
Zjawisko Przemysłu 4.0 szczególnie widoczne jest w krajach Europy Zachodniej (Niemcy, Francja, kraje skandynawskie), USA i Chinach. W Polsce zagadnienie inteligentnych fabryk nadal postrzegane jest jako novum.
Główną przeszkodą w jego upowszechnianiu jest konieczność poczynienia dużych inwestycji w automatyzację i informatyzację produkcji oraz w kadrę wyspecjalizowaną w zakresie najnowszych, inteligentnych technologii. W niniejszym artykule przedstawione zostaną rozwiązania wdrożone w firmie TS PCB - polskiego lidera produkcji obwodów drukowanych, które w przyszłości umożliwią jej przejście na czwartym poziom.
Integracja systemów - od zamówienia po wysyłkę
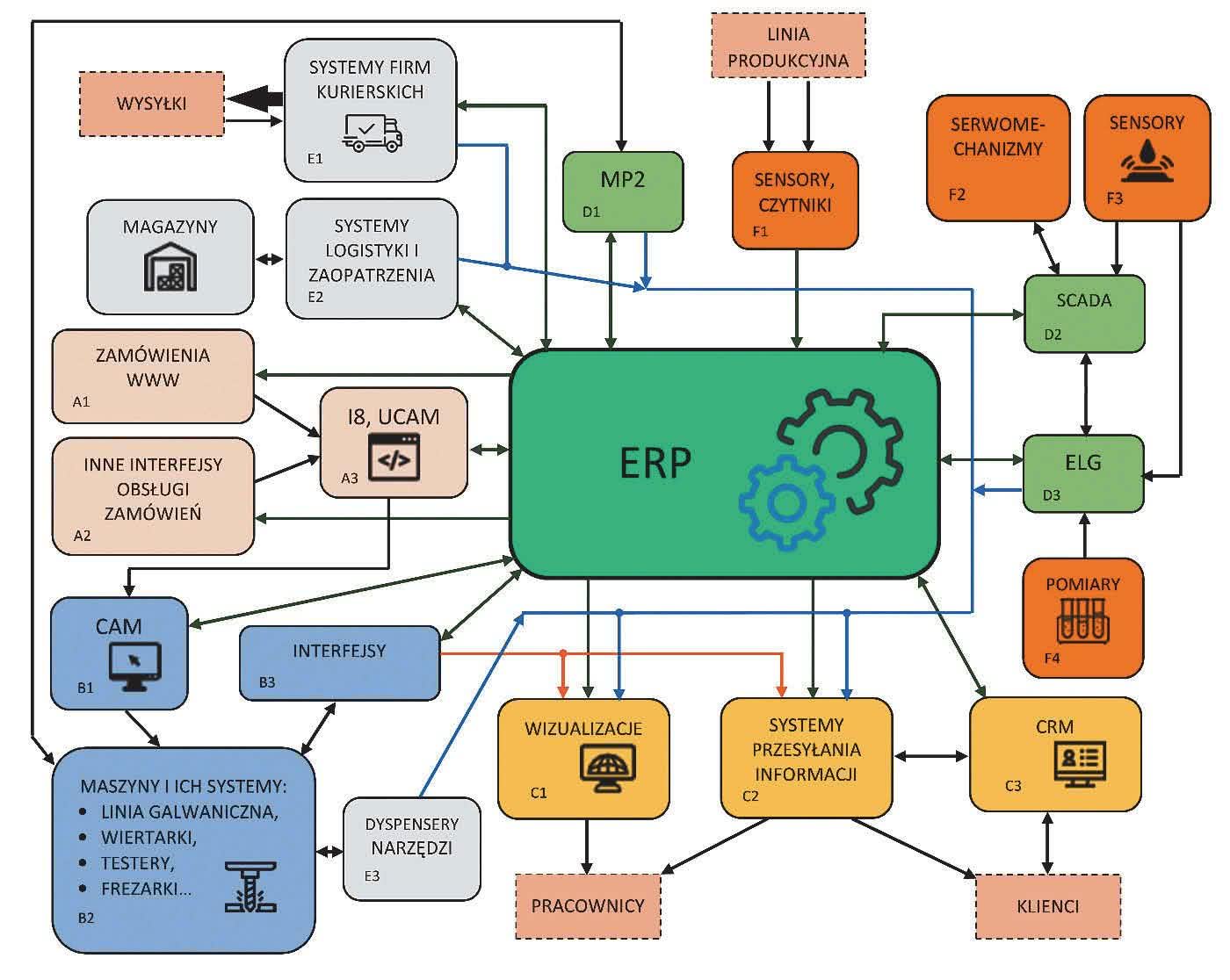
Rys. 1. Uproszczony schemat blokowy systemów i podsystemów
Jednym z podstawowych założeń Przemysłu 4.0 jest integracja różnych systemów i architektur informatycznych przedsiębiorstwa w jeden organizm. Podsystemy składowe mogą komunikować się nie tylko za pośrednictwem ERP, który jest rdzeniem systemu, ale także bezpośrednio pomiędzy wybranymi węzłami. Integrację systemów w firmie TS PCB oraz sieć powiązań pomiędzy jego elementami przedstawiono na uproszczonym schemacie blokowym (rys. 1).
