonują wiązki na podstawie projektu klienta. Takie półprodukty można dalej łatwo wykorzystać w czymś większym i rozwiązania polegające na kupnie zaawansowanego złącza z zamontowanym przez producenta przewodem pozwalają rozwiązać wiele problemów z jakością, kosztami oprzyrządowania produkcji itp. W ostatnich latach dostępność złączy z zamontowanymi przewodami znacznie się poprawiła, co pomogło w promowaniu nowych technologii.
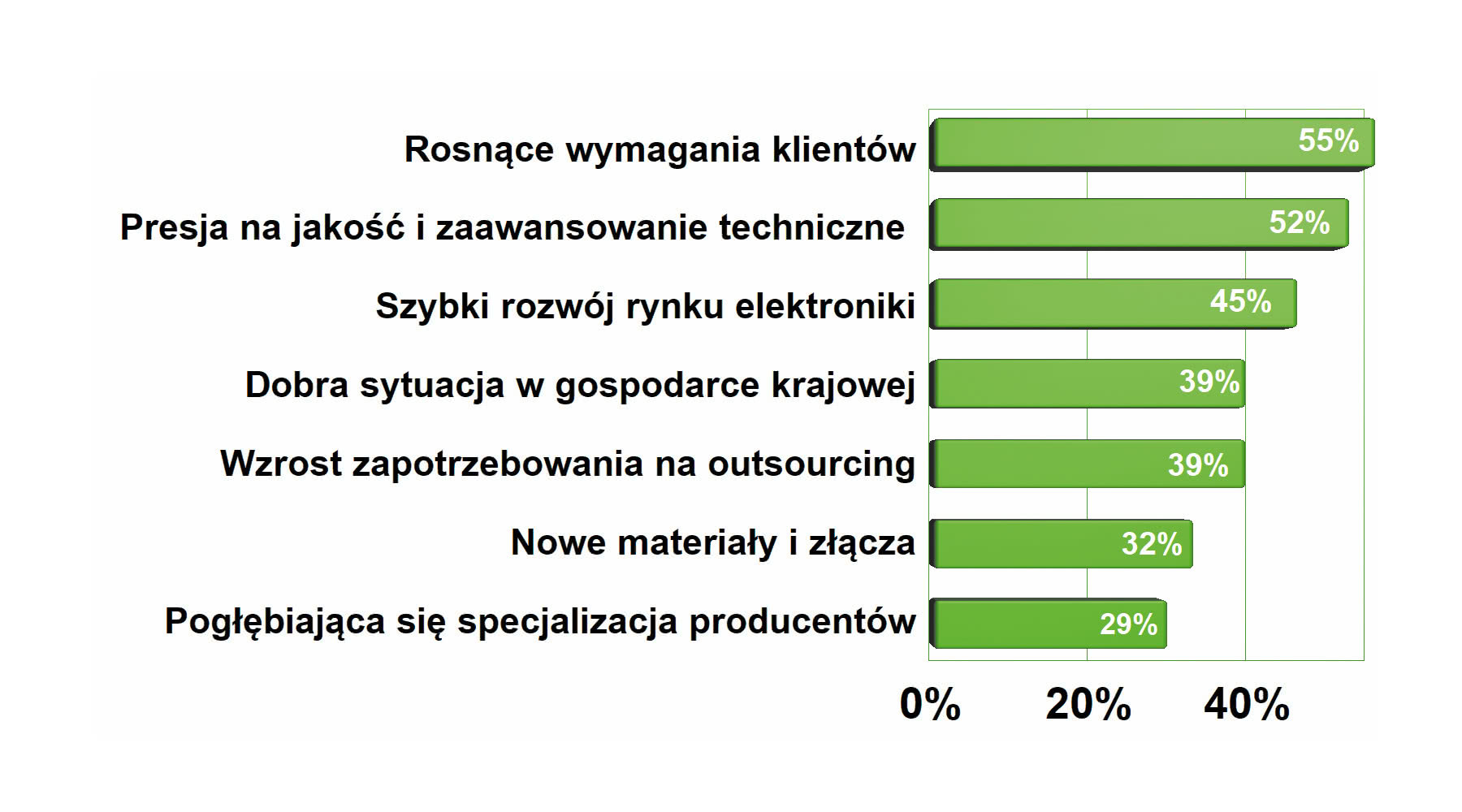
Rynek usług produkcji wiązek
Zapotrzebowanie na wiązki kablowe jest oceniane jako duże, bo coraz więcej firm docenia korzyści płynące z outsourcingu, co naturalnie przyspiesza rozwój branży. Jest to bardzo istotne zagadnienie, ponieważ im więcej zleceń, im więcej klientów mają firmy krajowe zajmujące się wiązkami, tym przedsiębiorstwa te są w stanie zaoferować większą jakość, szerszy zakres usług i bardziej dopasować się do wymagań klientów. Teza taka jest prawdziwa zwłaszcza w obszarze, gdzie skala produkcji obejmuje średnie i małe serie, a więc bez wielkich zakładów pracujących na rzecz jednego klienta, takiego jak AGD lub motoryzacja.
Specjaliści mówią jednym głosem w ankietach, że rynek wiązek elektrycznych jest trudny, bo wymagania klientów stale się zwiększają, wyroby są coraz bardziej skomplikowane, a więc też droższe. Poza tym przy dużych zamówieniach często trzeba konkurować z chińskimi producentami i zmagać się z dużymi kosztami pracy, aby zapewnić konkurencyjność. Mimo to w Polsce rynek usług wykonywania wiązek wydaje się stabilną gałęzią gospodarki, dzięki stałemu podnoszeniu kwalifikacji, większej specjalizacji i pogłębiającemu się zaawansowaniu technicznemu. Na przestrzeni lat firm raczej przybywa, niż ubywa, a te, co są na rynku od lat, rozwijają się.
Rośnie skomplikowanie wiązek
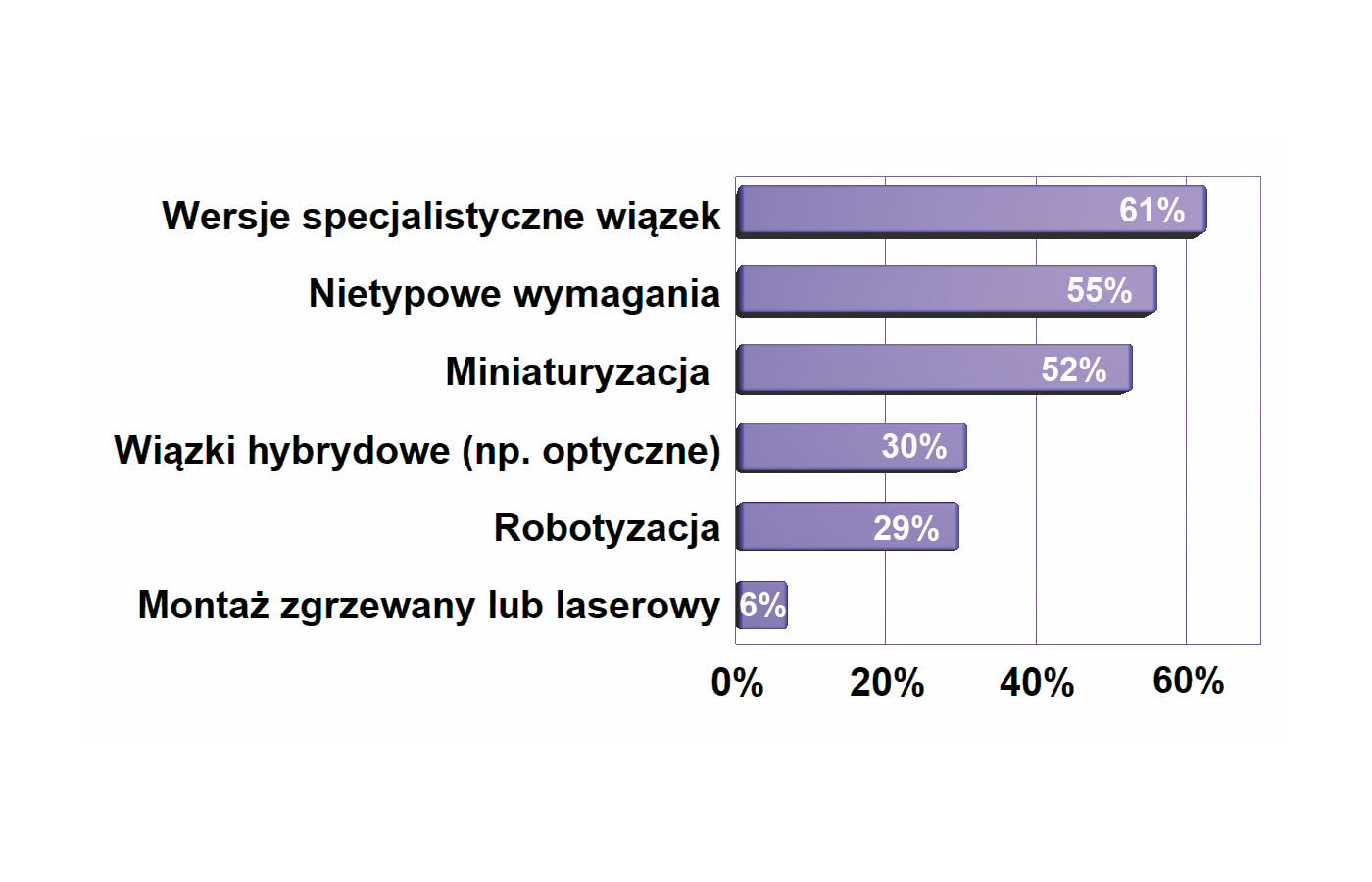
Jednym z najważniejszych trendów zmieniających rynek wiązek kablowych, jeśli chodzi o siłę oddziaływania, jest z pewnością miniaturyzacja. Wynika ona ze zmian w samej elektronice, która z roku na rok jest coraz bardziej złożona, upakowana, mniejsza, a komponenty mają coraz mniejsze rastry. Złącza kabel-kabel z odstępem 1‒1,5 mm nie są już dzisiaj niczym wyjątkowym, ale takie komponenty są wielkim wyzwaniem dla producentów wiązek nierzadko zmuszającym ich do inwestycji w sprzęt i narzędzia do obróbki i manipulacji, o dużej dokładności i powtarzalności. Im mniejsze wymiary, tym wymagania co do zaawansowania i precyzji technologii są coraz bardziej akcentowane. Trendem jest też coraz większy udział wiązek specjalistycznych: dla medycyny, górnictwa, transportu szynowego, wojska itd. w wolumenie produkcji. Nie tylko wynika to z rosnącego znaczenia outsourcingu w całej technice, ale poniekąd z tego, że producenci przekonali klientów z takich branż, że potrafią spełnić ich wymagania i normy. Do kilku przewodów transmitujących zasilanie i paru par sygnałowych i wykonawczych dochodzą coraz powszechniej światłowody, kable do transmisji danych, ekrany elektromagnetyczne, wzmocnienia mechaniczne, osłony środowiskowe zapewniające głównie odporność na wilgoć. Są też inne mniej widoczne zmiany, które wynikają z konieczności spełnienia przez okablowanie norm w zakresie kompatybilności elektromagnetycznej, niepalności i zapewnienia wysokiej jakości izolacji.
Skomplikowanie produkcji wiązek kablowych wynika wprost z ogromnej oferty złączy, które są dostępne na rynku. Duża liczba producentów, wzajemna niekompatybilność mechaniczna, znaczna liczba wersji specjalizowanych powoduje, że prawidłowy montaż przewodów, zgodny z wymaganiami producenta, wymaga posiadania nie tylko pełnego spektrum narzędzi, ale również wiedzy i doświadczenia. Podkreślić trzeba także ogromną odpowiedzialność producentów wiązek za wady ukryte. Brak pewnego kontaktu w przewodach wiązki może być źródłem wielu trudnych do wykrycia anomalii. Co więcej, diagnoza takiego źle pracującego systemu spada na barki serwisów i działów utrzymania ruchu, a więc osób, których wiedza o produkcie i kompetencje techniczne są mniejsze niż konstruktorów pracujących w wyposażonym w dobry sprzęt laboratorium. Dlatego lepiej nie dodawać tym jednostkom kolejnych trudnych zadań.
Wiedza klientów i dostawców
Wiązki kablowe to produkty, które pozornie wydają się nieskomplikowane i są przez to traktowane przez klientów jako coś o mniejszym znaczeniu dla całej instalacji lub projektu. Ale praktyka pokazuje, że brak wiedzy i wyobraźni technicznej, najczęściej w dziedzinie EMC i odporności środowiskowej, jest często źródłem dużych problemów, które ostatecznie przekłaprzekładają się na znaczny wzrost kosztów. Wprawdzie z roku na rok świadomość klientów w zakresie tego, jakie znaczenie ma jakość wiązki dla zapewnienia wartości produktu, się zwiększa, niemniej nie jest to proces, który można traktować jako dynamiczny lub taki, który zostanie zakończony, bo rotacja kadr temu przeszkodzi.
W ciągu wielu ostatnich lat firmy krajowe dorobiły się kadry bardzo doświadczonych inżynierów, a najlepiej wyposażone zakłady dysponują najnowocześniejszym parkiem maszynowym do obróbki i konfekcji wiązek kablowych. Również działające przy zakładach laboratoria jakościowe dysponują już doświadczeniem oraz specjalistycznym sprzętem do kontroli wiązek pozwalającym m.in. na szczegółowe kontrole obszaru zacisku przewodu, prześwietlanie miejsca połączeń czy nawet badanie składu chemicznego materiałów. Te kompetencje są ogromnym atutem na rynku i w dużej części decydują o tym, że branża jest konkurencyjna i w jakieś mierze pomagają rozwojowi. Bo kompetentny partner i usługodawca zawsze mogą liczyć na to, że klient to doceni.

