
Tracebility to angielski termin, jakim określa się ciąg działań mających na celu identyfikację i śledzenie produktów wprowadzanych na rynek. Działania te dotyczą dokumentowania i archiwizowania danych dotyczących list materiałowych i podejmowanych operacji produkcyjnych (montaż, testowanie, dystrybucja itp.).
 Celem takiego postępowania jest polepszanie jakości wyrobów, ich niezawodności i serwisowania. Jak można się domyślić tracebility dotyczy przede wszystkim produktów spożywczych, medycznych, ale również przemysłowych, m.in. elektroniki. Angielskie terminy nie zawsze łatwo dają się zastąpić polskimi odpowiednikami. Tracebility jest najczęściej tłumaczone jako identyfikowalność.
Celem takiego postępowania jest polepszanie jakości wyrobów, ich niezawodności i serwisowania. Jak można się domyślić tracebility dotyczy przede wszystkim produktów spożywczych, medycznych, ale również przemysłowych, m.in. elektroniki. Angielskie terminy nie zawsze łatwo dają się zastąpić polskimi odpowiednikami. Tracebility jest najczęściej tłumaczone jako identyfikowalność.
Rozpatrzmy przykładową listę materiałową sporządzoną dla jakiegoś wyrobu elektronicznego. Nawet średnio zaawansowane urządzenie może zawierać setki, a nawet tysiące elementów składających się dodatkowo z wielu podzespołów o bardzo różnej charakterystyce i przeznaczeniu (np. baterie, wyświetlacze, półprzewodniki, itp., a także wiele nietypowych komponentów).
Najczęściej też w produkcji przeciętnego wyrobu elektronicznego stosowane są różnorodne zautomatyzowane procesy montażowe wykonywane często przez wielu kooperujących dostawców usług i oprzyrządowania. Nie można również pominąć operacji wykonywanych bez użycia maszyn. Przy produkcji obwodów drukowanych będzie to np. montaż ręczny, testowanie, konfigurowanie zamówień, pakowanie i przygotowanie do wysyłki.
Ocena kosztów produkcji poszczególnych wyrobów przy zastosowaniu jednej, uniwersalnej metody jest niemożliwa. Inaczej będą się one rozkładały przy produkcji małego pendrive'a, a inaczej przy produkcji nawigacji satelitarnej, nie mówiąc już o systemie naprowadzania pocisków.
Wiedza o tym, jak dany produkt został wytworzony, jakich materiałów użyto do jego produkcji i jakie zastosowano przy tym procesy technologiczne, jest coraz bardziej krytyczna. Identyfikowalność i zarządzanie produkcją stały się ze sobą bardzo powiązane. Często w umowach podpisywanych pomiędzy producentami OEM zawierane są odpowiednie wymagania dotyczące identyfikowalności.
Zarządzanie procesem jest potwierdzane rejestrowaniem danych oraz dokonywaniem krytycznych kontroli. Identyfikowalność pomaga utrzymywać prawidłowość przebiegu procesu produkcyjnego włącznie z weryfikacją wykorzystywanych materiałów. Zapis przepływu produkcyjnego zapewnia przechodzenie produktu przez wszystkie etapy procesu z zachowaniem właściwej kolejności i, co ważne, kończonych wymaganymi testami.
Produkt uznany za wadliwy może być objęty działaniami wykraczającymi poza proste podejście: "napraw i zapomnij". Już pierwsze wykrycie usterki może prowadzić do ustalenia punktów zapalnych potencjalnie zagrażających w przyszłości (albo już obecnie) tysiącom produktów. W najgorszym przypadku konsekwencją niewykrycia takich punktów zapalnych jest konieczność wycofania np. ze względów bezpieczeństwa tysięcy produktów.
Dobrze pamiętamy takie spektakularne przypadki z branży motoryzacyjnej, spożywczej, medycznej czy lotniczej. Aż tak ekstremalne działania są często podejmowane w odniesieniu do wyrobów, które ze względów bezpieczeństwa muszą zapewniać stuprocentową pewność działania.