Poszczególne podsystemy oznaczono na schemacie blokami w różnych kolorach oraz literami. Integralnym elementem struktury jest system ERP, który komunikuje się z otaczającymi podsystemami dzięki kanałom odwzorowanym przez ciemnozielone strzałki.
W znakomitej większości jest to komunikacja dwukierunkowa, z wyjątkiem bloku czujników i czytników dostarczających informacji o położeniu obwodów drukowanych w całym ciągu produkcyjnym, który na schemacie oznaczono symbolem F1. Dane te przekazywane są kablowo oraz bezprzewodowo.
Proces produkcyjny rozpoczyna się od obsługi zamówień, reprezentują go bloki A1 i A2. Pierwszy z bloków odpowiada za przekazywanie zamówień i ofert, złożonych za pośrednictwem witryny internetowej, oraz przekazywanie informacji zwrotnych, m.in. o statusach zamówień.
Blok A2 zapewnia elastyczną komunikację za pośrednictwem Internetu z systemami klientów w celu swobodnego i w pełni zautomatyzowanego transferu zamówień oraz informacji zwrotnej w postaci rejestrów zamówionych obwodów, statusów produkcji i wysyłek.
Nowe projekty, które zamówiono pierwszy raz, a także zapytania ofertowe trafiają do bloku A3, gdzie są samoczynnie analizowane przez system Integr8tor. Wyłuskane, najistotniejsze parametry technologiczne projektów zapisywane są w bazie danych, a wstępnie przetworzona dokumentacja trafia do działu CAM. W przypadku wykrycia błędów, realizacja zamówienia zostaje zatrzymana, a projekt kierowany jest do poprawy.
W bloku B1, przy wykorzystaniu oprogramowania CAM, generowana jest właściwa dokumentacja produkcyjna w formie elektronicznej. Trafia ona odpowiednio do ciągu maszyn i ich systemów - blok B2. Szczegółowe zestawy parametrów technologicznych uzyskane podczas przetwarzania projektów w bloku B1 zachowywane są w bazie danych i dostępne dla ERP.
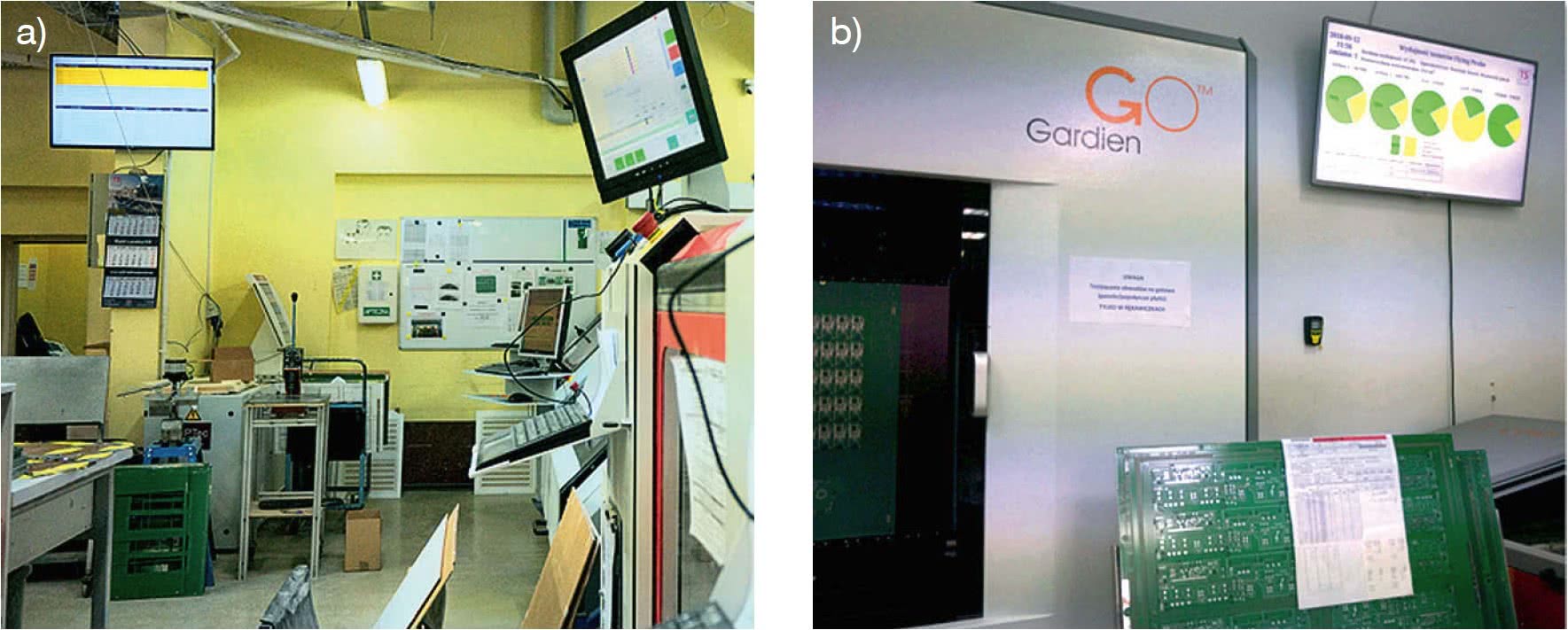
Fot. 1. Wizualizacje kolejkowania zleceń (a) i uzyskiwanych wydajności (b)