Producenci i dystrybutorzy
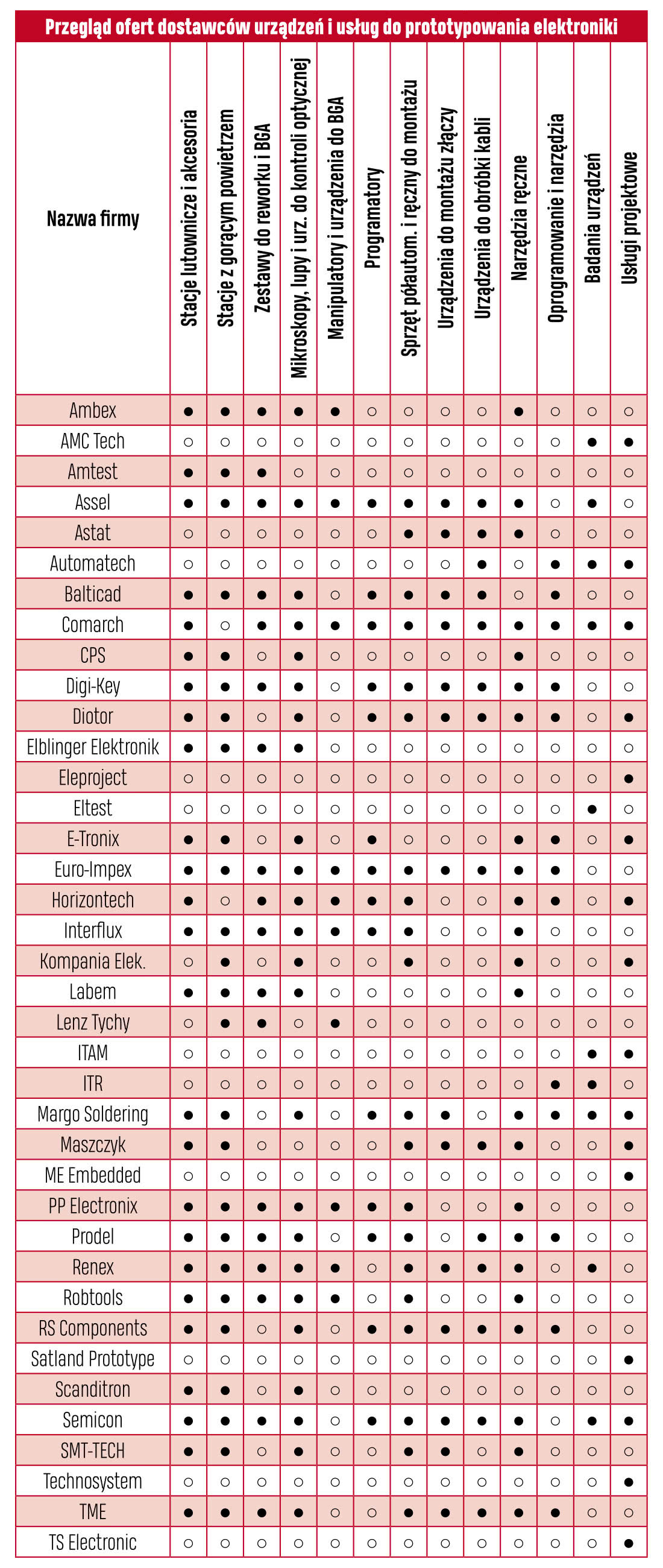
Branża wiązek skupia przedsiębiorstwa o różnej wielkości, zarówno małe firmy, jak i duże zakłady pracujące pod kątem producentów AGD i samochodów (np. Leoni Kabel, Coroplast, PKC Group Poland, PanLink, Moltech, Yazaki, AQ Wiring Systems, PAS i kilka innych). Wymienione nazwy kryją duże zakłady, zlokalizowane często w rejonach, gdzie o zatrudnienie jest trudno i tak naprawdę nie są one związane biznesowo z rynkiem krajowym inaczej niż przez rynek pracy. Firmy takie są częścią globalnego łańcucha dostaw, a więc realizują kontrakty na zlecenie dużych firm głównie z wymienionych branż, bez angażowania się w projekty i zlecenia mniejszego kalibru oraz innych sektorów rynku. Czynnikiem kluczowym jest także dobre położenie naszego kraju względem docelowych odbiorców, a więc bliskie sąsiedztwo do głównych rynków zbytu w Europie. Z tej przyczyny nasze zestawienie tabelaryczne z przeglądem ofert ich nie ujmuje, mimo że pod względem wielkości produkcji przewyższają z pewnością całą resztę.
W zakresie omawianym w naszym opracowaniu firm pracujących pod kątem odbiorców z obszaru elektroniki i przemysłu, działa grupa krajowych producentów koncentrujących się na bardziej specjalistycznych zleceniach i rynkach niszowych. Produkują one wiązki dla krajowych i zagranicznych firm z branży przemysłowej, wojska, energetyki, telekomunikacji. Firmy te można określić jako specjalizowane, działające w mniejszej skali, ale za to zapewniające dużą elastyczność działania, bliską współpracę z klientem, kompleksowe usługi, wsparcie techniczne i podobne czynniki charakterystyczne dla sektora usług produkcyjnych. Takie firmy to m.in. Sigma, Domar, Starpol, Radiotechnika, Robtronik. One stanowią głównych partnerów dla krajowych przedsiębiorców i formalnie tworzą opisywaną w tej publikacji branżę.
Wiązkami zajmują się też producenci złączy, którzy mają w kraju własne biura i przedstawicielstwa, jak chociażby Molex lub TE Connectivity, dla których jest to wartość dodana i rodzaj dodatkowego kanału sprzedaży elementów. Są też dystrybutorzy podzespołów, który oferują wiązki produkowane samodzielnie oraz importowane z Dalekiego Wschodu. Swoich sił próbują też niektórzy producenci kontraktowi, przez co rynek wydaje się bardzo zróżnicowany. Relacje biznesowe są stabilne i krajobraz biznesowy mało się zmienia, niemniej rosnące koszty pracy i gorsza sytuacja w motoryzacji pogorszyła ostatnio pozycję dużych firm.
Wiązki dostarczają też producenci kontraktowi, dystrybutorzy podzespołów elektronicznych, a więc także firmy sprzedające złącza (np. Eltronika, Microdis, Radiotechnika), zakres tych usług jest różny: od wyrobów przygotowywanych na zlecenie w oparciu na parku maszynowym i siłach produkcyjnych producenta złączy, po dostawę złączy z odcinkami przewodów do wykorzystania we własnym zakresie.
Wydaje się, że rynek rozszerza się obecnie nie w stronę większego potencjału produkcyjnego, bo tu jest spory zapas, ale w zakresie zakresu usług i poprawy elastyczności działania.