W takich przypadkach niezwykle istotne jest wykorzystywanie w produkcji tylko sprawdzonych, oryginalnych podzespołów lub komponentów pochodzących od zaufanych dostawców.
Panować nad produkcją masową
Jako przykład rozważmy przypadek, w którym wyprodukowano tysiąc wyrobów i w trakcie kontroli wykryto usterkę w jednym z nich. Sytuacja taka mogła wystąpić tylko wtedy, gdy zaistniały jakieś wyjątkowe okoliczności, które spowodowały wadę produktu. Ale przecież każdy z tysiąca rozważanych produktów teoretycznie powinien być poddawany identycznym procesom.
I tu ujawniają się korzyści wynikające ze stosowania identyfikowalności. Utworzone w jej wyniku dane poddane złożonym operacjom analitycznym pozwalają na znalezienie unikatowej kombinacji czynników, które z dużym prawdopodobieństwem można uznać za przyczynę usterki. Zwykle nawet najbardziej zaawansowane metody utrzymywania jakości produkcji i stosowanie testów nie dają stuprocentowej pewności uniknięcia awarii.
Dane rejestrowane w wyniku stosowania identyfikowalności mogą być wykorzystane na korzyść producenta w przypadku ewentualnych roszczeń użytkownika, któremu trafił się wadliwy produkt. Dane takie można zatem traktować jako swego rodzaju ubezpieczenie producenta.
Podsumowując, stosowanie identyfikowalności wymaga pewnych dodatkowych czynności, które jednak w ogólnym rozrachunku przynoszą korzyści dla procesu produkcyjnego. Nie można więc ich traktować jako dodatkowego obciążenia.
Trochę historii
Identyfikowalność wymaga rejestrowania szeregu danych związanych z procesem produkcyjnym, do którego ma być stosowana. Oczywiste jest więc, że naturalnym narzędziem wykorzystywanym do tego celu jest komputer. Początki identyfikowalności sięgają jednak czasów, w których ręcznie gromadzono dane o kluczowych punktach procesu produkcyjnego, zapisując je na papierze wraz z numerami seryjnymi wyrobów.
Dane takie były wystarczająco dokładne do określania zakresu działań produkcyjnych potencjalnie związanych z usterkami. W przypadkach krytycznych, takich jak katastrofy, mogły stanowić podstawowe informacje upoważniające do wycofania produktu.
Jednym z większych wyzwań było magazynowanie danych. Zapisywanie ich na papierze było dość uciążliwe, rejestry zajmowały sporo miejsca, a musiały przecież być na bieżąco uzupełniane i modyfikowane. Nawet w czasach, w których zaczęto do tego celu używać komputerów, pierwsze programy obsługujące bazy danych były bardzo powolne.
Dodatkową, poważną uciążliwość stanowiła w tym czasie duża dynamika rozwijania systemów baz danych, z czym wiązała się zmienność formatów danych. Na skutek tego próba odczytywania danych już po roku od ich utworzenia bywała dość kłopotliwa, jeśli w ogóle możliwa. Kolejnym problemem było rozrastanie się baz danych wynikające ze zwiększania liczby rejestrowanych parametrów.
Dążenie do operacji "zero wad" generowało dodatkowe koszty związane ze śledzeniem danych. Producenci natomiast z oczywistych powodów chętnie eliminowali zbędne, jak mogło się wydawać, koszty i ograniczali się do rejestrowania tylko tych informacji, które były konieczne. Ostatecznie umowy produkcyjne musiały uwzględniać kompromisowe ustalenia dotyczące identyfikowalności. Co więcej, były to kluczowe części takich kontraktów.
Różni wytwórcy działający w ważnych obszarach przemysłu, np. producenci OEM branży motoryzacyjnej, militarnej czy kosmicznej, wypracowali własne zestawy wysokopoziomowych zasad dotyczących identyfikowalności, które powinny być stosowane w ramach praktyk zgodności.