Maszyny (blok B2), dzięki interfejsom (blok B3), współpracują dwukierunkowo z ERP. Dostarczają dane do systemów, które z kolei przekazują informacje pracownikom (bloki C1 i C2), m.in.: o kolejności wykonywania projektów (fot. 1a) i wydajnościach (fot. 1b).
Blok C2 przesyła alerty pochodzące od maszyn oraz występujące w innych obszarach: utrzymania ruchu D1, monitorowania procesów technologicznych D3 oraz logistyki i zapatrzenia E2. Blok C2 wykorzystywany jest także do przesyłania informacji do klientów. Wówczas potrzebne dane pobierane są z systemu ERP lub CRM (blok C3).
Do nadzoru nad prawidłową pracą parku maszynowego oraz utrzymywaniem optymalnych parametrów procesowych wykorzystywane są trzy systemy: MP2 - utrzymanie ruchu, SCADA - kontrolowanie procesów produkcyjnych i akwizycji danych oraz ELG - monitorowanie i nadzorowanie procesów technologicznych. SCADA i ELG zasilane są poprzez szereg czujników mierzących wprost określone wielkości fizyczne (temperatura, ciśnienie, zużycie mediów, itd.) oraz parametry złożone (blok F3).
SCADA ponadto steruje procesami poprzez serwomechanizmy powiązane, m.in.: zaworami, dmuchawami, pompami i grzałkami. Dodatkowo do ELG-a wprowadzane są wyniki pomiarów (blok F4) określonych parametrów opisujących procesy chemiczne zachodzące w wielu stosowanych kąpielach, m.in. na linii galwanicznej, linii złocenia, itd.
System analizuje wprowadzane dane i sugeruje działania w celu właściwego utrzymania parametrów technologicznych, np. poprzez dodanie do kąpieli odpowiednich odczynników chemicznych lub zmianę nastaw na urządzeniach dozujących.
System MP2 wykorzystywany jest głównie do nadzoru stanu maszyn i urządzeń produkcyjnych, planowania i raportowania zadań prewencyjnych, prowadzenia magazynu części zamiennych, wraz z automatycznym generowaniem zamówień na części zapasowe, gdy ich liczba spadnie poniżej poziomu minimalnego.
MP2 ma także funkcjonalność predykcji uszkodzeń, pozwalającej przeciwdziałać lub minimalizować skutki awarii, szczególnie tych, które mogą powodować zagrożenia terminowości realizacji zamówień bez wykonania obwodów.