Chemia dla elektroniki, materiały do produkcji i serwisu
Z roku na rok związki elektroniki z chemią cały czas pogłębiają się i wymuszają na inżynierach elektronikach coraz więcej zainteresowania tą dziedziną. Bezsprzecznie zagadnienia chemiczne są odległe merytorycznie od rdzenia zagadnień elektronicznych, ale elektronicy nie mają wyjścia i przynajmniej ogólna orientacja w tytułowych zagadnieniach staje się dzisiaj obowiązkowa. Nie jest to dziwne ani też nie stanowi problemu w sytuacji, gdy mamy możliwość otrzymania wsparcia technicznego, konsultacji ze specjalistą.
Znaczenie wsparcia technicznego w obszarze produktów chemicznych jest oczywiście duże, ale specyfiką branży jest to, że nie ogranicza się ono do porady i doboru materiału najlepszego do danych zastosowań, tylko ogólnie do rozwiązywania problemu klienta z użyciem chemii. A to już wyższy poziom abstrakcji.

W omawianej tematyce zwykle klient ogólnie definiuje swoje potrzeby i zgłasza problemy, a sprzedawca ma za zadanie coś mu zaproponować. Idąc dalej, gdy podczas produkcji pojawia się problem, to dostawca materiałów musi umieć go rozwiązać i to zadanie jest znacznie trudniejsze od tego z doborem. Bo jeśli natryskiwany lakier ochronny po pewnym czasie się łuszczy i odpada od płytki, a producent walczy z reklamacjami zgłaszanymi przez klienta końcowego, to ktoś musi ustalić, z czym jest problem: z materiałem, przygotowaniem powierzchni, aplikacją, narzędziami, niewłaściwym przechowywaniem, zanieczyszczeniami, czy też może źle wykonaną płytką. Ocena, czemu jest źle, wcale nie jest łatwa ani jednoznaczna, wymaga wiedzy, doświadczenia wynikającego z lat pracy i obserwacji podobnych przypadków. Jej wynikiem musi być decyzja, co trzeba zmienić, aby było dobrze i do niej potrzebna jest wiedza wykraczająca poza to, co napisano na etykiecie produktu.
W zakresie materiałów chemicznych bliska współpraca za dostawcą, jego kompetencje i chęć do współpracy są z takich powodów bardzo istotne. To może być także powód, dla którego producenci wiążą się z dostawcami i markami produktów na długie lata. Zaufanie i pozytywne doświadczenia są cennym dorobkiem, a w dzisiejszych czasach czasu na eksperymenty nie ma dużo. Raczej standardem jest to, że jesteśmy bardzo zapracowani i cenimy sobie relacje, w których nie trzeba cały czas pozostawać w napięciu i nieufności, że coś może znowu "wyskoczyć".
Paweł Domazer
|

Ekologia oraz bezpieczeństwo

Zagadnienia ekologiczne w obszarze preparatów chemicznych zawsze były postrzegane za istotne i na przestrzeni lat znaczenie tego parametru jeszcze bardziej się uwypukliło. Dla pracowników działu produkcji jest to bardzo ważny temat, ponieważ mają oni z nimi kontakt przez wiele godzin w pracy i są wystawieni na narażenia. Stąd pojęcia takie, jak ilość lotnych zawiązków organicznych, mimo że brzmią neutralnie dla nich oznaczają przebywanie w atmosferze drażniącego śluzówki zapachu. Ci, którzy lutują, zmagają się z oparami wydzielanymi przez topniki, inni narażeni są na kontakt z detergentami. Do tego dochodzą ekspozycje na pyły, drobinki żużlu i zgarów, pary alkoholu, barwniki i wiele innych podobnych substancji.
Na skutek tego to, czy środek do mycia płytek, jest na bazie alkoholu, czy wody, zaczyna mieć znaczenie. Nawet jeśli ten drugi jest droższy, bo ma skomplikowaną recepturę i wymaga wielu dodatków uszlachetniających, przebija się na rynku, bo jeśli dział produkcji ma działać efektywnie, to trzeba zaakceptować to, że kadra musi mieć komfortowe warunki pracy.