Podobne ustalenia przyjęły niektóre firmy zaliczane do grupy konsumenckiej, dbające o najwyższy poziom jakości produkcji. Przykładem jest choćby Apple. Utrata zaufania mogłaby dla tej firmy mieć katastrofalne z marketingowego punktu widzenia konsekwencje.
Odrębnym problemem jest wspólne ustalanie przez producenta danego produktu i jego odbiorcy zbioru danych niezbędnych do rejestrowania w ramach identyfikowalności. Może się bowiem zdarzyć, że część zapisywanych danych jest w praktyce zupełnie nieprzydatna lub niewiarygodna. Na domiar złego obie strony negocjując wymagania dotyczące identyfikowalności, mówią swoim językiem, uwzględniającym własny punkt widzenia.
Znalezienie wspólnych punktów jest często bardzo trudne. Konsensus musi być jednak osiągany, gdyż elektronika staje się coraz bardziej krytycznym elementem życia codziennego. Niestety, nadal zdarzają się przypadki spektakularnego wycofywania produktów.
Nowy standard

Rys. 1. Przykładowa macierz oceny ryzyka
Jak widać, z identyfikowalnością wiąże się szereg problemów, które powinny być w jakiś sposób uregulowane w postaci formalnej specyfikacji. Specyfikacja taka - IPC-1782, została sformułowana przez powołaną w tym celu grupę zadaniową. W dokumencie tym określono zasady stosowania identyfikowalności w odniesieniu do wyrobów elektronicznych.
Specyfikacja obejmuje wszystkie operacje montażu elektronicznego i mechanicznego stosowane przy produkcji urządzeń elektronicznych. Kluczowe znaczenie ma jednak sam montaż elektroniki.
Punktem wyjścia była ocena ryzyka, określenie stopnia uciążliwości oraz prawdopodobieństwa wystąpienia usterki. Brany był pod uwagę wpływ tych czynników na funkcjonowanie firmy. Przykładową macierz oceny ryzyka pochodzącą z dokumentu MIL-STD-88 przedstawiono na rysunku 1.
Jest oczywiste, że ilość danych zbieranych dla każdego możliwego procesu produkcyjnego będzie dla większości firm produkcyjnych zbyt duża. Lista takich danych powinna być tworzona z uwzględnianiem ryzyka związanego z potencjalnymi wadami produktu.
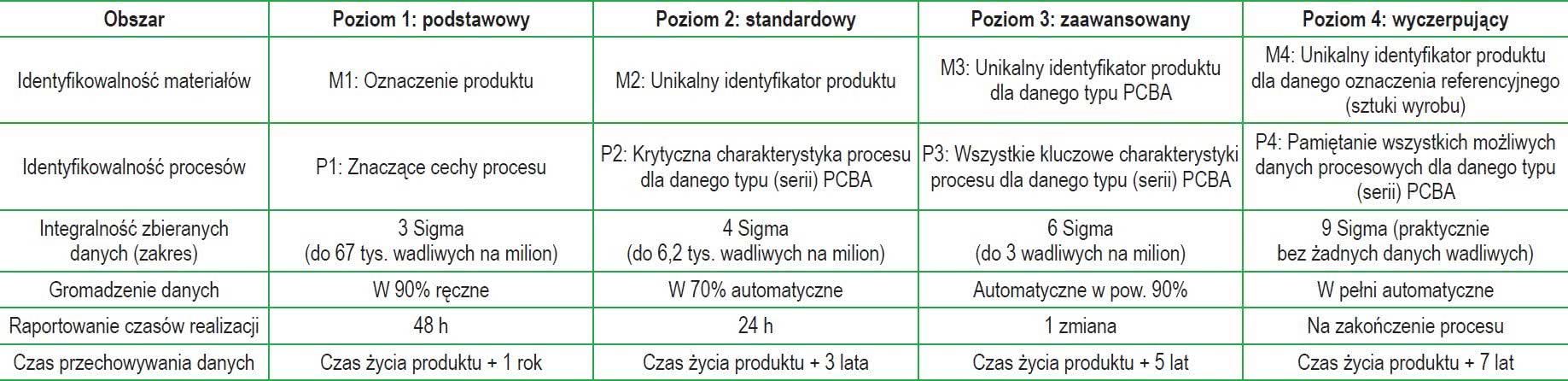
Rys. 2. Poziomy identyfikowalności specyfikacji IPC-1782
Jednocześnie dla ustalenia poziomu zbierania danych na potrzeby identyfikowalności zastosowano system klasyfikacji produktów IPC. W rezultacie w specyfikacji IPC-1782 zdefiniowano 4 poziomy zbiorów danych uwzględniające dane materiałowe oraz dane dotyczące procesu produkcyjnego. Krótkie podsumowanie przedstawiono na rysunku 2.