Zaopatrzenie przedsiębiorstwa w materiały produkcyjne realizowane jest przez blok E2 i powiązane magazyny. Umieszczone tam podsystemy kontrolują stan materiałów, generują zamówienia zakupu oraz dokonują predykcji zapotrzebowania na kluczowe surowce: laminaty, prepregi i folie miedziane oraz wybrane środki chemiczne: farby opisowe do masek antylutowniczych, substancje stosowane do cynowania, złocenia oraz galwanicznego miedziowania obwodów.
Do zaopatrzenia wiertarek i frezarek w narzędzia wykorzystywane są dyspensery (blok E3). Ich oprogramowanie monitoruje stany narzędzi i na tej podstawie informuje o konieczności uzupełnienia magazynków. System ten generuje automatycznie zamówienia nowych narzędzi na podstawie rozchodów oraz przewiduje zapotrzebowanie na bazie programów wierceń projektów przyjętych do realizacji i znajdujących się przed etapami wiercenia oraz frezowania.
Ta ostatnia funkcjonalność pozwala zachować płynność produkcji, dzięki zabezpieczeniu odpowiedniej liczby narzędzi. Do tego zadania system uwzględnia czasy dostaw poszczególnych towarów, minimalizując jednocześnie wartość magazynu oraz koszty dostawy. Wysyłki wyprodukowanych obwodów nadzorowane są przez systemy firm kurierskich w bloku E1. Proces ten generuje zwrotne informacje na potrzeby ERP oraz klientów.
Na schemacie blokowym pominięto część mniejszych systemów i narzędzi wspierających procesy produkcyjne oraz pomocnicze. Są to m.in.: systemy monitorowania warunków otoczenia (temperatura, wilgotność) w obszarach procesów tworzenia i przechowywania klisz oraz naświetlania mozaik i masek, system kontrolingu kosztów, narzędzia wspierające procesy w obszarze HR i kadrowym (m.in. planowanie pracy i urlopów), które są powiązane z ERP.
Korzyści dla firmy
Zastosowane w firmie TS PCB rozwiązania z zakresu Przemysłu 4.0 przyniosły wiele korzyści. Integracja tak wielu systemów w jeden organizm, przy zachowaniu powiązań pomiędzy nimi, umożliwia płynną produkcję dużej liczby projektów, o zupełnie różnych wymaganiach technologicznych, przy zachowaniu wysokiej wydajności.
Jednocześnie wprowadzone rozwiązania pozwalają na zredukowanie kosztów produkcji, zwiększając tym samym konkurencyjność, przy zachowaniu wysokiej elastyczności.
Ta z kolei umożliwia personalizację produktów i usług, począwszy od optymalnego sposobu składania zamówień, poprzez wymianę danych związanych z zamówieniami, ich produkcją, fakturami, a kończąc na raportach jakościowych, naklejkach na spakowanych obwodach i wysyłkach.
Płynność procesów produkcji zapewniają inteligentne systemy zaopatrzenia, które minimalizują wartość magazynu, przy zachowaniu bezpiecznego marginesu stanów magazynowych przewidywanych na podstawie kilku kryteriów. Zautomatyzowane monitorowanie procesów, predykcja uszkodzeń podzespołów maszyn oraz system alertów pozwoliły z jednej strony przeciwdziałać awariom, a z drugiej zredukować ich negatywne następstwa i powodowane zaburzenia procesu produkcji.
Warto także dodać, że w całym procesie ograniczono do minimum obszary, gdzie dane z określonych względów wprowadzane są ręcznie. W znakomitej większości informacje przekazywane są wyłącznie w postaci elektronicznej, co znacznie ułatwia ich analizowanie i gromadzenie.
Wszystkie informacje zintegrowanego systemu spływają do bazy danych, która jest filarem inteligentnej fabryki. Dane te są wykorzystywane na różne sposoby, np. do analiz z obszaru marketingu i sprzedaży, optymalizacji produkcji, monitorowania jakości obwodów. Wiele z nich zostało zautomatyzowanych, co pozwoliło pracownikom różnych szczebli na zaoszczędzenie czasu potrzebnego na ich opracowywanie. Obecnie koncentrują się oni przede wszystkim na tym, aby na podstawie dostarczonych danych wyciągać właściwe wnioski oraz podejmować odpowiednie decyzje.
dr inż. Dariusz Załęski
kierownik wsparcia CAM
TS PCB Techno-Service S.A.




