Materiały, które nie wymagają specjalnych zabiegów przy produkcji, takich jak ubiór ochronny, filtr i wyciąg powietrza, a potem specjalnego traktowania resztek, nawet jak są w momencie kupowania droższe, w końcowym rozliczeniu mogą być tańsze, bo przecież zabezpieczania kosztują.
Do tego dochodzi to, czy materiał powoduje korozję, zostawia osady, jest obojętny dla tworzyw, czy nie zostawia śladów, a także spełnia wymagania RoHS i WEEE. Ta ostatnia kategoria dotyczy możliwości utylizacji resztek. Jak widać, zagadnień związanych z bezpieczeństwem jest dość dużo, a oczywiście wymienione kryteria nie stanowią pełnej listy.
Bezpieczeństwo preparatów chemicznych jest blisko powiązane z ekologią. W tym przypadku chodzi o to, aby używane materiały nie wyrządziły szkód majątkowych (jak pożar), nie zawierały substancji uznanych za szkodliwe i zabronione. Bezpieczeństwo to także brak negatywnego oddziaływania na środowisko oraz potwierdzony brak działań negatywnych przy stosowaniu, np. drażnienia oczu lub skóry.
Bezpieczeństwo w preparatach chemicznych dotyczy także zakresu jego stosowania, np. okresu przydatności do produkcji, czasu, w jakim należy go zużyć po otwarciu opakowania, warunków przechowywania, aplikacji, zakresu temperatur przechowywania i używania, konieczności zapewnienia wentylacji, stosowania środków ochrony osobistej i postępowania w przypadku, gdyby doszło do sytuacji awaryjnej (np. kontaktu skóry z preparatem). Z pewnością opis ten jest bardzo pobieżny, niemniej sygnalizuje dość wyraźnie, że termin bezpieczeństwo jest bardzo pojemny i istotny.
Coraz więcej wymagań
Jakość materiałów chemicznych jest bardzo istotna w zastosowaniach profesjonalnych, a więc też takich, gdzie tych produktów używanych jest najwięcej. Niewłaściwie dobrany materiał lub taki, który ma złą jakość, niekoniecznie wywołuje skutki od razu. Regułą jest to, że o tym, co kupiliśmy dowiadujemy się dużo później, niekiedy po wielu miesiącach, gdy zaczynają pojawiać się zgłoszenia reklamacyjne. Drugim problemem jest to, że nie jest łatwo powiązać problemy z elektroniką z tym, że podczas produkcji użyto kiepskich materiałów. Trzeci problem jest taki, że jakości produktów chemicznych nie da się łatwo określić w momencie zakupu. Nie ma jak ich zbadać i zmierzyć, więc w praktyce polega się na tym, co w karcie katalogowej napisał producent lub tym co zaproponował jego przedstawiciel handlowy. Póki ich działania są rzetelne, wszystko jest w porządku.
Brak problemów z elektroniką pracującą w trudnych warunkach i przez wiele lat zmusza do sięgnięcia po preparaty chemiczne, ale kiepskie materiały mogą zadziałać dokładnie przeciwnie, np. wywołać korozję, elektromigrację i to na dodatek ukrytą pod nieprzezroczystą warstwą tworzywa.
Jeszcze innym problemem jest to, że nawet dobry materiał może sprawić problemy, bo na skutek innych błędów lub zaniedbań nastąpi kumulacja zjawisk niekorzystnych. Polakierowanie niedostatecznie wyczyszczonej płytki nie przyniesie wzrostu jakości, wilgotna powierzchnia nie zapewni dobrego wiązania z preparatem, a duże zmiany temperatury podczas aplikacji mogą wywołać odwarstwienie. Okazji do popełnienia błędu w tym obszarze tematycznym jest naprawdę dużo.
Szczegóły związane z dobrą jakością obejmują zagadnienia takie jak odporność na promieniowanie UV (zmiana koloru, twardnienie, pękanie, utrata przezroczystości), na utlenianie powierzchni (pękanie, mikropękanie, kruszenie, utrata elastyczności). Jakość to także odporność na zmiany temperatur w szerokim zakresie (bez utraty przyczepności, elastyczności).

Jakość materiałów jest niełatwa w uchwyceniu

Dla jakości istotny jest poziom resztek i zanieczyszczeń w preparatach, np. kwasów, soli i innych substancji, które łatwo dysocjują, a więc przy obecności wilgoci tworzą warstwę elektrolitu przewodzącą prąd i wywołującą korozję. Ważna jest też stabilność chemiczna materiału, bo łańcuchy polimerów, z których zbudowane są tworzywa sztuczne, z czasem pękają pod wpływem tlenu, promieniowania, degradują się też pod wpływem ciepła. Na powierzchni pokryć pojawiają się mikropęknięcia tworzące miejsca, gdzie potencjalnie zaczyna wnikać wilgoć. Z czasem materiały stają się coraz bardziej kruche, bo tracą aktywność zawarte w nich plastyfikatory. Stąd pokrywanie elementów naturalnie drgających, np. rdzeni magnetycznych w elementach indukcyjnych dużej mocy, wymaga zwrócenia uwagi na to, czy pokrycie nie popęka.
Ważnym parametrem w zakresie czynników środowiskowych jest temperatura. Prawo Arheniusa mówi, że zwiększenie temperatury reakcji o 10ºC przyspiesza ją dwukrotnie. Dotyczy to również procesów degeneracyjnych i im większa temperatura w obudowie, tym zagadnienia jakości w wielu wymiarach, nie tylko w zakresie jakości materiałów chemicznych stają się bardziej istotne. Przykładem może być transformator impulsowy w zasilaczu, który jest impregnowany lakierem uretanowym zapewniającym stabilność mechaniczną i wytrzymałość elektryczną. Uzwojenia są izolowane wzajemnie taśmami kaptonowymi, a drut nawojowy pokryty jest emalią. Czynnik kosztowy zmusza producentów do oszczędności, czyli użycia możliwie małego transformatora, ale w zamian rozgrzewa się on nie do 70, ale do 100ºC lub więcej. To znaczy, że wymagania jakościowe dla wymienionych materiałów rosną 8-krotnie.
Małgorzata Wierzbicka
|

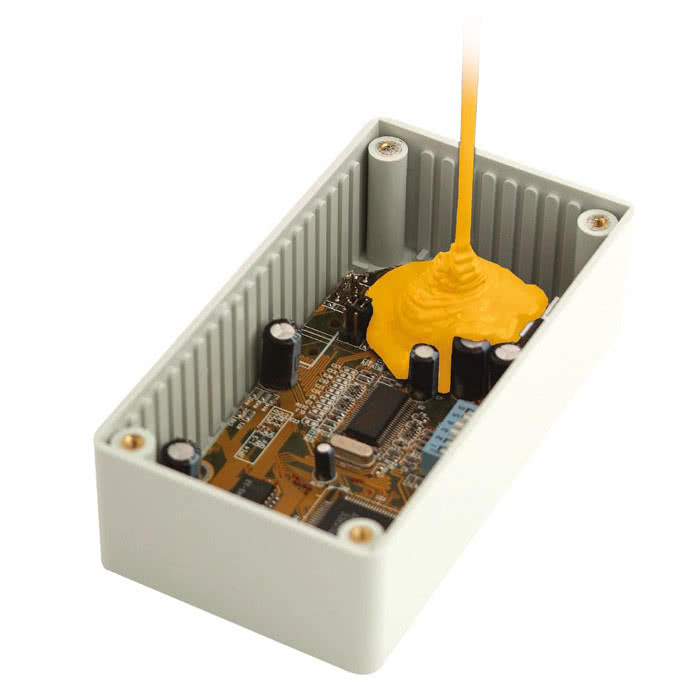
Jakość to także bezpieczeństwo (wyziewy podczas aplikacji, palność, zawartość lotnych substancji, szkodliwe opary), to także komfort korzystania, czyli mało intensywny zapach, brak brudzenia, możliwość usunięcia w celu serwisowym.
Za jakość materiałów chemicznych odpowiadają też urządzenia służące do ich aplikacji. Nawet najlepszy lakier położony niedbale nie spełni oczekiwań i dlatego istotne jest, aby nakładanie materiałów (aplikowanie) było traktowane razem z urządzeniem jako całość procesowa, obojętnie, czy chodzi o zwykłą strzykawkę, pędzelek, czy też automat z komputerowo sterowaną dyszą.
Ogólnie takich czynników, które pozwalają wartościować preparaty jest bardzo dużo, stąd istotne znaczenie ma tzw. świadomość rynku, czyli to, czy te zagadnienia i procesy są rozumiane i znane przez klientów oraz brane pod uwagę podczas kupowania.