Pola macierzy oceny ryzyka z rysunku 1 opisane jako "Low", "Medium", "Serious" i "High" odpowiadają czterem poziomom identyfikowalności określonym w specyfikacji IPC-1782, a więc: "Class 1", "Class 2", "Class 3" i "Class 3 Space". W każdym przypadku odwzorowania te są dostarczane jako wytyczne. Jednocześnie będą występowały pewne różnice zależne od historii i charakteru produktu oraz rynku, na którym jest sprzedawany.
Poziomy określone dla identyfikowalności materiałowej i procesowej mogą być często różne, przy czym wyjątki są definiowane i uzgadniane pomiędzy producentem i właścicielem produktu. Wszystkie niejasności zostają tym samym rozwiane.
Przegląd
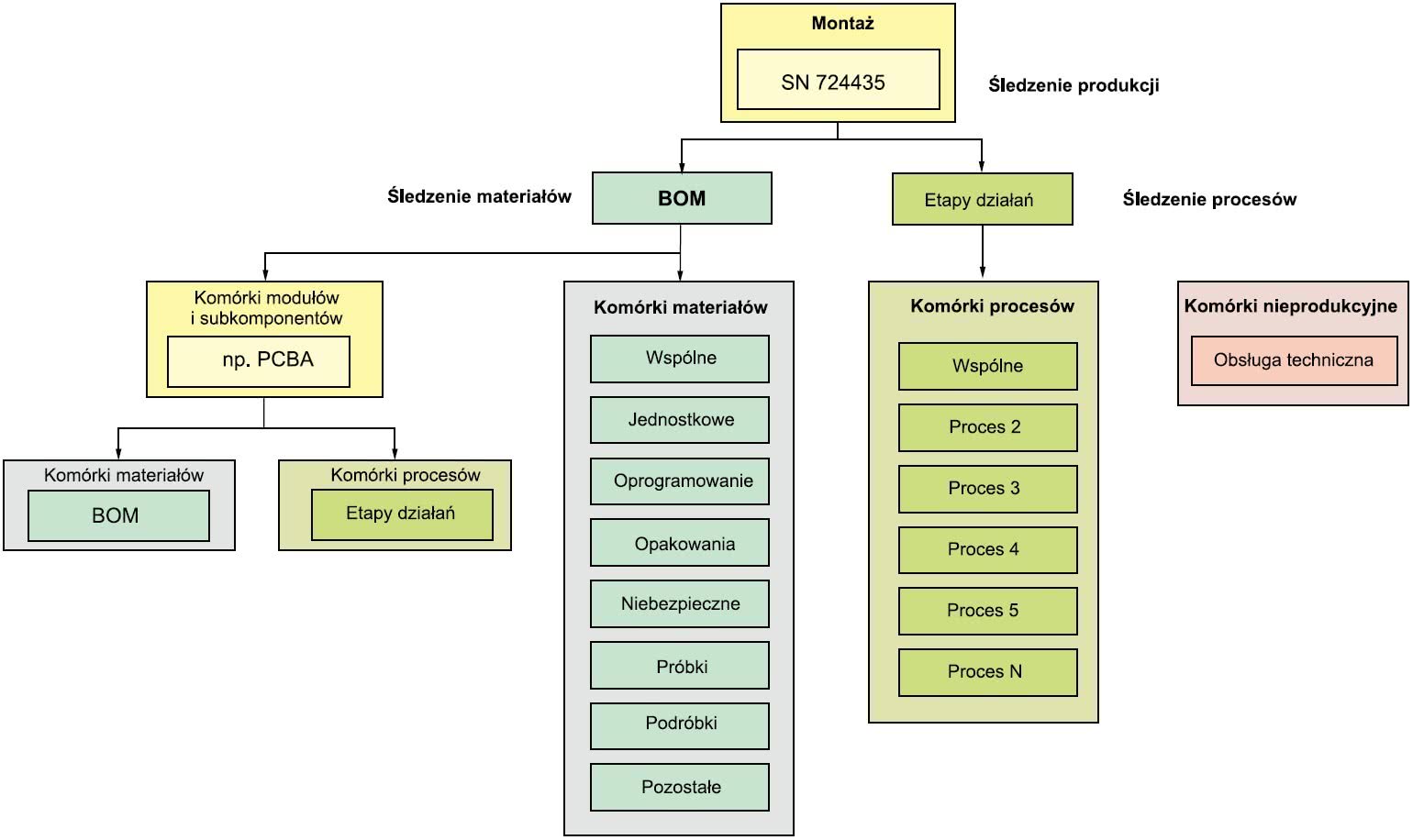
Rys. 3. Ilustracja hierarchicznego podejścia do danych identyfikowalności
Montaż elektroniki ma charakter procesu hierarchicznego. Gotowy produkt składa się z surowców i podzespołów. Z kolei każdy z podzespołów powstaje również w wyniku montażu surowców i (ewentualnie) innych podzespołów. Struktura danych identyfikowalności powinna być dostosowana do warunków rzeczywistych. Strukturę taką przedstawiono na rysunku 3.
Komórka oznaczona w tym przykładzie symbolem "724435" zawiera dane dotyczące kolejności zadań i sekwencji procesów, listę materiałową oraz dane związane z identyfikowalnością procesu. Powstają one w wyniku zapisu zdarzeń i transakcji, które miały miejsce podczas procesu montażowego. Są też dane identyfikowalności materiałowej zawierające informacje o użytych surowcach, jak również inne źródła informacji o podzespołach.
Surowiec jest odróżniany od podzespołu, ponieważ żaden komponent nie ma rekordu identyfikowalności. Dzięki takiemu modularnemu podejściu szczegóły identyfikowalności poszczególnych podzespołów można łatwo łączyć w późniejszym terminie, gdy dany podzespół zostanie użyty oraz w innych sytuacjach.
Warunkiem jest umieszczenie unikatowego ID tego podzespołu w bazie zawierającej dane związane z identyfikowalnością. Dane podzespołu mogą być później importowane, można również z nich korzystać, jeśli są określone w innym połączonym systemie.
Dla każdego materiału i procesu zdefiniowano poszczególne komórki zawierające różne atrybuty. W specyfikacji IPC-1782 wymieniono natomiast listę danych, które powinny być zbierane dla każdej komórki w zależności od poziomu identyfikowalności od M1 do M4 i od P1 do P4.
W przypadku identyfikowalności procesu wspólne elementy danych dotyczą wszystkich procesów, ale też dodatkowych wymagań, które są zależne od określonego rodzaju procesu. Na przykład wspólne elementy to nazwa procesu lub jego ID, czas pobrania i przekazania płytki drukowanej itp.
Specyficzne dane maszyny powinny obejmować na przykład listę materiałów wykorzystanych do montażu SMT, a także szczegóły opisujące ewentualne błędy zauważone podczas realizacji tych operacji. W danych powinny znaleźć się ponadto wyniki pomiarów oraz rezultaty testów pass/fail.
Wszystkie materiały, które były używane w każdym procesie mają przypisane dane identyfikowalności materiałowej. Informacje z tych komórek zawierają unikatowe identyfikatory materiałów (ID), a także identyfikatory dostawców, daty itp.