Oferta rynku

Asortyment dostępnych produktów chemicznych stale się poszerza, a w miejsce jednego uniwersalnego preparatu, jak było kiedyś, na przykład do mycia, mamy dzisiaj kilka, kilkanaście specjalistycznych rozwiązań. Zgodnie z zasadą, że jak coś jest do wszystkiego, to jest do niczego, w każdej z głównych grup produktowych mamy co najmniej kilka typów. Te podstawowe grupy to: środki do lutowania, do czyszczenia, zabezpieczania i przygotowywania, materiały termoprzewodzące oraz spraye serwisowe.
Spraye to przede wszystkim środki czyszczące styki z brudu i tlenków, sprężone gazy do wydmuchiwania kurzu oraz zmywacze i rozpuszczalniki. W aerozolu jest dostępnych wiele środków specjalistycznych: lakiery izolacyjne, emulsje światłoczułe, zamrażacze itd.
Materiały do lutowania to głównie topniki, pasty lutownicze i kleje do mocowania elementów SMD na płytce drukowanej. Za każdym z tych terminów kryje się kilkadziesiąt różnych produktów o różnym składzie, przeznaczeniu, aktywności i sposobie neutralizacji resztek oraz wielkości opakowania.
Materiały termoprzewodzące ogólnego przeznaczenia to pasty o różnej rezystancji termicznej, a także wypełniacze szczelin, zalewy i żele, które różnią się między sobą gęstością, sposobem aplikacji i także zastosowaniem. Są też materiały PCM z przemianą fazową, które mają lepsze właściwości cieplne w porównaniu do równoważnych rozwiązań tradycyjnych. Poza materiałami bezpostaciowymi są oczywiście jeszcze folie i gotowe podkładki tego typu, także grube, ale elastyczne i przypominające gąbkę wypełniacze szczelin (gap filler).
Chemia do czyszczenia i zabezpieczania to głównie zmywacze rozpuszczalnikowe bazujące na alkoholu izopropylowym, wodzie z dodatkiem substancji aktywnych, takich jak detergenty oraz środki obniżające napięcie powierzchniowe. Zabezpieczenia to przede wszystkim lakiery akrylowe i uretanowe, ale także silikonowe i epoksydowe. Lakiery muszą spełnić odpowiednie warunki, takie jak elastyczność, odporność na zmiany temperatury i wibracje. Bardzo ważne jest to, aby były odporne na wilgoć oraz cechowały się dobrymi właściwości izolacyjnymi (WN), a także miały dobrą odporność chemiczną i przepuszczalność do podłoża. Bardzo ważna jest także zdolność lakieru do zwilżania powierzchni płytki i komponentów na niej umieszczonych.
Wykorzystanie chemii w produkcji elektroniki wiąże się też z odpowiednią metodą aplikacji i producenci starają się wspierać to, że nie każdy ma specjalistyczną maszynę do nakładania. Przykładem są oczywiście aerozole, czasem z wbudowaną szczoteczką, butelki z pędzelkiem. Receptury też uwzględniają aplikację środka przez zanurzenie, natrysk lub nanoszenie pędzlem, dzięki czemu od tej strony nie tworzy się dodatkowych problemów. Producenci zwykle oferują preparaty w różnych opakowaniach: od małych aerozoli po duże kanistry dla producentów. Są środki do mycia maszynowego i ręcznego, do zanurzania i natryskiwania, na zimno i na ciepło.
Łukasz Kozieł
|

Zalewanie ma wiele zalet
Coraz częściej wnętrze obudowy jest zalewane różnymi materiałami, które na początku są ciekłe, a potem ulegają częściowemu lub całkowitemu utwardzeniu. W tym drugim przypadku po reakcji masa przypomina twardą gumę. W ten sposób uszczelnia się wnętrza obudów po to, aby urządzenie było odporne na wilgoć, narażenia mechaniczne (upadek). Jest to też sposób na utrudnienie możliwości zajrzenia do środka osobom nieupoważnionym, metoda likwidacji pisków powstających w elementach indukcyjnych mocy związanych z magnetostrykcją rdzenia a nawet rozwiązanie poprawiające możliwość działania przy wysokim napięciu bez przebić.
Zalewanie staje się bardzo popularną techniką ochrony układów elektronicznych przed wpływem środowiska, podobnie zresztą jak lakierowanie płytek. Na rynku jest mnóstwo preparatów tego typu i nie tylko służą one do hermetyzacji, ale także umożliwiają lepsze rozpraszanie ciepła. Dzisiaj wiele urządzeń elektronicznych jest zamykanych w małych obudowach plastikowych bez otworów wentylacyjnych. Jest to wynik miniaturyzacji, wzrostu znaczenia elektroniki mobilnej, konieczności zapewnienia odporności środowiskowej oraz tego, że moc pobierana przez elektronikę jest coraz mniejsza. Na płytkach ciepło nie jest też generowane w sposób punktowy, a więc przez jeden gorący element taki jak tranzystor mocy, do którego zamocowany był radiator i z resztą elementów relatywnie chłodną. Dzisiaj takich gorących punktów często już nie ma, ciepło generowane jest znacznie bardziej równomiernie i w praktyce tego radiatora nie ma do czego zamocować.
Chłodzenie w takiej sytuacji należy zapewnić dla całego pakietu, stąd projektanci sięgają po rozwiązania wykorzystujące materiały termoprzewo dzące. Za ich pomocą przyklejają płytkę do obudowy, po to, aby zapewnić kontakt termiczny i transport ciepła na zewnątrz. Innym pomysłem jest zalanie wnętrza obudowy tworzywem o własnościach termoprzewodzących. W ten sposób cała obudowa staje się radiatorem, a rozpraszanie ciepła jest równomierne. Ten sposób sprawdza się, zwłaszcza gdy ciepła do rozproszenia nie ma dużo, a obudowa ma być szczelna.
Gdy trzeba zapewnić jednoczesne spełnienie kilku kryteriów, takich jak odporność środowiskowa na poziomie IP67, obudowa z tworzywa sztucznego z uwagi na bezpieczeństwo elektryczne, odporność mechaniczna na drgania i upadki (np. w transporcie), małe wymiary, chłodzenie przez zalanie wnętrza masą termoprzewodzącą wydaje się jedyną sensowną opcją.
Warto zauważyć, że zalanie pozwala na większą miniaturyzację, np. elektroniki mocy, bo duża wytrzymałość na przebicie zalewy pozwala na zmniejszenie odstępów izolacyjnych. Nie ma też zagrożenia tym, że płytka się z czasem pokryje kurzem, kurz nasiąknie wodą i nastąpi przebicie. W rozwiązaniach, gdzie napięcia przekraczają 1 kV, jest to typowy mechanizm awarii.