Metodą pozwalającą na łączenie informacji o poszczególnych materiałach na wszystkich poziomach jest wykorzystanie unikatowych identyfikatorów. Muszą być one jednak powielane w każdej ze struktur, dla każdego poziomu, ale dzięki temu nie ma potrzeby replikowania pełnych danych nawet w obrębie wielu produktów.
Oprócz rekordów specyficznych dla produktu struktura identyfikowalności zawiera także dane dotyczące konserwacji wyposażenia. Są one odseparowane od drzewiastej struktury montażu, ponieważ nie muszą być związane z żadnym określonym produktem. Występują one czasowo podczas wytwarzania produktu.
Implementacja
Formułując specyfikację IPC-1782, przyjęto, że ma być ona możliwie jak najprostsza. Tak, aby po zapoznaniu się z nią można ją było od razu stosować. Standard nie może być jednak prostą liniową listą wymagań. Warunkiem rozpoczęcia pracy jest zrozumienie znaczenia danych zapisywanych w różnych komórkach na różnych poziomach z uwzględnieniem hierarchicznej struktury danych. Specyfikacja będzie uzupełniana różnymi informacjami i przykładami wyjaśniającymi, jak można z niej korzystać. Znajdą się również dokładne objaśnienia znaczeń poszczególnych pól danych.
W pierwszej fazie wdrażania identyfikowalności do określania docelowego poziomu śledzenia zalecane jest stosowanie metodologii oceny ryzyka i klasyfikacji IPC. Poziom 1 identyfikowalności procesowej lub materiałowej jest tak naprawdę minimalnym poziomem, jakiego można oczekiwać od każdego uznanego producenta.
Poziom 4 byłby prawdopodobnie odpowiedni tylko w najbardziej wymagających działach przemysłu. Dotyczy to szczególnie danych procesowych. W przypadku firm EMS (Electronics Manufacturing Services) mogą być wymagane różne poziomy identyfikowalności dla różnych produktów lub różnych odbiorców.
Następnym etapem wdrażania identyfikowalności jest porównanie szacowanych wymagań ze stanem obecnym (istniejące systemy zarządzania i kontroli jakości, negocjacje pomiędzy użytkownikami i właścicielami produktu). Niewykluczone, że większość danych identyfikowalności, szczególnie dotyczących wykonywanych operacji, może już istnieć.
Pozostaje więc kwestia przyjęcia metody przesyłania danych, które mają być połączone razem w formie czytelnej dla IPC-1782. Unikanie ręcznego gromadzenia danych obniża koszty implementacji identyfikowalności i zwiększa dokładność oraz aktualność gromadzonych danych.
Większość maszyn istniejących na rynku ma już od wielu lat dostęp do pewnego zakresu danych. Potrzebne jest natomiast wsparcie dla producentów tych maszyn w zakresie oprogramowania.
Dane mogą być również zbierane z systemów transakcyjnych, takich jak planowanie, kontrola materiałowa, w tym również operacje weryfikacyjne itp. Wszystkie te źródła danych mogą być łączone łatwiej przez przyjęcie dostępnego dziś pojedynczego formatu, takiego jak Open Manufacturing Language (OML). Jest on zgodny z wymaganiami IPC-1782.
Negocjacje umów i porozumień między wytwórcami są łatwiejsze dzięki stosowaniu znacznie prostszych definicji oczekiwań. Na najwcześniejszych etapach mogą być wymagane szkolenia w zakresie wdrażania metod gromadzenia danych.
Poziom identyfikowalności czy to materiałowej, czy procesowej może być wybierany początkowo jako niższy. Stan ten może się utrzymywać do chwili, gdy w praktyce zostanie osiągnięta niezawodna infrastruktura komunikacji. Poziomy te można następnie w miarę upływu czasu podwyższać, wraz z malejącymi kosztami pozyskiwania danych.