Obudowy i szafy dla elektroniki i przemysłu

Obudowa to komponent zawsze potrzebny do budowy urządzenia elektronicznego. Tak samo jak do działania potrzebne jest zasilanie, tak samo niezbędna jest obudowa. Każde urządzenie konsumenckie lub przemysłowe opiera na niej swoją funkcjonalność, bo determinuje ona kluczowe parametry. Dobra obudowa to taka, która zapewnia odporność mechaniczną i środowiskową, skuteczne odprowadzanie ciepła, ochronę elektromagnetyczną, bezpieczeństwo użytkowania, łatwość montażu i serwisu, długi czas eksploatacji, przy atrakcyjnym wyglądzie gwarantującym pozytywne postrzeganie produktu. Szczególnie w przypadku elektroniki konsumenckiej wzornictwo, dobre materiały, ciekawa kolorystyka, tak samo decydują o powodzeniu sprzedaży i o pozytywnym wizerunku wyrobów, jak funkcjonalność, wydajność i podobne czynniki techniczne.
Miniaturyzacja w elektronice konsumenckiej i trwałość w przemyśle
Skoro cała elektronika się nieustannie miniaturyzuje, nie inaczej może być z obudowami. Na rynku jest coraz więcej urządzeń mobilnych, tj. małych i zasilanych z baterii, z których praktycznie żadne z nich nie ma kształtu prostopadłościennego, panelu ani otworów wentylacyjnych. Wynika to z wielu czynników: mniejszych komponentów, większej integracji, niższego poboru mocy, a więc lepszej efektywności energetycznej, potrzeby minimalizacji kosztów, doskonalszych narzędzi projektowych i podobnych czynników. W tym obszarze estetyka, ciekawy projekt, ergonomia, kolor, a nawet faktura powierzchni wysuwają się na pierwszy plan. Małe obudowy to jednocześnie duże wymagania w zakresie jakości, dokładności wykonania poszczególnych części, materiału oraz projektu, który musi uwzględniać relatywnie duże przenoszone siły, zdolności do odwracalnego odkształcania przy naprężeniach wywołanych naciskiem.
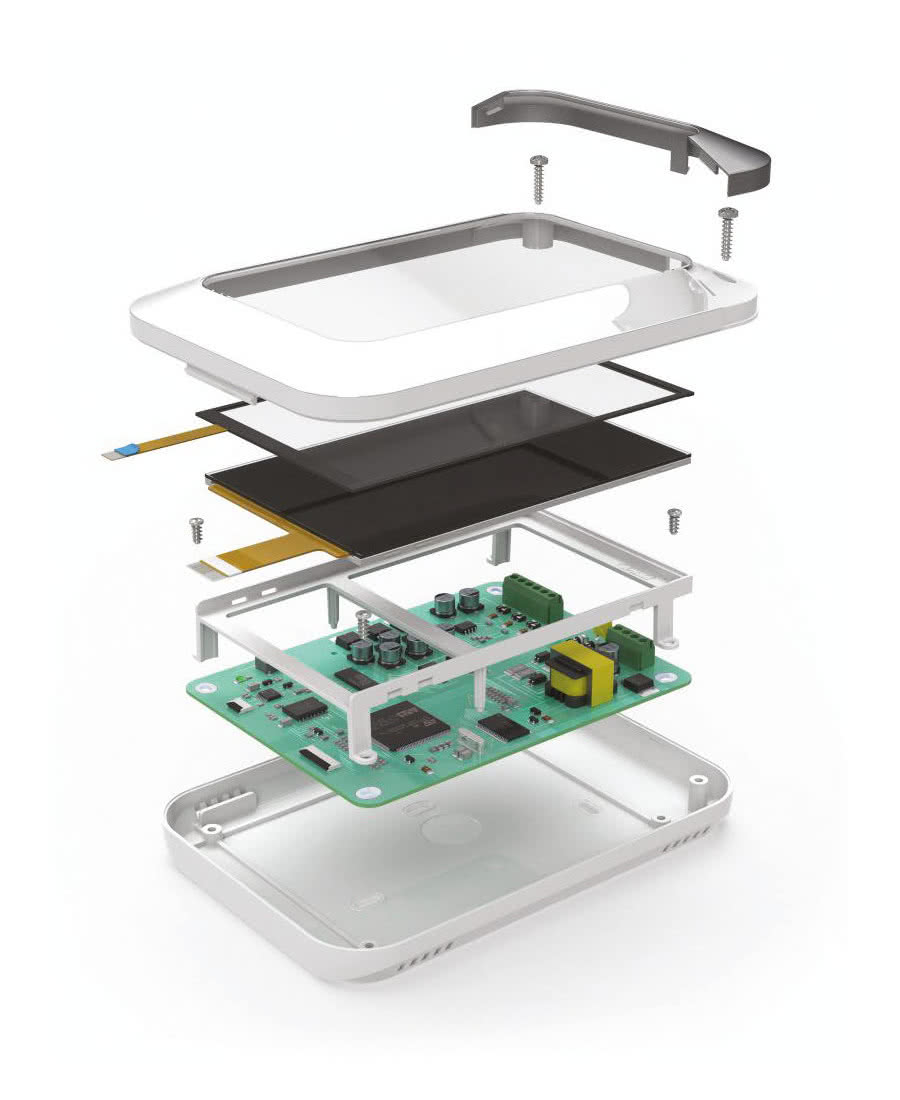
Z kolei w obszarze przemysłowym klienci cenią sobie trwałe konstrukcje o jakości potwierdzonej certyfikatami, zapewniające wygodę montażu komponentów i prostą instalację urządzenia w obiekcie. Tutaj liczy się także dostępność rozwiązań systemowych w zakresie obudów, a więc systemu elementów, akcesoriów, prowadników kabli, uszczelek, traktów chłodzących, szyn, wsporników, które pozwalają stworzyć funkcjonalne urządzenie. W największym stopniu znaczenie takich dodatków i systemowych rozwiązań jest widoczne w szafach przemysłowych, gdyż większość z tych produktów ma konstrukcję otwartą, którą poprzez wybór elementów, w tym wymienionych akcesoriów, można dopasowywać do potrzeb. Znaczenie ma też modułowość konstrukcji, bo jest ona podstawą do zapewnienia wysokiej funkcjonalności i elastyczności.
W przypadku szaf i obudów przemysłowych wzornictwo jest dla klientów sprawą mało znaczącą, bowiem obudowa powinna być ładna i estetyczna, ale tylko tam, gdzie użytkownik może się na nią natknąć. Jeśli obudowa nie jest widoczna lub dostępna liczą się koszty, parametry techniczne oraz jakościowe.
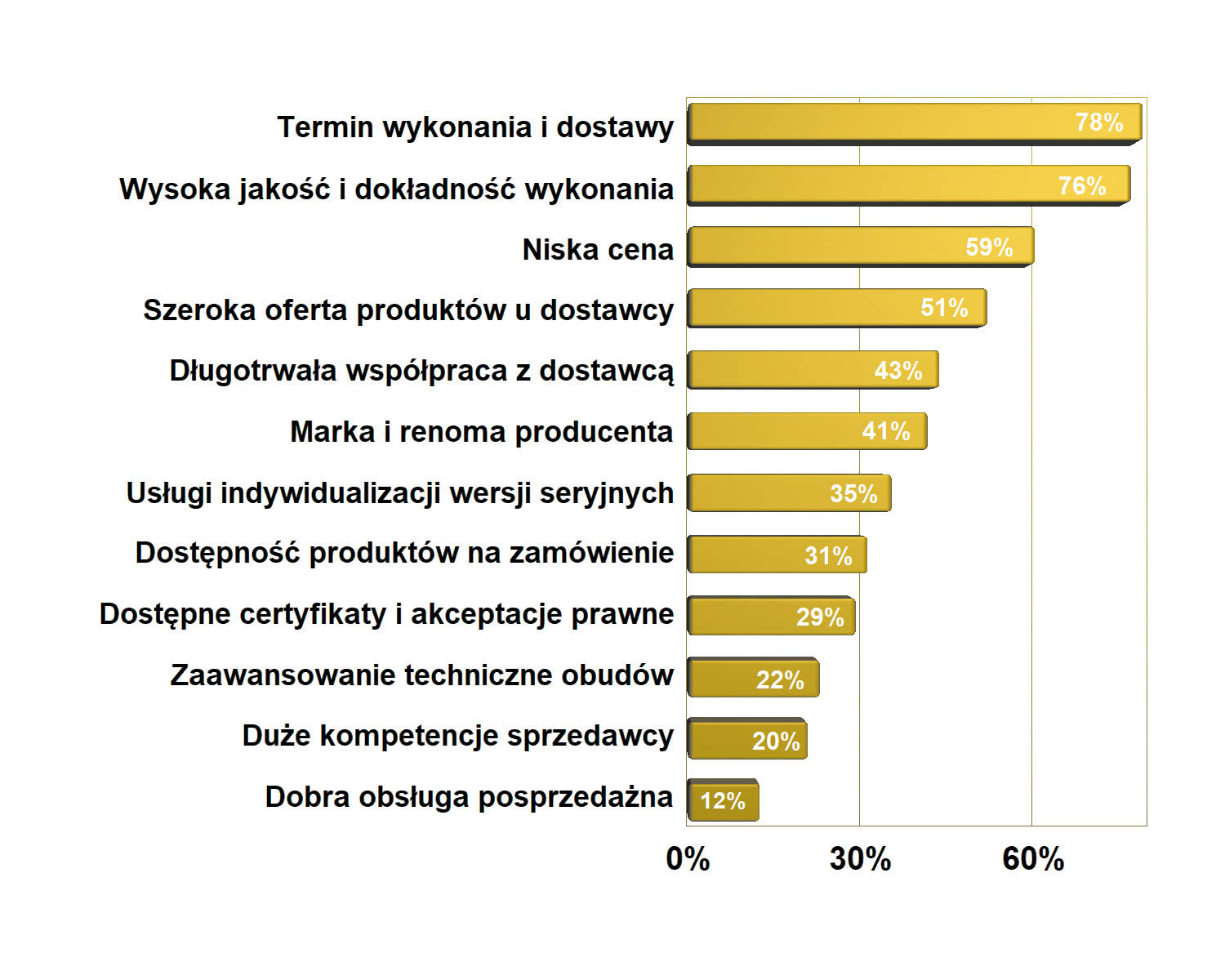
Coraz bardziej zaawansowane projekty