Oczekiwane rezultaty
 W odróżnieniu od wymagań opartych na zarządzaniu zawierających pewne elementy identyfikowalności, pozytywne rezultaty korzystania z IPC-1782 mogą być znaczące i natychmiastowe. Są to:
W odróżnieniu od wymagań opartych na zarządzaniu zawierających pewne elementy identyfikowalności, pozytywne rezultaty korzystania z IPC-1782 mogą być znaczące i natychmiastowe. Są to:
- Usprawnienie negocjacji. Określenie żądanego poziomu identyfikowalności pomiędzy właścicielem produktu a wytwórcą jest względnie łatwe. Wymagania są jasno określone dla każdego poziomu identyfikowalności, ryzyko nieporozumień jest minimalne podobnie jak złożoność negocjacji. Skróceniu ulegają terminy zamówień.
- Zmniejszenie kosztów gromadzenia danych. Wiadomo jest, jakie dane powinny być zbierane, a jakie nie będą przydatne. Jednoczenie zapewniona jest pewność, że dane związane z identyfikowalnością będą spełniały oczekiwania.
- Skuteczny audyt. Wraz ze wzrostem zaufania producenta i właściciela produktu mniej bolesne stają się audyty. Obie strony wiedzą dokładnie, co jest wymagane i czego można się spodziewać.
- Redukcja kosztów wycofywania produktu. Dane zebrane w związku z identyfikowalnością spełniają większość oczekiwań. Mogą one opisywać środki naprawcze, które powinny być stosowane nawet po wystąpieniu poważnych problemów. Dzięki temu upraszczają się podejmowane działania, maleje również ich koszt. W przypadkach ekstremalnych minimalizowane są koszty wycofania produktu, utrzymywane jest zaufanie klienta, a marka unika silnej krytyki.
- Redukcja kosztów niskiej jakości. Dane identyfikowalności mogą posłużyć do szybkiego zrozumienia zaistniałych wyjątkowych przypadków. Dotyczy to zarówno jakości wewnętrznej, jak i rynkowej. Wnioski z analizy danych identyfikowalności wykraczają daleko poza tradycyjne techniki zarządzania jakością. Możliwe jest szybkie ustalenie odpowiedzialności za zaistniałe sytuacje, określenie, czy zawiniła produkcja, materiały, a może winne są błędy projektowe. W ten sposób tworzone jest środowisko umożliwiające ciągłe ulepszanie produktu.
- Odpowiedzialność za stosowanie oryginalnych materiałów. Choć może wydawać się nieco szokujące, obserwowana jest tendencja do stosowania podrabianych materiałów w procesie produkcyjnym. W przypadku urządzeń elektronicznych są to nie tylko najbardziej istotne komponenty, takie jak układy scalone, baterie itp., ale nawet elementy bierne. Zastosowanie w produkcji nieoryginalnych materiałów może być przyczyną poważnych problemów związanych z niezawodnością. Jak na ironię, wykrywanie podrabianych materiałów stanowi potencjalnie kosztowne obciążenie dla produkcji i jest jedynie swego rodzaju filtrem. Tą metodą nie da się skutecznie eliminować podróbek i fałszerzy. Niestety, trzeba się liczyć z pogłębianiem się tego niekorzystnego trendu, dopóki nie zostanie zastosowana skuteczna metoda eliminacji fałszerzy.
Specyfikacja IPC-1782 stanie się w najbliższej przyszłości krytycznym elementem produkcji urządzeń elektronicznych. Oczekuje się ponadto, że zostanie rozszerzona na powiązane branże. Identyfikowalność stanie się częścią zoptymalizowanego działania przedsiębiorstwa produkcyjnego.
Wynika to m.in. z wprowadzania technologii znakowania komponentów i wprowadzania otwartych standardów komunikacji produkcyjnej. Specyfikację IPC-1782 wprowadzono z myślą o uzyskaniu perfekcji w produkcji. Ale czy "zero defects" jest w ogóle możliwe?
Jarosław Doliński