Tak jak wiele osób ocenia książkę po okładce, tak i urządzenia są postrzegane przez pryzmat tego, jaką mają obudowę. Funkcjonalny, atrakcyjny wizualnie projekt jest w stanie znacząco pomóc w promocji produktu i coraz więcej osób to zauważa. Nowe obudowy na rynku w porównaniu do tych, które były jedną lub dwie dekady temu, są mniej kanciaste, lepiej spasowane, a w ich wnętrzu kryje się wiele ułatwień usprawniających montaż.
To samo dotyczy jakości powierzchni, tolerancji wykonania elementów obudowy, obróbki mechanicznej (frezowanie, otworowanie) oraz materiałów. Jest to ogólnie wynik rozwoju technologii, ale głównie inwestycji producentów w park maszynowy. Mamy drukarki 3D, na których wykonywane jest prototypowanie i produkcja małych serii, obrabiarki CNC, za pomocą których dokonywana jest obróbka mechaniczna wyrobów katalogowych. Duże zasługi w poprawie jakości obudów ma też nowoczesne oprogramowanie do projektowania brył przestrzennych, jak AutoCAD lub SolidWorks, które jest powszechnie wykorzystywane przez producentów. Poprawa jakości dotyczy też lepszych (precyzyjniej wykonanych) form wtryskowych i procesu produkcji, co doskonale widać, gdy zestawi się projekty współczesne i sprzed dekady, które w porównaniu do tego, co jest teraz wyglądają bardzo siermiężnie. Zaawansowanie obudów to także lepsze materiały: blachy i tworzywa, pokrycia powierzchni itd.

Koszty działalności cały czas rosną

Produkcja obudów jest obszarem, w którym koszty działalności firm, a więc wydatki na materiały, media i koszty pracy są dość duże i jednocześnie produkcja wymaga znacznych nakładów inwestycyjnych na maszyny (wtryskarki, obrabiarki). Inwestycje w taki sprzęt też obciążają budżety firm, a jednocześnie znaczna część klientów końcowych kieruje się w wyborze produktu ceną. Wynikiem tego jest wolniejsze tempo rozwoju branży i duże znaczenie produktów katalogowych, które dla klienta końcowego są bardziej dostępne, a dla dostawcy mniej ryzykowne i w przeliczeniu jednostkowym tańsze.
Czynnik kosztowy istotnie ogranicza szybkość penetracji rynku przez obudowy zaawansowane technicznie, a dodatkowo małe i średnie serie produkcyjne, wiele wariantów urządzeń, jakie są wytwarzane w ramach serii nie dają wielu możliwości rozbicia bezzwrotnych kosztów stałych na produkcję. Dlatego sztuką jest zaproponowanie klientom kompromisu, czyli obudowy w miarę atrakcyjnej technicznie, ale możliwie niedrogiej.
Ponieważ cena na rynku krajowym zawsze miała i ma duże znaczenie, większe firmy starają się obniżać koszty zaopatrzenia, skracając łańcuch dostaw i kontaktując się bezpośrednio z producentami. Im większa skala działania producentów OEM, tym zapotrzebowanie na obudowy katalogowe i dostarczane przez niezależnych wytwórców się zmniejsza, bo przy dużych seriach opłaca się już wytwarzać je we własnym zakresie lub też zamawiać wersje na zamówienie u producenta, np. chińskiego. Z kolei dla bardzo małych, jednostkowych serii, opcją jest druk 3D.
Maciej Kwiatkowski
|

Andrzej Rogowski
|

Coraz większe wsparcie i więcej usług

Z roku na rok producenci obudów biorą na swoje barki coraz więcej zadań związanych z konstrukcją mechaniczną urządzeń elektronicznych. Poza obróbką mechaniczną, taką jak wiercenie otworów lub frezowanie, dotyczy to także integracji klawiatury, wyświetlacza wraz z szybą ochronną, panelu frontowego, systemu uszczelnienia i innych opcji związanych z zabezpieczeniem konstrukcji przed wpływem środowiska. Oferta usług oferowanych przez dostawców obudów się poszerza, bo takie oczekiwania mają dzisiaj klienci, którzy często nie dysponują oprzyrządowaniem, aby takie operacje wykonywać samodzielnie oraz nie mają doświadczenia w tym kierunku. Kompleksowa obsługa to nie tylko hasło, które dotyczy komponentów, ale ogólnie całego podejścia do biznesu.
Kompleksowość produkcji elektroniki i usługi outsourcingowe rozwiązuje się na wiele sposobów. Producenci PCB oferują też montaż komponentów, montażyści zapewniają płytki. Obie te grupy proponują klientom montaż mechaniczny, wiązki kablowe oraz oczywiście wykonanie obudowy (najczęściej w kooperacji z innym partnerem). Takie procesy widoczne są też u producentów obudów, którzy rozszerzają ofertę o klawiatury, montaż mechaniczny, usługi projektowe, prototypowanie itp. Wspólnym mianownikiem takich procesów jest coraz większa kompleksowość.
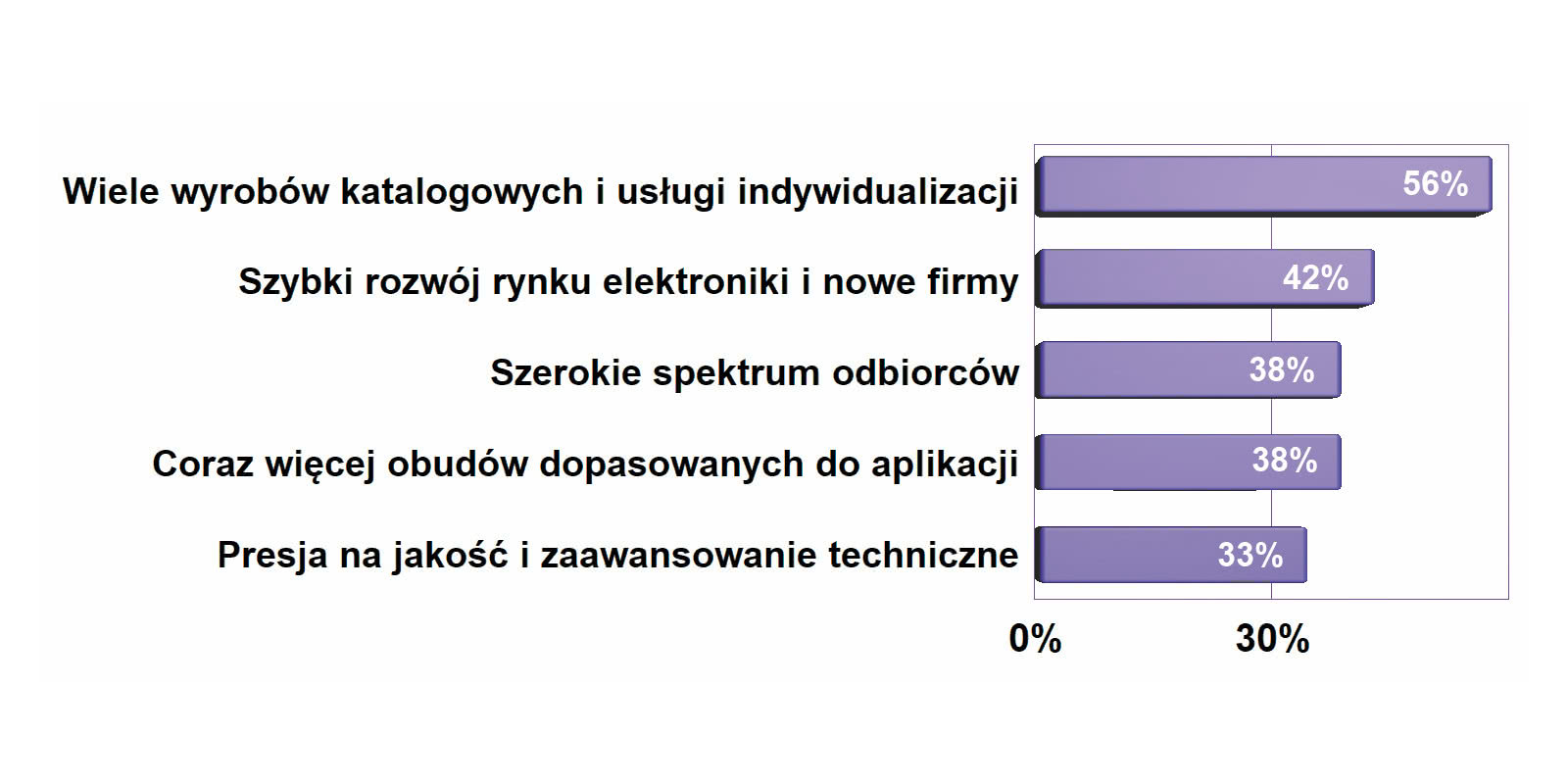
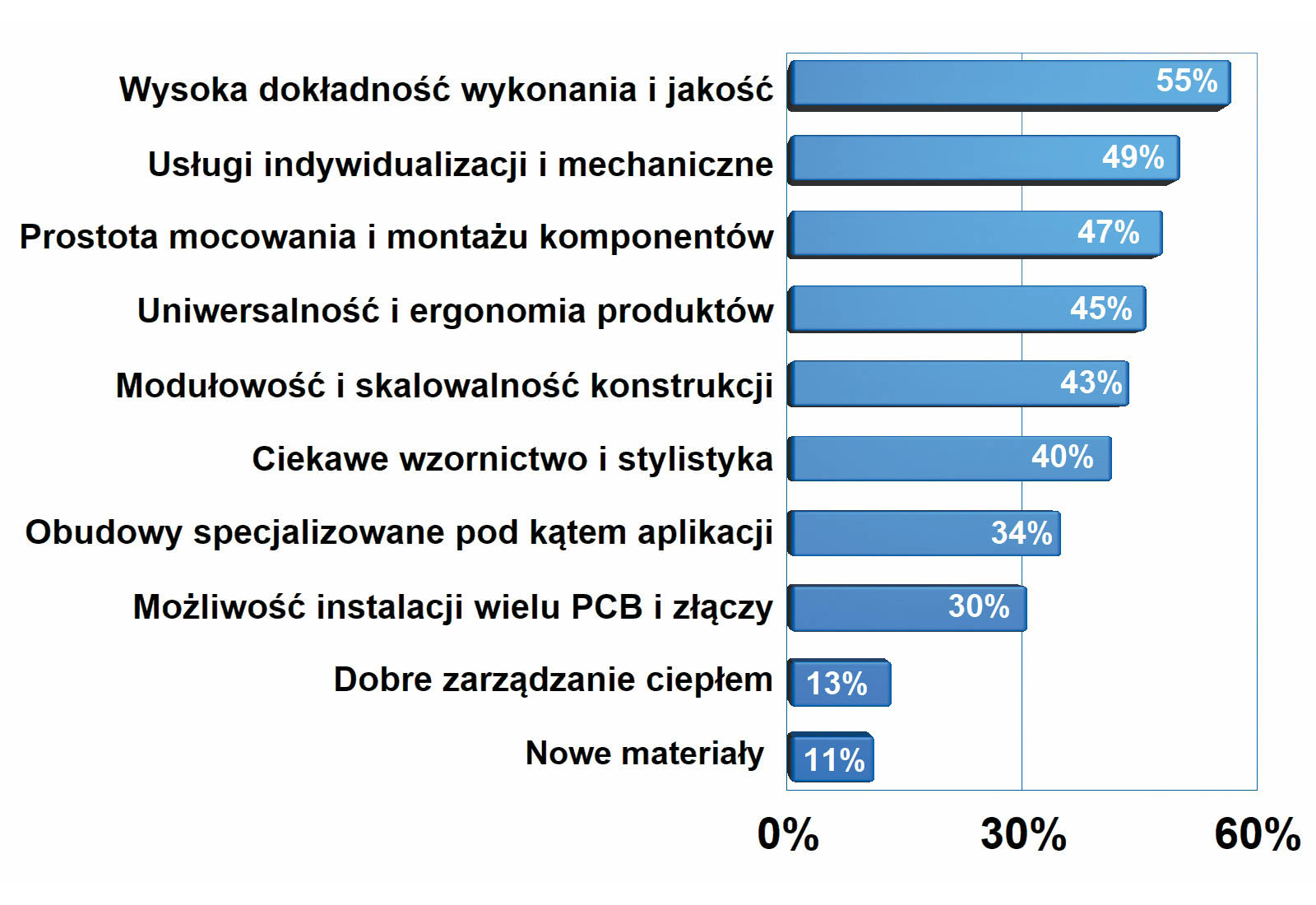
Wielu dostawców, brak firm bardzo dużych

Rynek obudów ma charakter rozproszony, zarówno po stronie produkcji, jak i dystrybucji. Wiele firm o małej i średniej wielkości zapewnia klientom duży wybór produktów z konkurencyjnymi cenami. Do tego dochodzą produkty importowane, dostarczane przez globalnych dystrybutorów. Z pewnością jest z czego wybierać.
Skutkiem istnienia bardzo szerokiego rynku jest też duża konkurencja. Dostawców obudów jest wielu, zwłaszcza tych najpopularniejszych rodzin obudów, bo duży rynek i brak gigantów monopolizujących rynek przyciąga dużo chętnych do zajęcia się taką działalnością. Najlepsi wytwórcy stawiają na jakość, dobre materiały i ciekawe wzornictwo, inni walczą ceną o klienta, oszczędzając na materiałach i precyzji lub po prostu produkują mniej lub bardziej udane podróbki. Dostępność skanerów trójwymiarowych i oprogramowania pozwalającego na tworzenie przestrzennych modeli detali niewątpliwie rodzi pokusę chodzenia na skrótyw biznesie. Podobne zjawiska dotyczą obszaru obudów metalowych, gdzie tańsi dostawcy konkurują ceną, wykorzystując blachy cieńsze i gorszej jakości. Takie uwarunkowania pośrednio zaostrzają konkurencję. Import z krajów azjatyckich jest szczególnie widoczny w zakresie standardowych obudów z tworzywa sztucznego i małych obudów metalowych.
Paweł Czępiński
|

Szafy przemysłowe

Duże szafy przemysłowe stanowią odrębną, cenną biznesowo grupę, która jest wykorzystywana do montażu urządzeń, do rozdziału energii, sterowników, napędów i oczywiście do systemów teleinformatycznych. W tym ostatnim zakresie ich typowe zastosowanie to centrum informatyczne firmy, zawierające serwer, sprzęt sieciowy, centralę telefoniczną, zasilanie gwarantowane, system alarmowy, rejestrator wideo z kamer monitoringu, system archiwizacji danych i podobny sprzęt. Urządzenia takie stanowią kluczową infrastrukturę IT firmy, stąd obudowa, która je mieści, musi być nie tylko wysokiej jakości, ale zawierać szereg przemyślanych rozwiązań umożliwiających łatwą instalację i rozbudowę. Zwykle bazują one na profilach metalowych tworzących szkielet, do których dołączane są ściany, podłoga, sufit, szyny, prowadnice, przepusty. Pozwala to na ich modułowe zestawianie, łatwe prowadzenie ciągów elektrycznych, rozbudowę o klimatyzatory itd. Szafy wykonywane są zazwyczaj z malowanej blachy stalowej. Najczęściej nie mają z góry zdefiniowanej konstrukcji, a większość producentów pozwala na ich kompozycję z elementów składowych. Użytkownik może dobierać nie tylko wielkość, ale też sposób łączenia, materiał drzwiczek, a do tego korzystać z szerokiej gamy akcesoriów.
Druk 3D
Coraz lepsza dostępność profesjonalnych drukarek 3D umożliwia wygodne prototypowanie i małoseryjną produkcję obudów dla urządzeń elektronicznych, głównie dla tych małych, bo wydajność procesu drukowania cały czas jest barierą. Z tej przyczyny urządzenia te w największym stopniu są przydatne dla biur projektowych i laboratoriów, a producenci obudów wykorzystują drukarki 3D do szybkiego prototypowania, tworząc prototypowe modele i detale po to, aby można było przymierzyć i ocenić całość przed uruchomieniem produkcji. W przyszłości drukarki 3D z pewnością zyskają szersze znaczenie, ale nie należy oczekiwać tu jakiejś rewolucji, bo ich niewielka wydajność jest ograniczana przez koncepcję addytywnego procesu formowania. Na razie produkcja obudów poprzez wydruki 3D jest za droga i za wolna, aby urządzenia te były czymś więcej niż niszą.










